TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025121534
公報種別
公開特許公報(A)
公開日
2025-08-20
出願番号
2024016979
出願日
2024-02-07
発明の名称
ガントリ装置及び部品実装装置
出願人
ヤマハ発動機株式会社
代理人
弁理士法人三協国際特許事務所
主分類
G05D
3/12 20060101AFI20250813BHJP(制御;調整)
要約
【課題】省スペース化および低コスト化を図りながら位置精度を確保する。
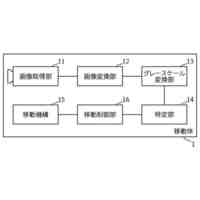
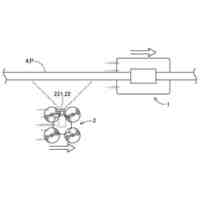
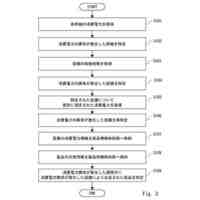
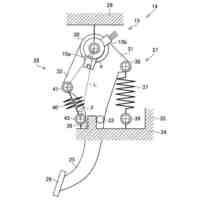
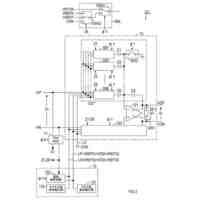
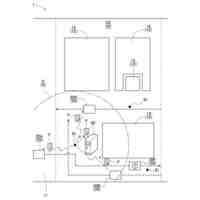
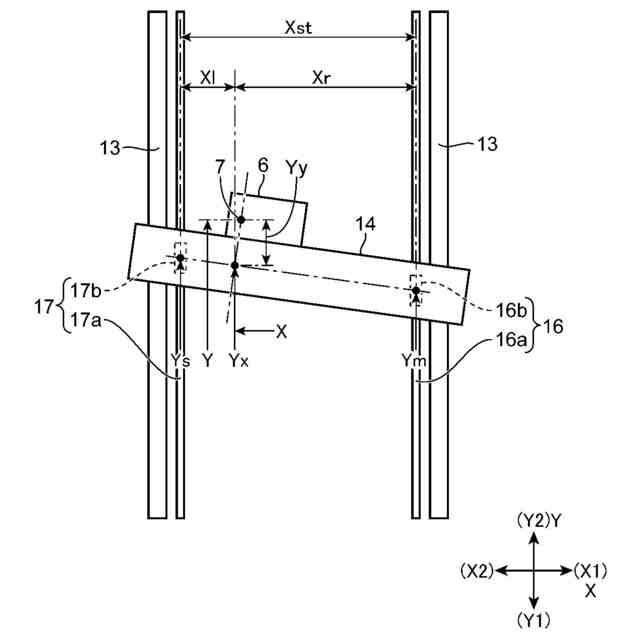
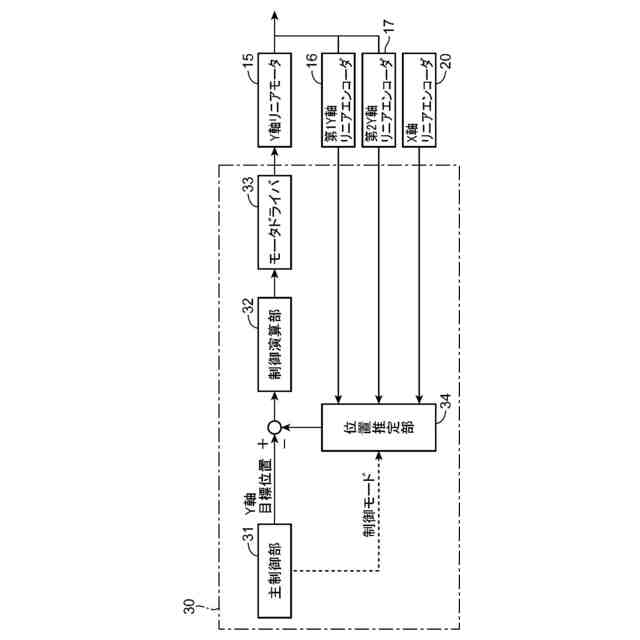
【解決手段】部品実装装置1は、ビーム14と、ビーム14をY方向に移動自在に支持する一対のレール13と、ビーム14に搭載されるヘッドユニット6と、Y軸リニアモータ15と、ビーム14の第1端部14aの位置情報を取得する第1Y軸エンコーダ16と、第2端部14bの位置情報を取得する第2Y軸エンコーダ17と、Y軸リニアモータ15を制御するY軸制御部30とを備える。Y軸リニアモータ15はビーム14の第1端部14aに駆動力を付与する。Y軸制御部30は、各Y軸エンコーダ16、17からの位置情報に基づき、ヘッドユニット6又はその搭載物である制御対象部のY方向の現在位置を推定し、この推定位置に基づきY軸リニアモータ15を制御する。
【選択図】図3
特許請求の範囲
【請求項1】
第1端部及び第2端部を有し、第1方向に延在するビームと、
前記第1方向と直交する第2方向に延在し、前記第1端部及び前記2端部において前記ビームを移動自在に支持する一対の案内部材と、
前記ビームに搭載される作業ユニットと、
前記ビームを前記第2方向へ移動させる駆動力を発生するモータと、
前記モータを制御する制御部と、を備えるガントリ装置であって、
前記第2方向における前記第1端部の位置情報である第1位置情報を取得する第1情報取得部と、
前記第2方向における前記第2端部の位置情報である第2位置情報を取得する第2情報取得部と、を備え、
前記モータの駆動力が前記ビームの前記第1端部にのみ入力されるように構成され、
前記制御部は、前記第1情報取得部が取得する第1位置情報と前記第2情報取得部が取得する第2位置情報とに基づき、前記作業ユニット又は該作業ユニットの搭載物を制御対象部として該制御対象部の前記第2方向の現在位置を推定し、この推定位置に基づき前記モータを制御する、ことを特徴とするガントリ装置。
続きを表示(約 1,300 文字)
【請求項2】
請求項1に記載のガントリ装置において、
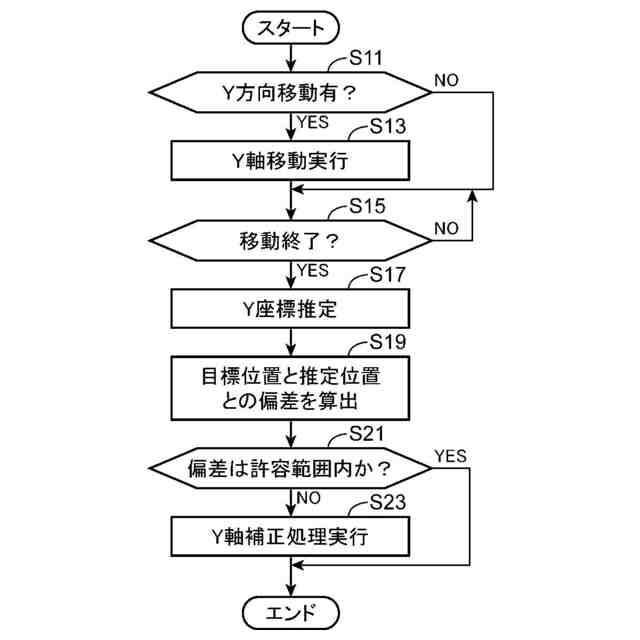
前記制御部は、前記推定位置と前記制御対象部の前記第2方向の目標位置との偏差を求め、該偏差に基づき前記モータを制御する、ことを特徴とするガントリ装置。
【請求項3】
請求項2に記載のガントリ装置において、
前記作業ユニットは、前記ビームに沿って前記第1方向に移動するものであって、
前記目標位置を第2目標位置と定義したときに、
前記制御部は、前記第1位置情報及び前記第2位置情報と、前記制御対象部の前記第1方向の目標位置である第1目標位置とに基づき前記現在位置を推定する、ことを特徴とするガントリ装置。
【請求項4】
請求項2に記載のガントリ装置において、
前記作業ユニットは、前記ビームに沿って前記第1方向に移動するものであって、
前記作業ユニットの前記第1方向における位置情報である第3位置情報を取得する第3情報取得部をさらに備え、
前記制御部は、前記第1位置情報及び前記第2位置情報に加えて、前記第3情報取得部が取得する前記第3位置情報に基づき前記現在位置を推定する、ことを特徴とするガントリ装置。
【請求項5】
請求項1又は2に記載のガントリ装置において、
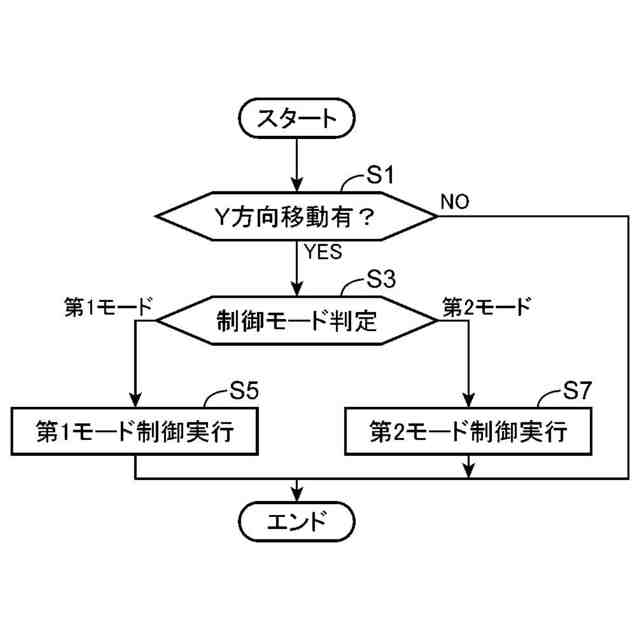
前記推定位置を第1推定位置と定義するとともに、該第1推定位置に基づく前記モータの制御を第1モードと定義したときに、
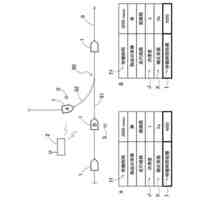
前記制御部は、前記第1情報取得部及び前記第2情報取得部のうち、前記第1情報取得部が取得する第1位置情報にのみ基づき前記制御対象部の前記第2方向の現在位置である第2推定位置を推定し、該第2推定位置に基づき前記モータを制御する第2モードをさらに実行可能に構成され、かつ、前記第1モード及び前記第2モードのうち、動作毎に予め設定されたモードで前記モータを制御する、ことを特徴とするガントリ装置。
【請求項6】
請求項2に記載のガントリ装置において、
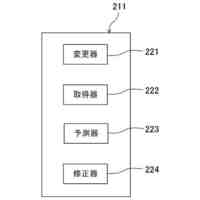
前記制御部は、前記第2方向への前記ビームの移動終了後、前記偏差が許容範囲内にない場合には、前記偏差が前記許容範囲内となるように前記ビームを移動させる補正処理を実行する、ことを特徴とするガントリ装置。
【請求項7】
請求項3又は4に記載のガントリ装置と、
前記ガントリ装置の前記作業ユニットの可動領域内に配置された部品供給エリアと、を含み、
前記ガントリ装置の前記モータを第1モータと定義したときに、前記作業ユニットを前記第1方向へ移動させる第2モータを備え、
前記作業ユニットは、前記部品供給エリアにおいて供給される部品を保持可能に構成され、
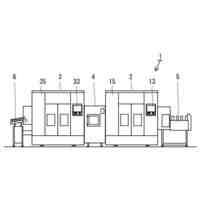
前記制御部は、前記第1モータ及び前記第2モータを制御し、前記作業ユニットを前記部品供給エリアと所定の作業位置に配置される基板との間で移動させることにより、前記部品を前記部品供給エリアから前記基板上に搬送して該基板に搭載する部品実装処理を実行する、ことを特徴とする部品実装装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガントリ装置、および該ガントリ装置を有する部品実装装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
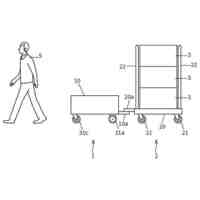
部品実装用のヘッドにより部品供給エリアから部品を取り出し、該部品を作業位置に配置されているプリント配線基板等の基板に実装(搭載)する部品実装装置が周知である。部品実装装置の多くは、例えば特許文献1に開示されるようなガントリ装置を備え、該ガントリ装置によりヘッド(作業ユニット)を水平方向(XY方向)に移動させる構成が採用される。
【0003】
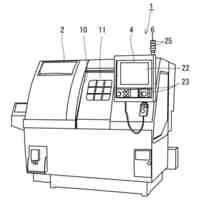
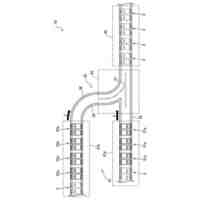
ガントリ装置は、互いに平行にY方向に延在する一対のレールと、X方向に延在して前記一対のレールに移動自在に支持されるビームと、該ビームを前記一対のレールに沿って移動させるモータとを含み、前記ヘッドが前記ビームに備えられた、いわゆる門型の移動機構である。前記ヘッドは、前記ビームに沿ってX方向に移動可能に設けられる。
【0004】
特許文献1に開示される部品実装装置には、前記モータとして、ビームの両端で、各々該ビームに対してY方向の駆動力を与える一対のリニアモータが備えられている。すなわち、ビームの駆動方式としてダブル駆動方式が採用されている。ビーム両端に駆動力を与えるダブル駆動方式によると、ビームの一端にのみ駆動力を与えるシングル駆動方式に比べて、両端の移動誤差が少なく、ヘッドのY方向の位置精度が高い。
【先行技術文献】
【特許文献】
【0005】
特開2003-140749号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に開示される従来の部品実装装置によれば、ダブル駆動方式のガントリ装置を備えるためヘッドのY方向の位置精度が高いという利点がある。しかし、一対のレールの各々に沿ってリニアモータを配置する必要があるためシングル駆動方式に比べてスペースを要するばかりでなくコストも嵩む。
【0007】
本発明は、上記のような事情に鑑みてなされたものであり、省スペース化および低コスト化を図りながら、作業ユニット等の制御対象部の位置精度を良好に確保できるガントリ装置および該ガントリ装置を備えた部品実装装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
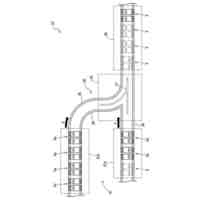
上記課題を解決するために、本発明の一局面に係るガントリ装置は、第1端部及び第2端部を有し、第1方向に延在するビームと、前記第1方向と直交する第2方向に延在し、前記第1端部及び前記2端部において前記ビームを移動自在に支持する一対の案内部材と、前記ビームに搭載される作業ユニットと、前記ビームを前記第2方向へ移動させる駆動力を発生するモータと、前記モータを制御する制御部と、を備えるガントリ装置であって、前記第2方向における前記第1端部の位置情報である第1位置情報を取得する第1情報取得部と、前記第2方向における前記第2端部の位置情報である第2位置情報を取得する第2情報取得部と、を備え、前記モータの駆動力が前記ビームの前記第1端部にのみ入力されるように構成され、前記制御部は、前記第1情報取得部が取得する第1位置情報と前記第2情報取得部が取得する第2位置情報とに基づき、前記作業ユニット又は該作業ユニットの搭載物を制御対象部として該制御対象部の前記第2方向の現在位置を推定し、この推定位置に基づき前記モータを制御する、ことを特徴とする。
【0009】
なお、上記の「第1端部」、「第2端部」とは、各々、ビームの末端の他、ビームの末端を含む所定範囲内の部分を含む意味である。
【0010】
このガントリ装置では、ビームの長手方向(第1方向)の一端部(第1端部)にのみ駆動力が入力されて、該駆動力によりビーム及び作業ユニットが第2方向に移動する。つまり、駆動方式は、ビームの一端部のみを駆動するシングル駆動方式である。しかし、このガントリ装置では、第1、第2情報取得部が取得する位置情報、すなわち、ビーム両端の第2方向の位置情報(第1位置情報、第2位置情報)に基づき、制御部が制御対象部の第2方向の位置を推定し、この推定位置に基づきモータを制御する。そのため、ビームの両端部のうち一端部の位置情報のみに基づきモータを制御する場合と比べると、同じシングル駆動方式であっても、第2方向における制御対象部の位置をより精度良く制御することができる。従って、上記ガントリ装置によれば、省スペース化および低コスト化を図りながら、作業ユニット等の制御対象部の第2方向の位置精度を良好に確保することが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
生産早送り装置
13日前
株式会社豊田自動織機
産業車両
3日前
株式会社FUJI
工作機械
2か月前
株式会社ダイヘン
移動体
2か月前
株式会社FUJI
加工機械ライン
1か月前
個人
作業車両自動化システム
19日前
愛知製鋼株式会社
目標軌跡の設定方法
27日前
ローム株式会社
半導体集積回路
2か月前
トヨタ自動車株式会社
移動制御システム
13日前
株式会社ダイフク
搬送設備
17日前
株式会社ダイフク
搬送設備
2か月前
トヨタ自動車株式会社
生産管理システム
24日前
株式会社ダイフク
搬送設備
3か月前
トヨタ自動車株式会社
ペダル機構
3か月前
三栄ハイテックス株式会社
基準電圧回路
2か月前
トヨタ自動車株式会社
減圧弁
21日前
株式会社オプトン
制御プログラム生成装置
2か月前
キヤノン電子株式会社
加工装置、及び、制御方法
1か月前
株式会社鷺宮製作所
制御装置
2か月前
マーク ヘイリー
消防ロボット
1か月前
株式会社ダイヘン
負荷時タップ切換器
2か月前
株式会社ダイフク
物品搬送設備
1か月前
株式会社ダイフク
物品搬送設備
2か月前
株式会社ダイフク
物品搬送設備
2か月前
株式会社ダイフク
物品搬送設備
2か月前
トヨタ自動車株式会社
クラッチペダル
今日
株式会社テイエルブイ
減圧弁の制御装置
1か月前
株式会社戸張空調
アクセル・ブレーキ操作装置
2か月前
アズビル株式会社
制御システムおよび制御方法
27日前
アズビル株式会社
制御システムおよび制御方法
27日前
ルネサスエレクトロニクス株式会社
半導体装置
3日前
キヤノン電子株式会社
加工システム、及び、加工装置
13日前
キヤノン電子株式会社
加工システム、及び、加工装置
13日前
三菱電機株式会社
電源回路
1か月前
シンフォニアテクノロジー株式会社
異常検知装置
2か月前
株式会社計数技研
移動体、及びプログラム
3か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ