TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025121784
公報種別
公開特許公報(A)
公開日
2025-08-20
出願番号
2024017488
出願日
2024-02-07
発明の名称
鋼材の処理設備、鋼材の製造設備、鋼材の処理方法、及び鋼材の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C23C
8/08 20060101AFI20250813BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】鋼材の表面に原料ガスを供給することによって鋼材の改質を行うに際し、原料ガスに起因する元素の濃度バラつきを従来技術によるものよりも低減すること。
【解決手段】軸方向が搬送される鋼材の表面と平行であり、かつ、鋼材を搬送する方向と垂直であるように設けられた1本又は2本以上のスリットノズルを用いて、搬送される鋼材の表面に向けて原料ガスを吹き付けるに際し、スリットノズルが有するスリットの形態が、スリットノズルの軸方向における位置によって異なるスリットノズルを用いる。好ましくは、スリットの角度又は開口面積が、スリットノズルの軸方向における位置によって異なる。
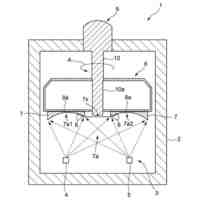
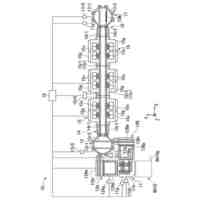
【選択図】図7
特許請求の範囲
【請求項1】
鋼材の表面に原料ガスを供給することによって前記鋼材の改質を行う鋼材の処理設備であって、
前記鋼材を搬送する搬送手段と、
前記搬送手段によって搬送される前記鋼材の表面に向けて前記原料ガスを吹き付ける、1本又は2本以上のスリットノズルと、を備え、
前記スリットノズルは、軸方向が前記鋼材の表面と平行であり、かつ、前記鋼材が搬送される方向と垂直であるように設けられ、
前記スリットノズルが有するスリットの形態が、前記スリットノズルの軸方向における位置によって異なる、
鋼材の処理設備。
続きを表示(約 970 文字)
【請求項2】
前記スリットノズルの軸方向に垂直な断面において、前記スリットノズルの中心から前記鋼材の表面に下した垂線と、前記スリットノズルの中心と前記スリットの中心とを結ぶ線分とがなす角度が、前記スリットノズルの軸方向における位置によって異なる、
請求項1に記載の鋼材の処理設備。
【請求項3】
前記スリットノズルの軸方向に見た単位長さあたりの前記スリットの開口面積が、前記スリットノズルの軸方向における位置によって異なる、
請求項1又は請求項2に記載の鋼材の処理設備。
【請求項4】
前記スリットノズルの軸方向に見た単位長さあたりの前記スリットの長さの合計が、前記スリットノズルの軸方向における位置によって異なる、
請求項3に記載の鋼材の処理設備。
【請求項5】
前記スリットの幅が、前記スリットノズルの軸方向における位置によって異なる、
請求項3に記載の鋼材の処理設備。
【請求項6】
前記搬送手段によって搬送される前記鋼材を加熱する加熱手段をさらに備える、
請求項1又は2に記載の鋼材の処理設備。
【請求項7】
前記改質が浸珪処理である、
請求項1又は2に記載の鋼材の処理設備。
【請求項8】
請求項1又は2に記載の鋼材の処理設備を備える、
鋼材の製造設備。
【請求項9】
鋼材の表面に原料ガスを供給することによって前記鋼材の改質を行う鋼材の処理方法であって、
1本又は2本以上のスリットノズルを用いて、搬送される前記鋼材の表面に向けて前記原料ガスを吹き付けるステップを備え、
前記スリットノズルは、軸方向が前記鋼材の表面と平行であり、かつ、前記鋼材が搬送される方向と垂直であるように設けられ、
前記スリットノズルが有するスリットの形態が、前記スリットノズルの軸方向における位置によって異なる、
鋼材の処理方法。
【請求項10】
前記原料ガスを吹き付けるステップの前及び/又は後に、前記鋼材を加熱するステップを備える、
請求項9に記載の鋼材の処理方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼材の処理設備、鋼材の製造設備、鋼材の処理方法、及び鋼材の製造方法に関する。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
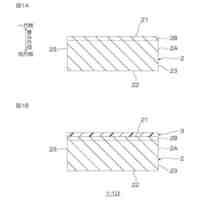
電磁鋼板は、主に電気機器の鉄心に使用される機能材料である。電磁鋼板に珪素(Si)が含まれると電気抵抗の値が増加するため、電磁鋼板の表面に発生する渦電流に起因する鉄損を低減することができる。なかでも、Siを6.5質量%含む電磁鋼板は、磁歪がほぼゼロになり、最大透磁率がピークを示すため、優れた磁気特性を示すことが知られている。しかし、Siの含有量が4.0質量%を超えると冷間圧延が困難になる。この問題を解決する方法として、特許文献1には、Siの含有量が4.0質量%以下の電磁鋼板を冷間圧延した後、表面からSiを内部に均一に拡散させる浸珪処理を行うことによって、Siの含有量を6.5質量%に高める方法の発明が記載されている。特許文献2には、浸珪処理によって電磁鋼板の表面に濃化させたSiについて適度な拡散処理を行うことによって、厚さ方向に0.5重量%以上のSiの濃度勾配を設ける方法の発明が記載されている。
【0003】
これらの特許文献に記載された方法では、原料ガスとして四塩化珪素ガスを使用する。鋼板の幅方向の位置によって四塩化珪素ガスの供給量にバラつきがあると、最終製品におけるSiの濃度が幅方向の位置によって変動するという問題が生じる。この問題を解決する方法として、特許文献3には、鋼板の幅方向に平行に設けられたスリットノズルから鋼板の表面に原料ガスを吹き付けるに際し、スリットの内側におけるガス流路の断面積に対するスリットの開口面積の比を特定の値以下とすることによって、スリットノズルの長手方向に対する原料ガスの吹き出し角度のバラつきを低減する方法の発明が記載されている。特許文献4には、二重管構造のスリットノズルの内管と外管との間を部分的にふさぐ整流板を設けて原料ガスの流れを妨げることによって、スリットノズルから鋼板の表面に吹き付けられる原料ガスの流速のバラつきを低減する方法の発明が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開昭62-227078号公報
特開平9-184051号公報
特開平8-176793号公報
国際公開第2020/084873号
【発明の概要】
【発明が解決しようとする課題】
【0005】
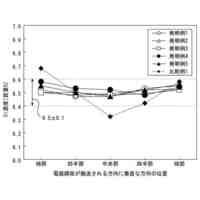
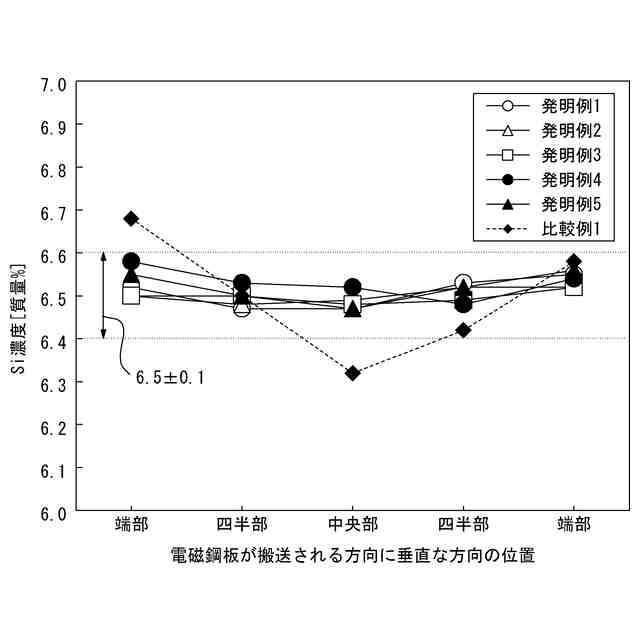
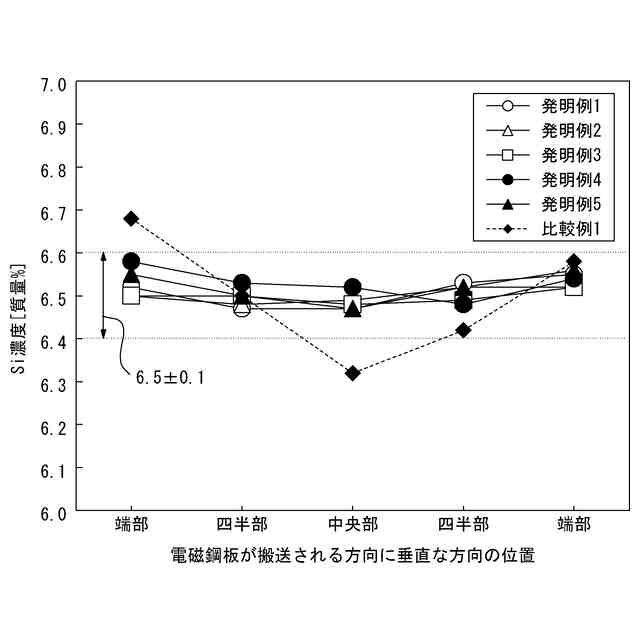
上述のとおり、特許文献3及び4に記載された発明においては、いずれも、スリットノズルから鋼板の表面に向けて供給される原料ガスの単位時間あたりの供給量が、スリットノズルの軸方向における位置によってできるだけ変わらないようにするという設計思想に基づいて、スリットノズルの設計がなされている。しかし、発明者らの解析によれば、上記の設計思想に基づいて設計されたスリットを備えたスリットノズルを用いて原料ガスを供給した場合には、鋼板の幅方向、すなわち鋼板が搬送される方向と垂直な方向におけるSi濃度のバラつきを低減する効果に限界があることが分かった。例を挙げると、鋼板が搬送される方向と垂直な方向におけるSi濃度のバラつきを6.5±0.1質量%の範囲内に制御することは、従来技術においては極めて困難であった。
【0006】
本発明は上記の課題に鑑みてなされたものであり、原料ガスの供給によって鋼材の改質を行うに際し、鋼材が搬送される方向と垂直な方向における原料ガスに起因する元素の濃度のバラつきを、従来技術によるものよりも低減することを目的としている。
【課題を解決するための手段】
【0007】
本発明の要旨構成は以下の通りである。
[1]鋼材の表面に原料ガスを供給することによって前記鋼材の改質を行う鋼材の処理設備であって、
前記鋼材を搬送する搬送手段と、
前記搬送手段によって搬送される前記鋼材の表面に向けて前記原料ガスを吹き付ける、1本又は2本以上のスリットノズルと、を備え、
前記スリットノズルは、軸方向が前記鋼材の表面と平行であり、かつ、前記鋼材が搬送される方向と垂直であるように設けられ、
前記スリットノズルが有するスリットの形態が、前記スリットノズルの軸方向における位置によって異なる、
鋼材の処理設備。
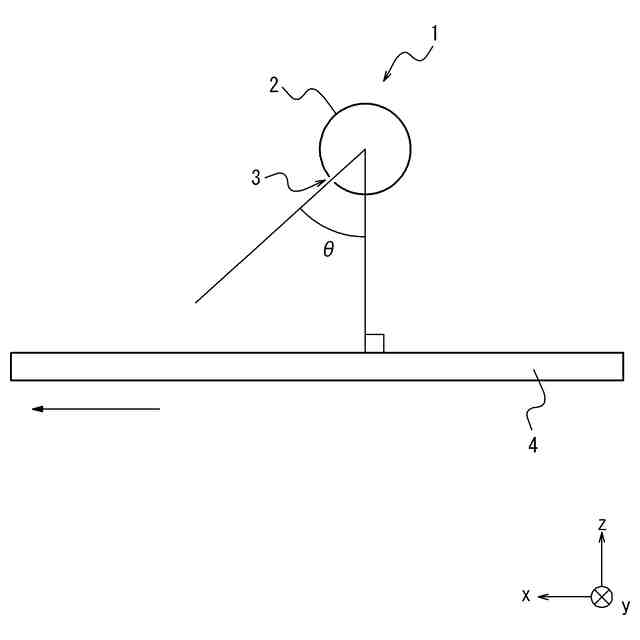
[2]前記スリットノズルの軸方向に垂直な断面において、前記スリットノズルの中心から前記鋼材の表面に下した垂線と、前記スリットノズルの中心と前記スリットの中心とを結ぶ線分とがなす角度が、前記スリットノズルの軸方向における位置によって異なる、
[1]に記載の鋼材の処理設備。
[3]前記スリットノズルの軸方向に見た単位長さあたりの前記スリットの開口面積が、前記スリットノズルの軸方向における位置によって異なる、
[1]又は[2]に記載の鋼材の処理設備。
[4]前記スリットノズルの軸方向に見た単位長さあたりの前記スリットの長さの合計が、前記スリットノズルの軸方向における位置によって異なる、
[3]に記載の鋼材の処理設備。
[5]前記スリットの幅が、前記スリットノズルの軸方向における位置によって異なる、
[3]に記載の鋼材の処理設備。
[6]前記搬送手段によって搬送される前記鋼材を加熱する加熱手段をさらに備える、
[1]から[5]までのいずれかに記載の鋼材の処理設備。
[7]前記改質が浸珪処理である、
[1]から[5]までのいずれかに記載の鋼材の処理設備。
[8][1]から[5]までのいずれかに記載の鋼材の処理設備を備える、
鋼材の製造設備。
[9]鋼材の表面に原料ガスを供給することによって前記鋼材の改質を行う鋼材の処理方法であって、
1本又は2本以上のスリットノズルを用いて、搬送される前記鋼材の表面に向けて前記原料ガスを吹き付けるステップを備え、
前記スリットノズルは、軸方向が前記鋼材の表面と平行であり、かつ、前記鋼材が搬送される方向と垂直であるように設けられ、
前記スリットノズルが有するスリットの形態が、前記スリットノズルの軸方向における位置によって異なる、
鋼材の処理方法。
[10]前記原料ガスを吹き付けるステップの前及び/又は後に、前記鋼材を加熱するステップを備える、
[9]に記載の鋼材の処理方法。
[11]前記改質が浸珪処理である、
[9]に記載の鋼材の処理方法。
[12][9]から[11]までのいずれかに記載の鋼材の処理方法を用いて鋼材を改質する、
鋼材の製造方法。
【発明の効果】
【0008】
本発明によれば、原料ガスの供給によって改質された鋼材において、鋼材に対し当該鋼材が搬送される方向と垂直な方向における原料ガスに起因する元素の濃度のバラつきを従来技術によるものよりも低減することができる。これにより、鋼材全体の品質を均一にしたり、濃度のバラつきに起因する鋼材のたわみを少なくしたりすることができる。
【図面の簡単な説明】
【0009】
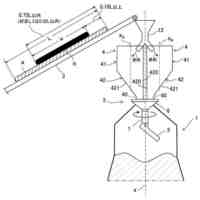
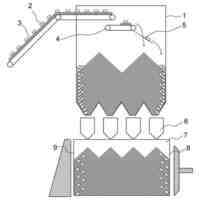
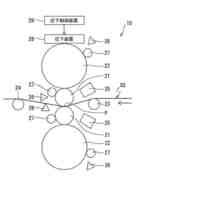
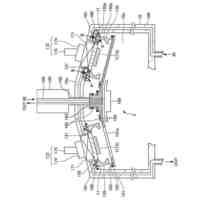
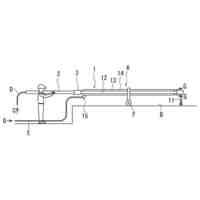
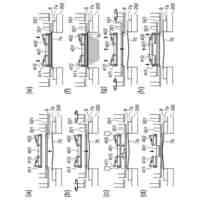
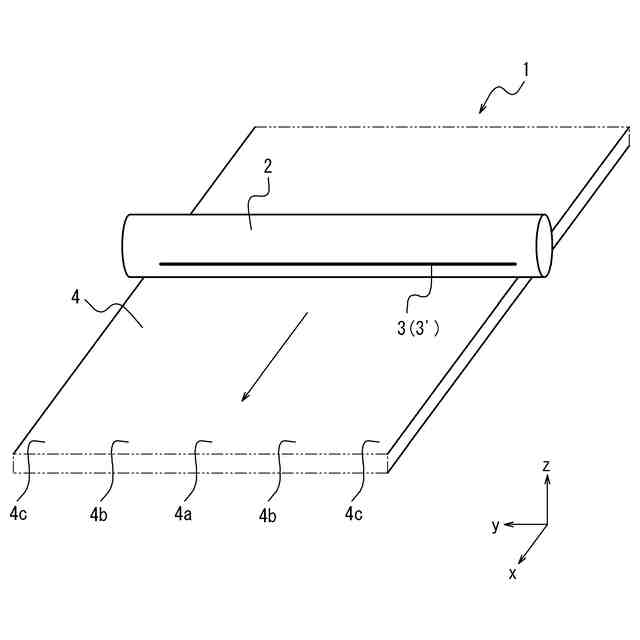
本発明に係る鋼材の処理設備の例を示す斜視図である。
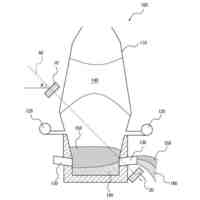
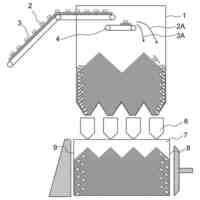
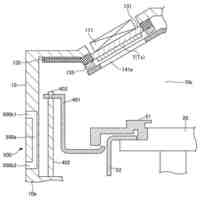
本発明に係る鋼材の処理設備の例を示す断面図である。
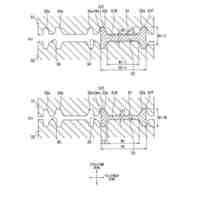
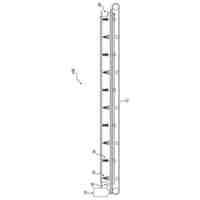
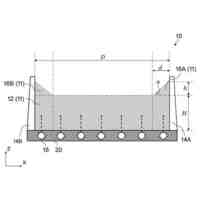
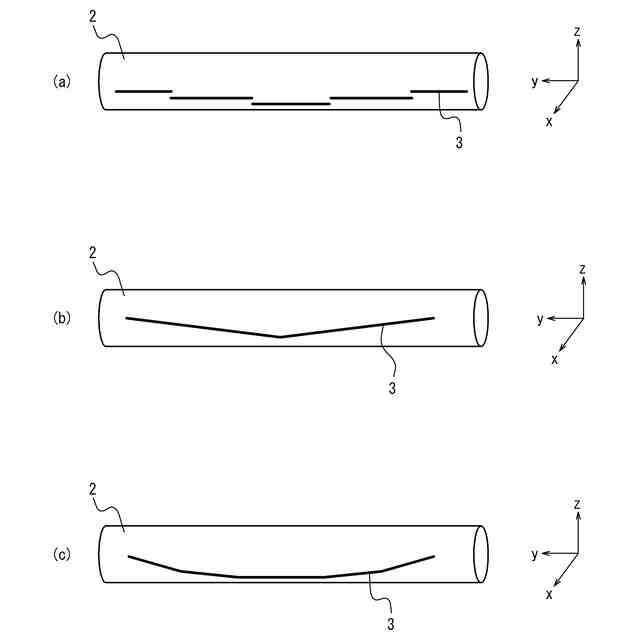
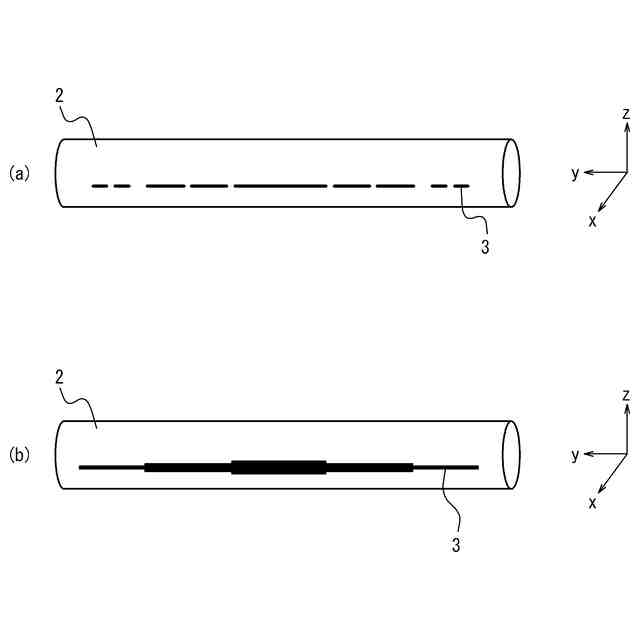
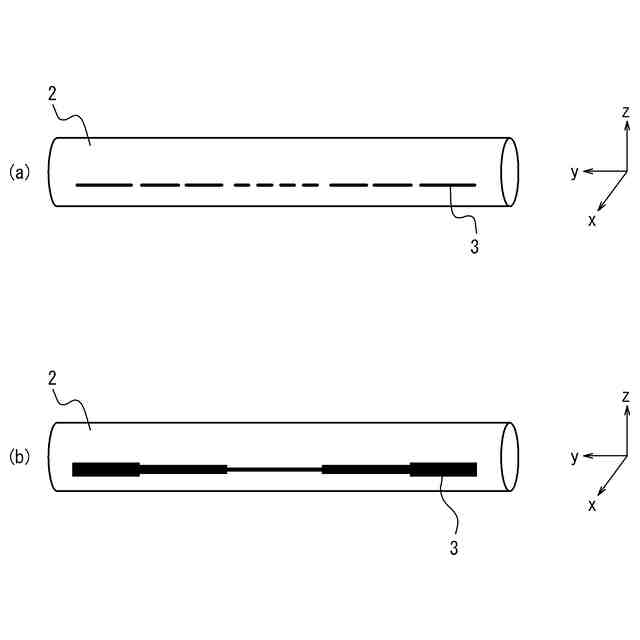
本発明の実施例1に係るスリットノズルの例を示す斜視図である。
本発明の実施例1に係るスリットノズルの他の例を示す斜視図である。
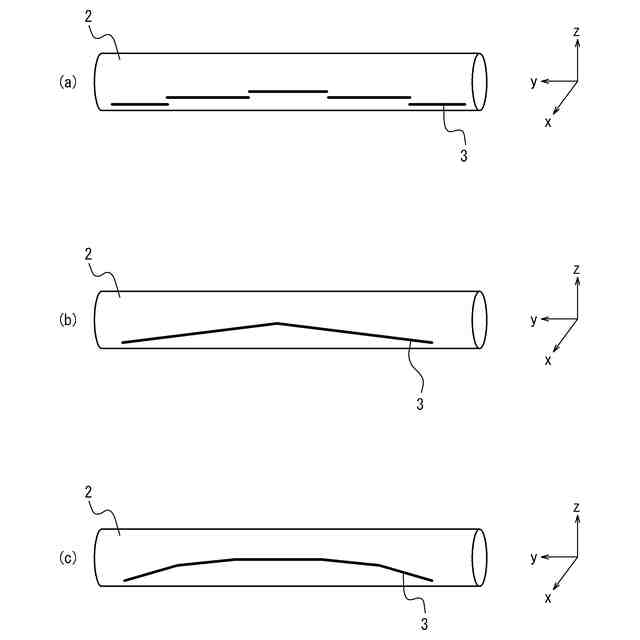
本発明の実施例2に係るスリットノズルの例を示す斜視図である。
本発明の実施例2に係るスリットノズルの他の例を示す斜視図である。
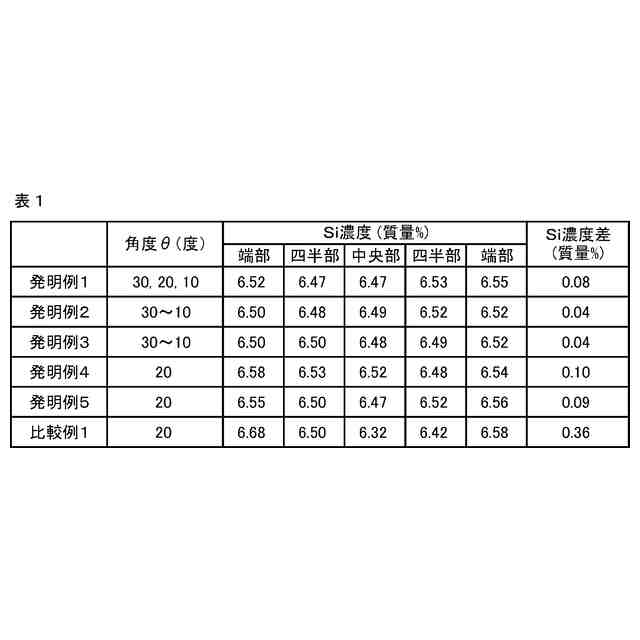
本発明の実施例1におけるSi濃度の分布を示すグラフである。
本発明の実施例2におけるSi濃度の分布を示すグラフである。
【発明を実施するための形態】
【0010】
以下、本発明を実施するための形態について詳細に説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
H形鋼の製造方法
2日前
JFEスチール株式会社
高炉の原料装入方法
2日前
JFEスチール株式会社
炭酸化物含有物質の製造方法
3日前
JFEスチール株式会社
芯金治具およびパイプの製造方法
4日前
JFEスチール株式会社
アンモニア応力腐食割れ促進試験方法
5日前
JFEスチール株式会社
オーダ充当支援装置及びオーダ充当支援方法
3日前
JFEスチール株式会社
高炉内の状態測定システム及び状態測定方法
5日前
JFEスチール株式会社
フェライト系ステンレス熱延鋼板およびその製造方法
6日前
JFEスチール株式会社
コークス炉への原料装入方法およびコークスの製造方法
2日前
JFEスチール株式会社
コークス炉への原料装入方法およびコークスの製造方法
2日前
JFEスチール株式会社
鋼片の溶削装置、鋼片の溶削方法及び、鋼片の製造方法
4日前
JFEスチール株式会社
製鋼スラグの蒸気エージング方法、及び製鋼スラグ用の処理ピット
4日前
JFEスチール株式会社
鋼材の処理設備、鋼材の製造設備、鋼材の処理方法、及び鋼材の製造方法
11日前
JFEスチール株式会社
溶融亜鉛めっき鋼帯、溶融亜鉛めっき鋼帯の調質圧延方法及び溶融亜鉛めっき鋼帯の製造方法
6日前
JFEスチール株式会社
粉粒体が堆積した環境での金属材料の耐食性評価方法、構造物の腐食管理方法、鋼材の管理方法および構造物の製造方法
11日前
個人
フッ素樹脂塗装鋼板の保管方法
1か月前
株式会社オプトラン
蒸着装置
4か月前
株式会社三愛工業所
アルミニウム材
3か月前
株式会社KSマテリアル
防錆組成物
1か月前
日本化学産業株式会社
複合めっき皮膜
24日前
日東電工株式会社
積層体の製造方法
3か月前
JFEスチール株式会社
鋼部品
1か月前
東京エレクトロン株式会社
基板処理装置
2か月前
東京エレクトロン株式会社
基板処理装置
4か月前
住友重機械工業株式会社
成膜装置
2か月前
DOWAサーモテック株式会社
浸炭方法
3か月前
住友重機械工業株式会社
成膜装置
1か月前
東京エレクトロン株式会社
基板処理装置
4か月前
信越半導体株式会社
真空蒸着方法
3か月前
川崎重工業株式会社
水素遮蔽膜
19日前
株式会社アルバック
成膜装置、および搬送方法
27日前
ケニックス株式会社
蒸発源装置
9日前
黒崎播磨株式会社
溶射用ランス
2か月前
株式会社アルバック
真空蒸着装置、真空蒸着方法
26日前
キヤノントッキ株式会社
成膜装置
4か月前
東京エレクトロン株式会社
成膜方法及び成膜装置
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ