TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025123603
公報種別
公開特許公報(A)
公開日
2025-08-25
出願番号
2024019119
出願日
2024-02-13
発明の名称
鋼材部品の製造方法
出願人
トヨタ自動車株式会社
,
デンコーテクノヒート株式会社
代理人
個人
主分類
C21D
9/32 20060101AFI20250818BHJP(鉄冶金)
要約
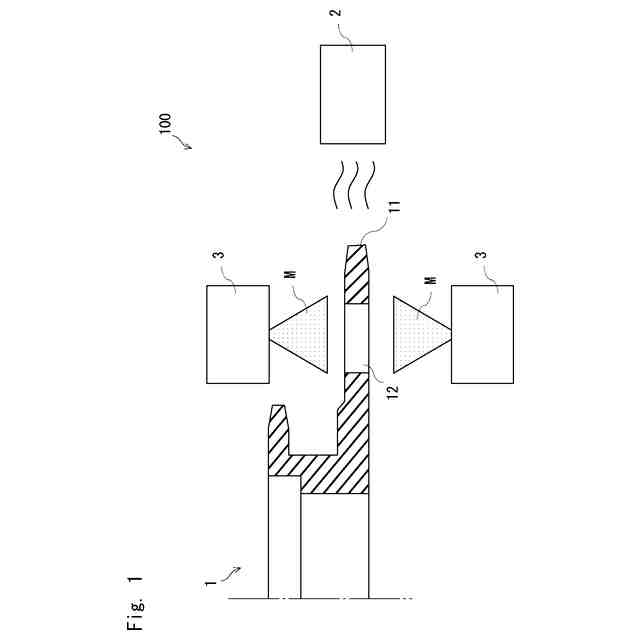
【課題】複雑な形状の鋼材部品を製造する場合に、焼入れに伴う割れの発生を防止することが可能な、鋼材部品の製造方法を提供すること。
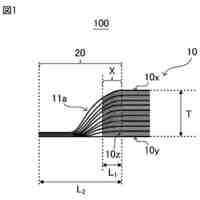
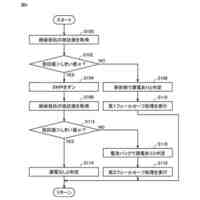
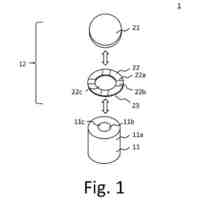
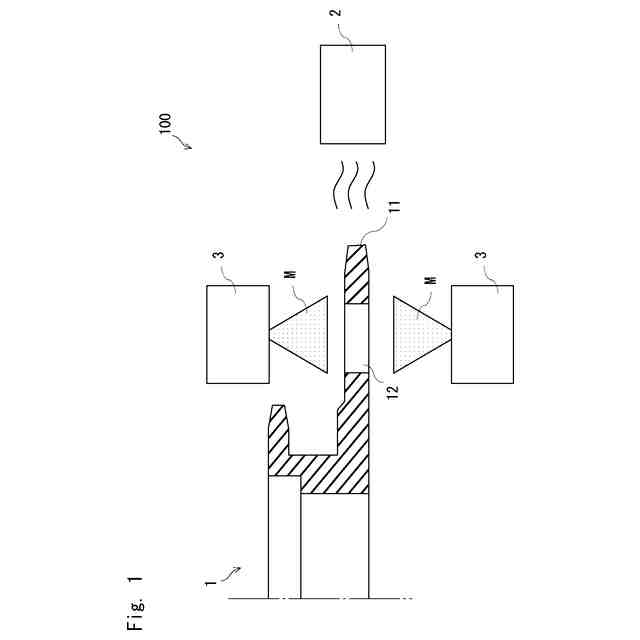
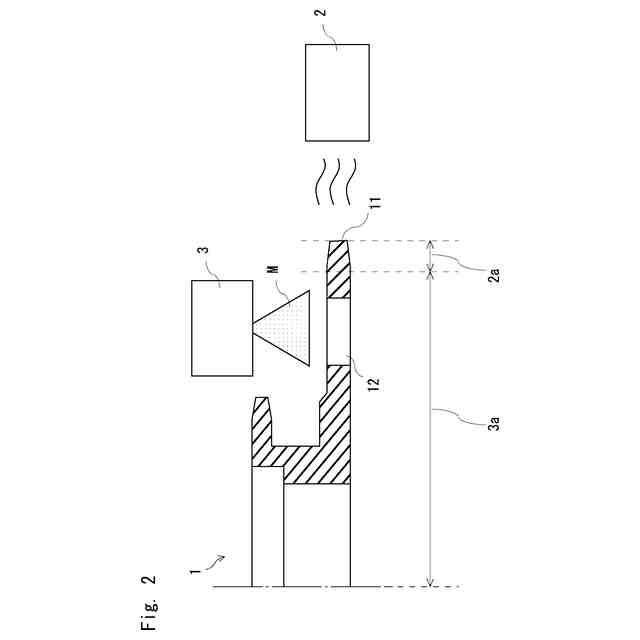
【解決手段】本発明にかかる鋼材部品の製造方法は、局所的に焼入れされた領域を備える鋼材部品の製造方法であって、鋼材部品の焼入れ所望の領域を局所的に加熱し、前記鋼材部品に焼入れ領域2aと非焼入れ領域3aとを形成する加熱ステップと、前記焼入れ領域2aに対しては冷却処理を実行せずに、前記非焼入れ領域3aに対して冷却処理を実行することにより前記焼入れ領域2aを間接的に冷却する冷却ステップと、を備えるものである。
【選択図】図1
特許請求の範囲
【請求項1】
局所的に焼入れされた領域を備える鋼材部品の製造方法であって、
鋼材部品の焼入れ所望の領域を局所的に加熱し、前記鋼材部品に焼入れ領域と非焼入れ領域とを形成する加熱ステップと、
前記焼入れ領域に対しては冷却処理を実行せずに、前記非焼入れ領域に対して冷却処理を実行することにより前記焼入れ領域を間接的に冷却する冷却ステップと、を備える、
鋼材部品の製造方法。
続きを表示(約 150 文字)
【請求項2】
前記冷却ステップは、非焼入れ領域へ冷却剤を噴出することにより、前記焼入れ領域を間接的に冷却する、
請求項1に記載の鋼材部品の製造方法。
【請求項3】
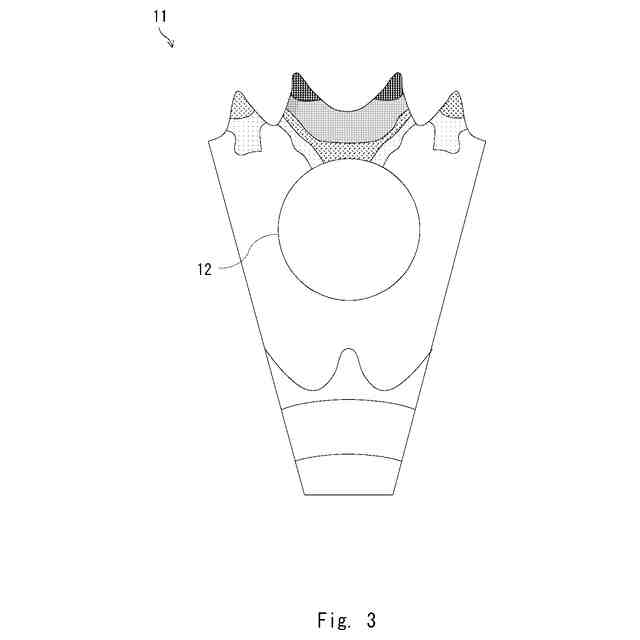
前記鋼材部品は歯車であり、前記焼入れ領域は歯部を含む、
請求項2に記載の鋼材部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼材部品の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
鋼材部品の強度や硬度といった機械的特性を向上させるために、成形又は加工後の鋼材部品を焼入れする方法が用いられている。しかしながら、複雑な形状の鋼材部品に対して焼入れする場合には、鋼材部品に割れが発生しうる。ここで、焼入れにおける割れの発生するメカニズムについて検討する。焼入れを行うと、鋼材部品は、焼入れに伴う加熱によって熱膨張する。そうすると、焼入れされる加熱部位と、焼入れされない非加熱部位との熱膨張量の差によって、両部位の間に引張応力が発生する。その引張応力が鋼材部品の材料強度を超えると、鋼材部品に割れが発生する。特に薄肉部や穴部付近などの応力が発生し易い箇所には、より大きな引張応力が加わるため、高い確率で割れが発生する。そのため、複雑な形状の鋼材部品は、応力が発生し易い箇所を備える場合が多いため、割れの発生が生じやすく、問題となる。
【0003】
そこで、割れの発生を防止するために、焼入れによる温度変化による、引張応力の発生を低減する方法が検討されている。例えば、特許文献1において、焼入れにおける加熱時間を短くする方法が提案されている。特許文献1では、鋼材部品の焼入れが必要な加熱部位を、できるだけ短時間で所定の温度まで昇温させることにより、加熱部位と非加熱部位との熱膨張量の差が発生する時間を短縮させ、熱膨張量の差による引張応力を低減させている。
【先行技術文献】
【特許文献】
【0004】
特開2006-291232号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に開示された焼入れ方法に関し、発明者らは以下の問題点を見出した。焼入れの工程では、鋼材部品を加熱した後に、冷却処理も実行する。鋼材部品は、冷却時には熱収縮するため、加熱中だけではなく冷却中にも引張応力が発生する。このため、冷却処理によっても、鋼材部品に割れは発生する。特許文献1で開示された焼入れ方法では、加熱を短時間で最小限に行うことにより、加熱中の加熱部位と非加熱部位との熱膨張量差で生じる引張応力を低減し、加熱中の割れを防止できる。その一方で、加熱後の冷却中に生じる引張応力に対しては、割れの発生を防ぐのに十分な効果は得られない。
【0006】
本発明は、このような課題を解決するためになされたものであり、複雑な形状の鋼材部品を製造する場合に、焼入れに伴う割れの発生を防止することが可能な、鋼材部品の製造方法を提供するものである。
【課題を解決するための手段】
【0007】
本発明にかかる鋼材部品の製造方法は、局所的に焼入れされた領域を備える鋼材部品の製造方法であって、鋼材部品の焼入れ所望の領域を局所的に加熱し、前記鋼材部品に焼入れ領域と非焼入れ領域とを形成する加熱ステップと、前記焼入れ領域に対しては冷却処理を実行せずに、前記非焼入れ領域に対して冷却処理を実行することにより前記焼入れ領域を間接的に冷却する冷却ステップと、を備えるものである。
【0008】
また、前記冷却ステップは、非焼入れ領域へ冷却剤を噴出することにより、前記焼入れ領域を間接的に冷却することが好ましい。冷却剤を噴出する方法により、容易に冷却箇所を制御できる。
【0009】
前記鋼材部品は歯車であり、前記焼入れ領域は歯部を含むことが好ましい。
【発明の効果】
【0010】
本発明により、複雑な形状の鋼材部品を製造する場合に、焼入れに伴う割れの発生を防止することが可能な、鋼材部品の製造方法を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
26日前
トヨタ自動車株式会社
車両
7日前
トヨタ自動車株式会社
電池
11日前
トヨタ自動車株式会社
電池
11日前
トヨタ自動車株式会社
電池
14日前
トヨタ自動車株式会社
電池
21日前
トヨタ自動車株式会社
電池
15日前
トヨタ自動車株式会社
電池
25日前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
方法
4日前
トヨタ自動車株式会社
車両
7日前
トヨタ自動車株式会社
車両
7日前
トヨタ自動車株式会社
電池
5日前
トヨタ自動車株式会社
車両
15日前
トヨタ自動車株式会社
電池
5日前
トヨタ自動車株式会社
電池
7日前
トヨタ自動車株式会社
モータ
20日前
トヨタ自動車株式会社
電動車
15日前
トヨタ自動車株式会社
モータ
15日前
トヨタ自動車株式会社
モータ
21日前
トヨタ自動車株式会社
モータ
15日前
トヨタ自動車株式会社
ロータ
20日前
トヨタ自動車株式会社
ロータ
15日前
トヨタ自動車株式会社
電動車
8日前
トヨタ自動車株式会社
負極層
11日前
トヨタ自動車株式会社
モータ
11日前
トヨタ自動車株式会社
電動車
11日前
トヨタ自動車株式会社
押湯入子
21日前
トヨタ自動車株式会社
内燃機関
26日前
トヨタ自動車株式会社
着磁装置
20日前
トヨタ自動車株式会社
更新装置
4日前
トヨタ自動車株式会社
集電端子
20日前
トヨタ自動車株式会社
駆動装置
11日前
トヨタ自動車株式会社
内燃機関
7日前
トヨタ自動車株式会社
蓄電セル
7日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ