TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025129709
公報種別
公開特許公報(A)
公開日
2025-09-05
出願番号
2024026531
出願日
2024-02-26
発明の名称
流体圧シリンダ
出願人
株式会社豊田自動織機
代理人
主分類
F15B
15/14 20060101AFI20250829BHJP(流体圧アクチュエータ;水力学または空気力学一般)
要約
【課題】組付作業時においてロックワッシャの径方向の位置決めを行い易くすることが可能な流体圧シリンダの提供にある。
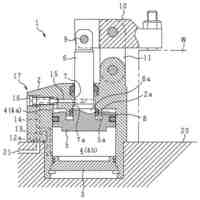
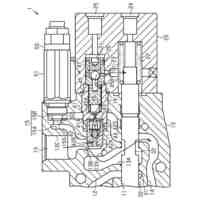
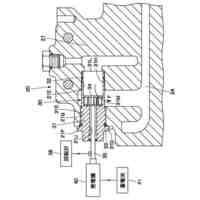
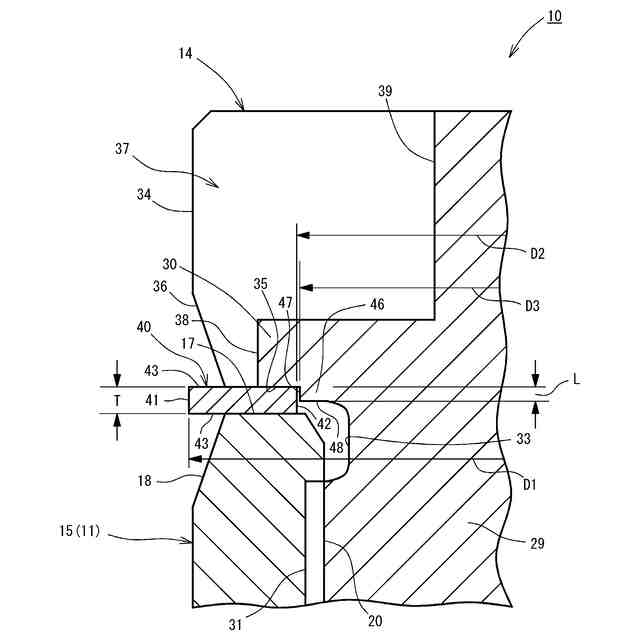
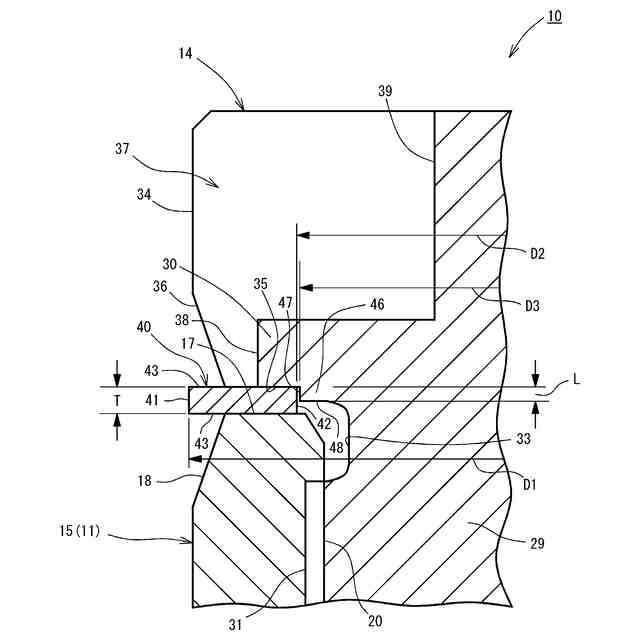
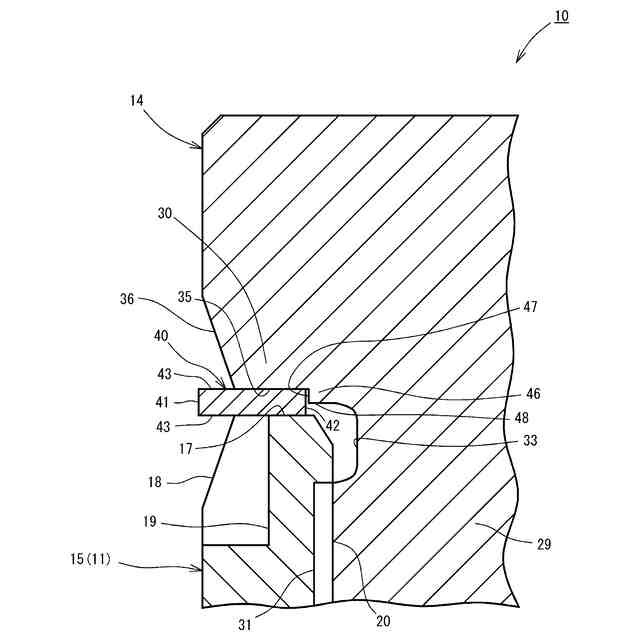
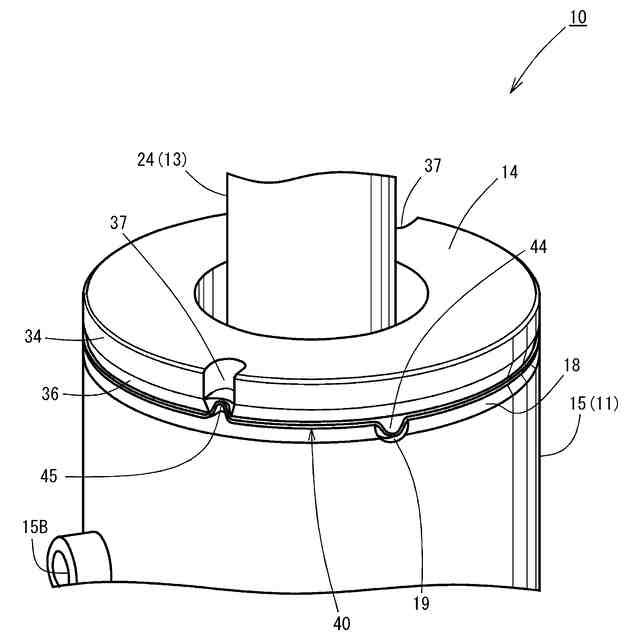
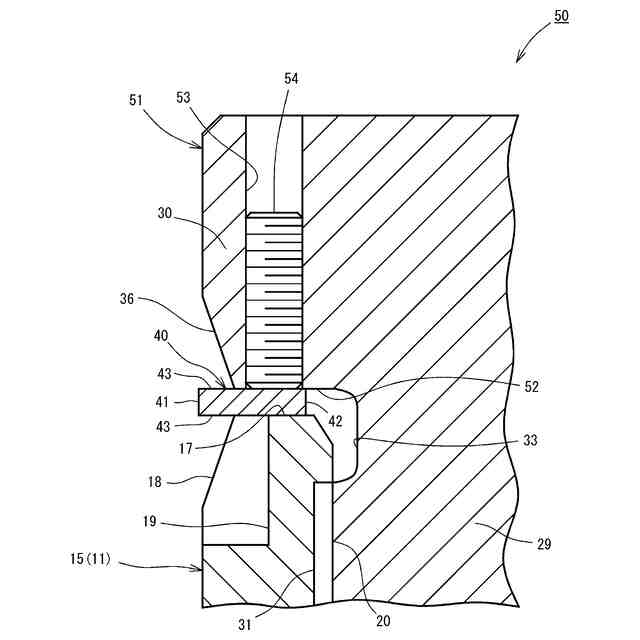
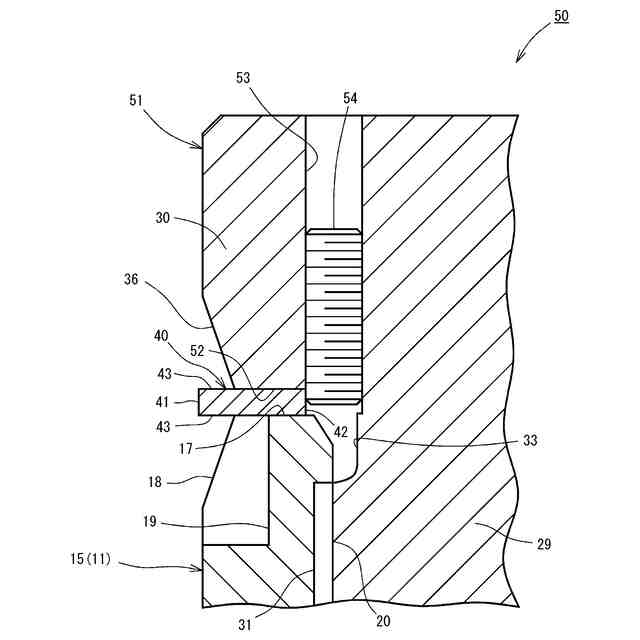
【解決手段】一端にチューブ端面17を有するシリンダチューブ11と、シリンダチューブ11に螺締され、チューブ端面17に対向するガイド端面35を有するロッドガイド14と、チューブ端面17とガイド端面35との間に介在され、塑性変形により形成される加締めによりシリンダチューブ11に対するロッドガイド14の緩みを防止するロックワッシャ40と、を有する流体圧シリンダである。ロッドガイド14は、ロックワッシャ40の径方向への位置ずれを規制するワッシャ規制部を有した。
【選択図】 図3
特許請求の範囲
【請求項1】
一端にチューブ端面を有するシリンダチューブと、
前記シリンダチューブに螺締され、前記チューブ端面に対向するガイド端面を有するロッドガイドと、
前記チューブ端面と前記ガイド端面との間に介在され、塑性変形により形成される加締めにより前記シリンダチューブに対する前記ロッドガイドの緩みを防止するロックワッシャと、を有する流体圧シリンダにおいて、
前記ロッドガイドは、前記ロックワッシャの径方向への位置ずれを規制するワッシャ規制部を有することを特徴とする流体圧シリンダ。
続きを表示(約 400 文字)
【請求項2】
前記ワッシャ規制部は、前記ガイド端面から前記シリンダチューブ側へ向けて突出し、前記ロックワッシャの内周面と当接可能な突出部であることを特徴とする請求項1記載の流体圧シリンダ。
【請求項3】
前記突出部の外周面の外径は、前記ロックワッシャの内周面の内径以下であることを特徴とする請求項2記載の流体圧シリンダ。
【請求項4】
前記突出部の前記ガイド端面からの突出量は、前記ロックワッシャの板厚より小さいことを特徴とする請求項2又は3記載の流体圧シリンダ。
【請求項5】
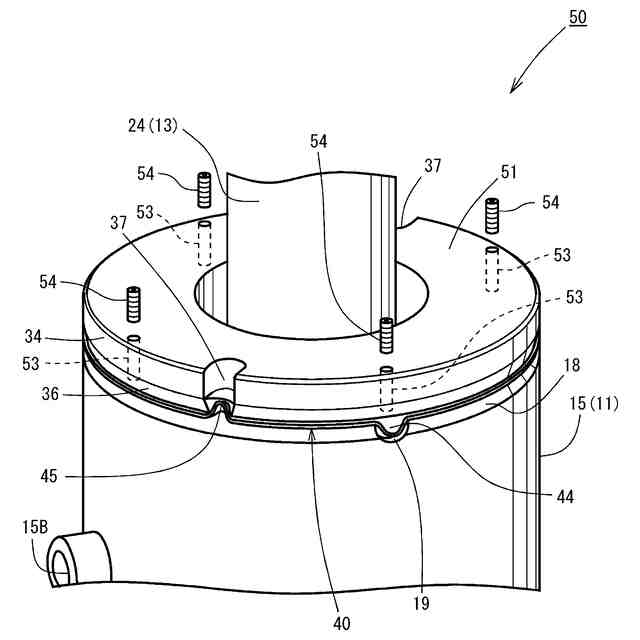
前記ロッドガイドは、前記ロッドガイドの軸方向に貫通して形成されるねじ孔を有し、
前記ワッシャ規制部は、前記ねじ孔に螺入され、前記ロックワッシャを軸方向に押圧可能又は前記ロックワッシャの内周面に当接可能なねじ部材であることを特徴とする請求項1記載の流体圧シリンダ。
発明の詳細な説明
【技術分野】
【0001】
この発明は、流体圧シリンダに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
流体圧シリンダの従来技術としては、例えば、特許文献1に開示された液圧シリンダのロッドカバーの回り止め機構が知られている。特許文献1に開示された液圧シリンダのロッドカバーの回り止め機構では、ロッドカバーの鍔部に切欠を形成するとともに、ロッドカバーを嵌合するシリンダチューブの開口部側端面に切欠を形成している。シリンダチューブとロッドカバーの鍔部との間には、金属製のリンクプレートが介在されている。さらに、リンクプレートの一部が折り曲げられてシリンダチューブ側の切欠とロッドカバー側の切欠に係合されている。これによりロッドカバーの回動による緩みが防止されていた。
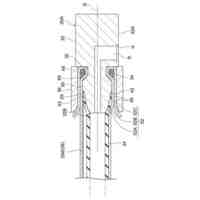
【0003】
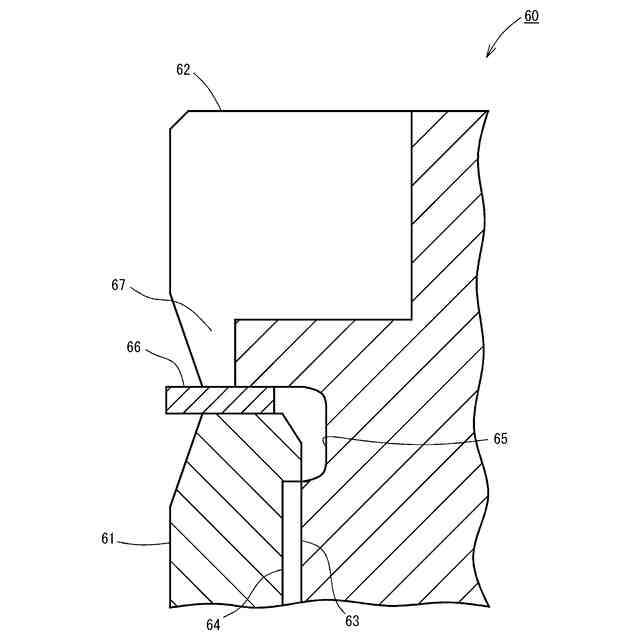
この種の流体圧シリンダでは、図9に示すように、流体圧シリンダ60のシリンダチューブ61とロッドカバーに相当するロッドガイド62は螺合されるため、シリンダチューブ61の端部付近に雌ねじ部63が形成されている。そして、ロッドガイド62の外周面に雌ねじ部63に螺合可能な雄ねじ部64が形成されている。因みに、ロッドガイド62の雄ねじ部64を加工する際、雄ねじ部64の外周面の端部付近には環状凹部65が形成される。環状凹部65は、径方向にわたって形成される凹部であり、雄ねじ部64を加工する工具を加工時に逃がすために必要な凹部である。そして、回り止めとしてのロックワッシャ66がシリンダチューブ61とロッドガイド62との間に介在される。ロッドガイド62の外周には切欠に相当する溝67が形成されている。
【先行技術文献】
【特許文献】
【0004】
実開平2-117404号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、図9に示す流体圧シリンダでは、組付作業時におけるロックワッシャの折り曲げの際に、ロックワッシャの径方向の位置が定まり難いという問題がある。径方向の位置が定まりに難いと、ロックワッシャの特定箇所で加締める際の加締め代を確保できず、組立作業の効率が低下する。因みに、ロックワッシャの外径を大きくすることでロックワッシャの位置決めをし易くすることも考えられるが、ロックワッシャが大きくなることで作業する前に他物体と干渉し易くなり、損傷するおそれがある。
【0006】
本発明は上記の問題点に鑑みてなされたもので、本発明の目的は、組付作業時においてロックワッシャの径方向の位置決めを容易にすることが可能な流体圧シリンダの提供にある。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明は、一端にチューブ端面を有するシリンダチューブと、前記シリンダチューブに螺締され、前記チューブ端面に対向するガイド端面を有するロッドガイドと、前記チューブ端面と前記ガイド端面との間に介在され、塑性変形により形成される加締めにより前記シリンダチューブに対する前記ロッドガイドの緩みを防止するロックワッシャと、を有する流体圧シリンダにおいて、前記ロッドガイドは、前記ロックワッシャの径方向への位置ずれを規制するワッシャ規制部を有することを特徴とする。
【0008】
本発明では、ロッドガイドがロックワッシャの径方向への位置ずれを規制するワッシャ規制部を有する。このため、流体圧シリンダの組付作業時においてロックワッシャが径方向へ位置ずれし難くなり、ロックワッシャの径方向の位置決めが容易となる。
【0009】
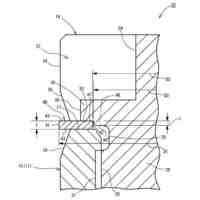
また、上記の流体圧シリンダにおいて、前記ワッシャ規制部は、前記ガイド端面から前記シリンダチューブ側へ向けて突出し、前記ロックワッシャの内周面と当接可能な突出部である構成としてもよい。
この場合、ワッシャ規制部が、ロッドガイドのガイド端面からシリンダチューブ側に向けて突出する突出部である。突出部がロックワッシャの内周面と当接することで、ロックワッシャの径方向の位置ずれが規制される。また、ワッシャ規制部がガイド端面から突出する突出部なので、部品点数を増加させることがない。
【0010】
また、上記の流体圧シリンダにおいて、前記突出部の外周面の外径は、前記ロックワッシャの内周面の内径以下である構成としてもよい。
この場合、突出部の外周面の外径は、ロックワッシャの内径以下であるから、ロックワッシャに突出部を挿入させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
豊和工業株式会社
クランプ装置
6か月前
株式会社豊田自動織機
流体圧シリンダ
2か月前
株式会社不二越
電磁切替弁
2か月前
三和テッキ株式会社
油圧アクチュエータ
27日前
株式会社コスメック
シリンダ装置
3か月前
株式会社不二越
油圧システム
5か月前
個人
省エネ改良型油圧リバースブースター
2か月前
日立建機株式会社
作業機械
1か月前
学校法人東海大学
流れ制御装置
6か月前
日立建機株式会社
作業機械
1か月前
株式会社不二越
油圧駆動システム
2か月前
ナブテスコ株式会社
方向切換弁装置
5か月前
住友建機株式会社
ショベルの制御方法
3か月前
株式会社WGE
増圧装置
22日前
学校法人 中央大学
人工筋アクチュエータ装置
3か月前
株式会社LIXIL
脈動流生成装置及び建築設備
5か月前
アズビル株式会社
パイロットリレー及びポジショナ
2か月前
日立建機株式会社
油圧システム
1か月前
カヤバ株式会社
流体圧制御装置
1か月前
コベルコ建機株式会社
建設機械の油圧駆動装置
6か月前
ナブテスコ株式会社
ロータリーアクチュエータ
5か月前
CKD株式会社
アクチュエータの動作検出装置
5か月前
中本パックス株式会社
気体圧装置
3か月前
カヤバ株式会社
インレットハウジング
5か月前
株式会社クボタ
作業機及び作業機の制御方法
28日前
日立建機株式会社
分別回収システム
1か月前
株式会社東和製作所
シリンダ伸縮反転用バルブユニット
2か月前
株式会社コガネイ
圧縮空気供給装置
3か月前
カヤバ株式会社
流体圧シリンダユニット
5か月前
ジック アーゲー
磁気又は誘導センサ
13日前
日立建機株式会社
制御弁装置および作業機械
2か月前
藤倉コンポジット株式会社
シリンダ装置及びシリンダ装置の製造方法
4か月前
株式会社福島製作所
グラブバケット診断装置
3か月前
セイコーエプソン株式会社
圧力可変ユニット及び液体吐出装置
4か月前
極東開発工業株式会社
コンクリートポンプ装置
2か月前
株式会社ブリヂストン
流体圧アクチュエータ
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ