TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025135474
公報種別
公開特許公報(A)
公開日
2025-09-18
出願番号
2024033346
出願日
2024-03-05
発明の名称
車両用センターピラーの製造方法および車両用センターピラー
出願人
スズキ株式会社
代理人
弁理士法人東京国際特許事務所
主分類
B62D
25/04 20060101AFI20250910BHJP(鉄道以外の路面車両)
要約
【課題】製造性に優れながらも高い防錆性を有する車両用センターピラーの製造方法および車両用センターピラーを提供する。
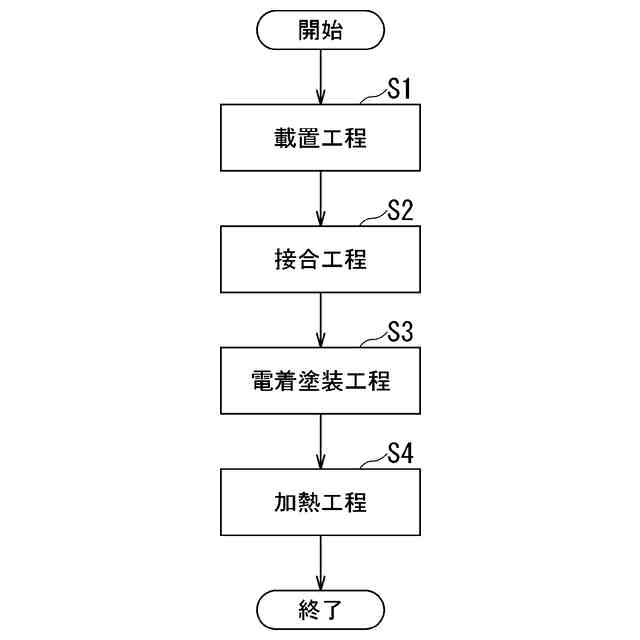
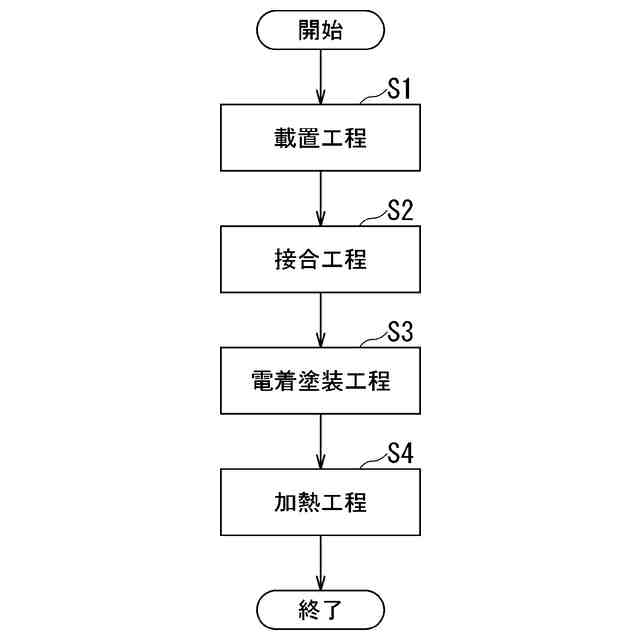
【解決手段】車両用センターピラー1の製造方法は、第1補強部材5および第2補強部材7の少なくともいずれか一方で支持するように発泡材31を載せ置く載置工程S1と、アウターパネル3のフランジ部21とインナーパネル9とを接合して閉断面構造11の内側に発泡材31を留置させた状態とする接合工程S2と、電着塗装により車両用センターピラー1に電着塗膜を形成する電着塗装工程S3と、加熱炉において加熱することで、電着塗膜を硬化させて電着塗装膜13を形成するとともに、発泡材31を発泡させて発泡体15を形成する加熱工程S4と、を含む。
【選択図】 図5
特許請求の範囲
【請求項1】
車両の室内側に開口される断面U字形状の本体部と、前記本体部の両側縁部に設けられたフランジ部と、を有するアウターパネルと、
前記本体部の開口側、かつ、前記本体部の上側の位置に設けられた第1補強部材と、
前記開口側、かつ、前記第1補強部材よりも前記本体部の下側の位置に設けられた第2補強部材と、
前記フランジ部に接合されるインナーパネルと、
前記フランジ部と前記インナーパネルとを接合することで生じる閉断面構造の内周全面に亘って形成された電着塗装膜と、
前記閉断面構造の内周の前記電着塗装膜の内側を満たす発泡体と、を備え、
前記車両のリアドア用開口部の前方に配置されて上下方向に延在する車両用センターピラーの製造方法であって、
前記第1補強部材および前記第2補強部材の少なくともいずれか一方で支持するように発泡材を載せ置く載置工程と、
前記アウターパネルの前記フランジ部と前記インナーパネルとを接合して前記閉断面構造の内側に前記発泡材を留置させた状態とする接合工程と、
電着塗装により前記車両用センターピラーに電着塗膜を形成する電着塗装工程と、
加熱炉において加熱することで、前記電着塗膜を硬化させて前記電着塗装膜を形成するとともに、前記発泡材を発泡させて前記発泡体を形成する加熱工程と、を含む車両用センターピラーの製造方法。
続きを表示(約 1,000 文字)
【請求項2】
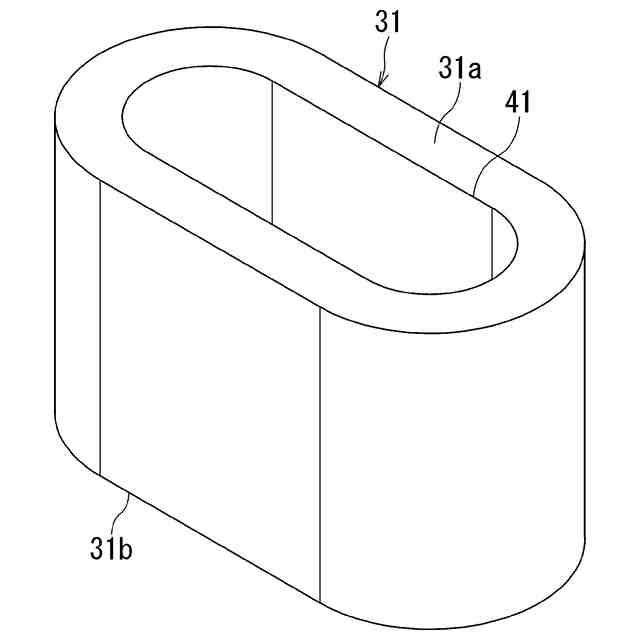
前記発泡材の形状は、中空の筒形状であり、
前記載置工程において、前記発泡材は、前記中空であり前記発泡材を貫通する第1貫通孔の貫通方向を、前記アウターパネルの延在方向に沿うように載せ置かれる請求項1に記載の車両用センターピラーの製造方法。
【請求項3】
前記発泡材は、前記発泡材の外側面と前記第1貫通孔の内周面とを繋ぐ複数の第2貫通孔を有する請求項2に記載の車両用センターピラーの製造方法。
【請求項4】
前記載置工程および前記接合工程において、前記アウターパネルの延在方向と水平面とがなす角度が、0°以上かつ90°未満となるように前記アウターパネルを傾ける請求項1に記載の車両用センターピラーの製造方法。
【請求項5】
前記第1補強部材は、車両前後方向視で、前記室内側に突出する凸部を有する請求項1に記載の車両用センターピラーの製造方法。
【請求項6】
前記第2補強部材の上端部は、前記室内側に突出する段差部を有する請求項1に記載の車両用センターピラーの製造方法。
【請求項7】
前記閉断面構造は、前記載置工程において、前記第1補強部材で支持するように前記発泡材を載せ置いた場合には、前記第1補強部材で支持するように前記発泡材を載せ置いた箇所よりも上側の箇所では、前記発泡材が通過不能となるように狭まっている請求項1から6のいずれか1項に記載の車両用センターピラーの製造方法。
【請求項8】
車両の室内側に開口される断面U字形状の本体部と、前記本体部の両側縁部に設けられたフランジ部と、を有するアウターパネルと、
前記本体部の開口側、かつ、前記本体部の上側の位置に設けられた第1補強部材と、
前記開口側、かつ、前記第1補強部材よりも前記本体部の下側の位置に設けられた第2補強部材と、
前記フランジ部に接合されるインナーパネルと、
前記フランジ部と前記インナーパネルとを接合することで生じる閉断面構造の内周全面に亘って形成された電着塗装膜と、
前記閉断面構造の内周の前記電着塗装膜の内側を満たす発泡体と、を備える車両用センターピラー。
【請求項9】
前記発泡体は、前記閉断面構造内において、前記第1補強部材の上端部よりも上側の箇所の少なくとも一部、および、前記第2補強部材の上端部よりも上側の箇所の少なくとも一部の少なくともいずれか一方を充填している請求項8に記載の車両用センターピラー。
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、車両用センターピラーの製造方法および車両用センターピラーに関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
発泡材料を中空構造体に取り付けるための中空構造体用発泡部材が知られている。この中空構造体用発泡部材は、中空構造体としてのピラーの内部空間を充填する発泡体を形成するための発泡材料に、溶接可能な溶接片を装着して作製される。そして、中空構造体用発泡部材をピラーに固定するために、発泡材料に装着された溶接片が、ピラーのインナーパネルにスポット溶接される。したがって、溶接片とインナーパネルとの合わせ面の大部分、つまり溶接されていない部分は、微少な隅間を有している。
【先行技術文献】
【特許文献】
【0003】
特開2003-340857号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、溶接片とピラーのインナーパネルとが接触した状態で防錆処理工程が実施されるため、スポット溶接された溶接片とインナーパネルとの合わせ面の微少な隙間は、防錆剤が入り込めずに防錆未処理部となる。ピラーの内部には、発泡材料が充填されていても水が進入する場合がある。この場合に、ピラーの内部に雨水等が留まると、水は、毛細管現象によって合わせ面の微小な隙間に入り込む。そのため、防錆未処理部となった合わせ面から腐食が進行する虞がある。なお、防錆処理工程とは、例えば、電着塗装工程である。また、防錆剤とは、例えば、電着塗料である。
【0005】
また、発泡材料に対して溶接片が大型であるため、インナーパネルに対しての溶接片の位置決めが困難となる。そのため、インナーパネルにおいて、中空構造体用発泡部材を適用するための部位が限定されて、製造性が著しく低下する。
【0006】
そこで、本発明は、製造性に優れながらも高い防錆性を有する車両用センターピラーの製造方法および車両用センターピラーを提供することを目的とする。
【課題を解決するための手段】
【0007】
前記課題を解決するため、本発明の実施形態に係る車両用センターピラーの製造方法は、車両の室内側に開口される断面U字形状の本体部と、前記本体部の両側縁部に設けられたフランジ部と、を有するアウターパネルと、前記本体部の開口側、かつ、前記本体部の上側の位置に設けられた第1補強部材と、前記開口側、かつ、前記第1補強部材よりも前記本体部の下側の位置に設けられた第2補強部材と、前記フランジ部に接合されるインナーパネルと、前記フランジ部と前記インナーパネルとを接合することで生じる閉断面構造の内周全面に亘って形成された電着塗装膜と、前記閉断面構造の内周の前記電着塗装膜の内側を満たす発泡体と、を備えた、前記車両のリアドア用開口部の前方に配置されて上下方向に延在する車両用センターピラーの製造方法である。そして、前記製造方法は、前記第1補強部材および前記第2補強部材の少なくともいずれか一方で支持するように発泡材を載せ置く載置工程と、前記アウターパネルの前記フランジ部と前記インナーパネルとを接合して前記閉断面構造の内側に前記発泡材を留置させた状態とする接合工程と、電着塗装により前記車両用センターピラーに電着塗膜を形成する電着塗装工程と、加熱炉において加熱することで、前記電着塗膜を硬化させて前記電着塗装膜を形成するとともに、前記発泡材を発泡させて前記発泡体を形成する加熱工程と、を含んでいる。
【0008】
また、前記課題を解決するため、本発明の実施形態に係る車両用センターピラーは、車両の室内側に開口される断面U字形状の本体部と、前記本体部の両側縁部に設けられたフランジ部、を有するアウターパネルと、前記本体部の開口側、かつ、前記本体部の上側の位置に設けられた第1補強部材と、前記開口側、かつ、前記第1補強部材よりも前記本体部の下側の位置に設けられた第2補強部材と、前記フランジ部に接合されるインナーパネルと、前記フランジ部と前記インナーパネルとを接合することで生じる閉断面構造の内周全面に亘って形成された電着塗装膜と、前記閉断面構造の内周の前記電着塗装膜の内側を満たす発泡体と、を備えている。
【発明の効果】
【0009】
本発明により、製造性に優れながらも高い防錆性を有することができる車両用センターピラーの製造方法および車両用センターピラーが提供される。
【図面の簡単な説明】
【0010】
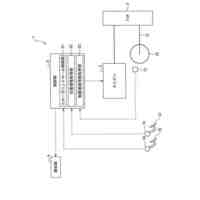
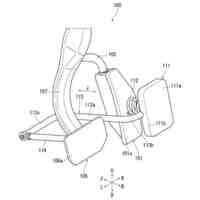
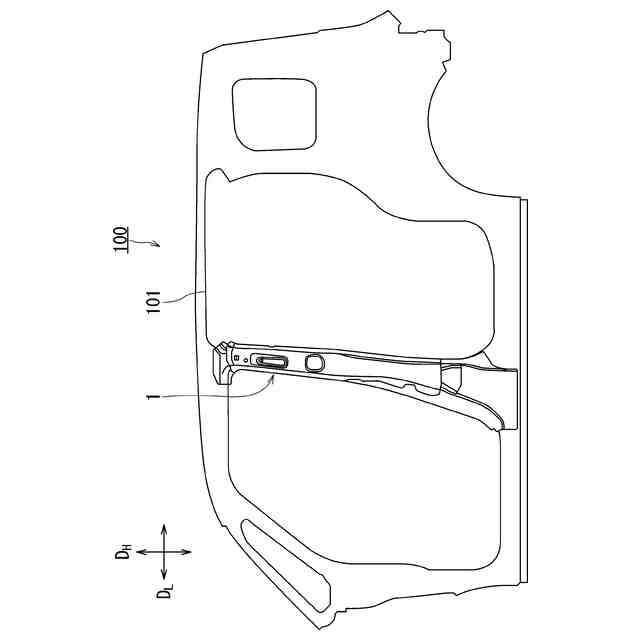
本発明の実施形態に係る車両用センターピラーの製造方法によって製造された車両用センターピラーを備えた車両構造体を示す概略図。
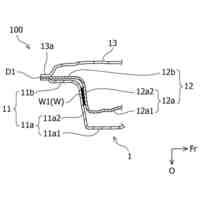
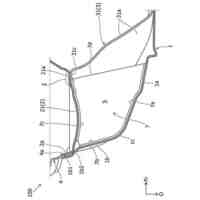
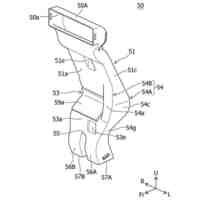
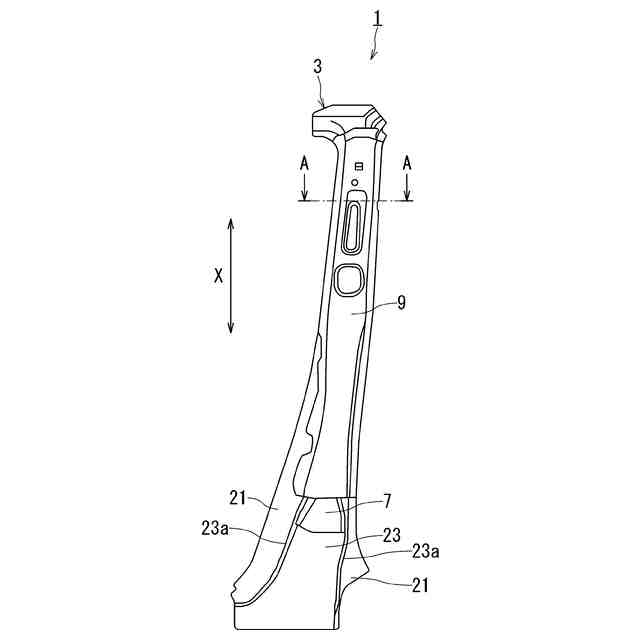
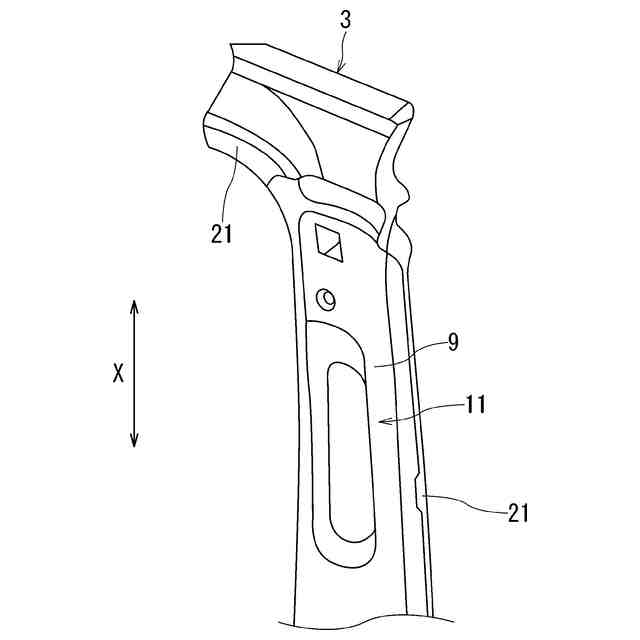
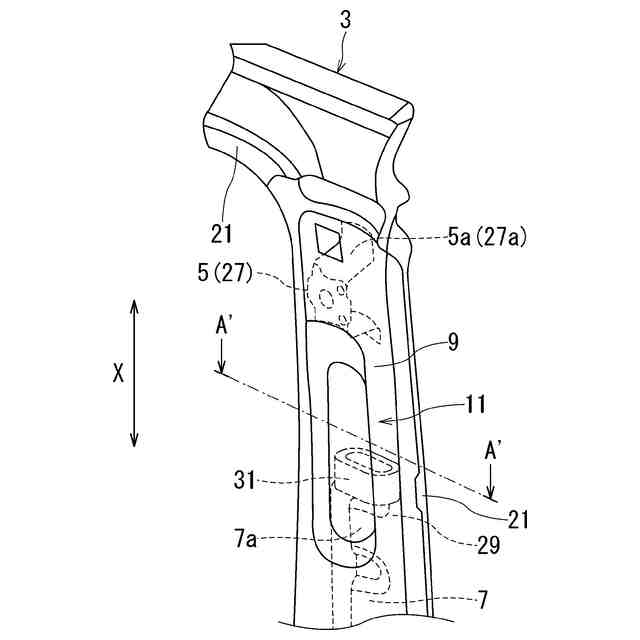
本発明の実施形態に係る車両用センターピラーを示す図。
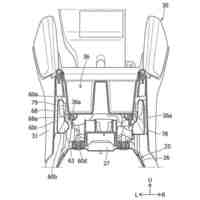
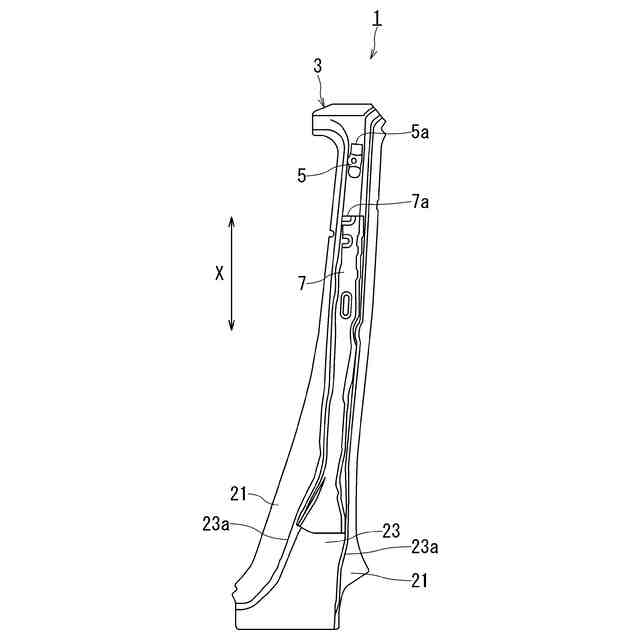
本発明の実施形態に係る車両用センターピラーが備える第1補強部材と第2補強部材を示す図。
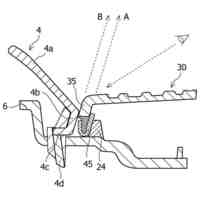
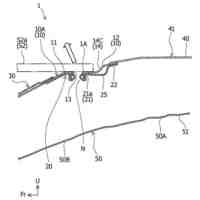
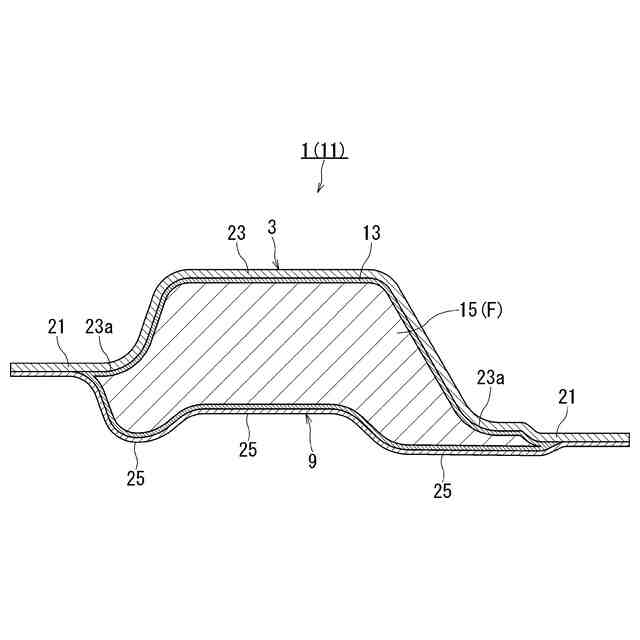
図2のA-A断面の拡大図。
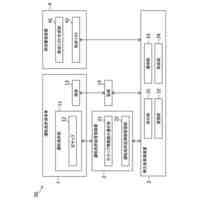
本発明の実施形態に係る車両用センターピラーの製造方法を示すフローチャート。
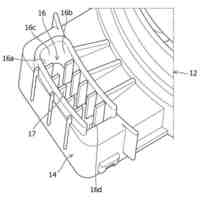
本発明の実施形態に係る車両用センターピラーの製造方法の載置工程において、発泡材を載せ置いた直後の状態を示す斜視図。
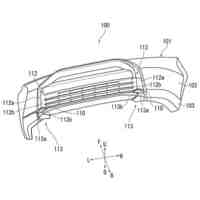
本発明の実施形態に係る車両用センターピラーの製造方法の載置工程において載せ置かれる第1例の発泡材を示す斜視図。
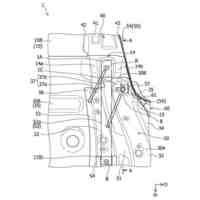
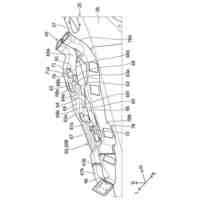
本発明の実施形態に係る車両用センターピラーの製造方法の接合工程直後のアウターパネルおよびインナーパネルを示す斜視図。
本発明の実施形態に係る車両用センターピラーの製造方法の接合工程直後の発泡材の位置を示す斜視図。
図9のA′-A′断面の拡大図。
本発明の実施形態に係る車両用センターピラーの製造方法の載置工程において載せ置かれる第2例の発泡材を示す斜視図。
本発明の実施形態に係る車両用センターピラーの製造方法の接合工程直後における傾けた状態でのアウターパネルおよびインナーパネルを示す側面図。
図12における第1補強部材および第2補強部材の周辺の拡大図。
本発明の実施形態に係る車両用センターピラーの製造方法の接合工程直後の閉断面構造の他の例を示す図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
スズキ株式会社
排気装置
21日前
スズキ株式会社
排気装置
21日前
スズキ株式会社
車両前部構造
22日前
スズキ株式会社
車両用バンパ
11日前
スズキ株式会社
動力伝達装置
1か月前
スズキ株式会社
車両側部構造
1か月前
スズキ株式会社
運転支援装置
28日前
スズキ株式会社
運転支援装置
1か月前
スズキ株式会社
車両前部構造
1か月前
スズキ株式会社
車両側部構造
20日前
スズキ株式会社
車体下部構造
1か月前
スズキ株式会社
車体下部構造
1か月前
スズキ株式会社
エアクリーナ
1か月前
スズキ株式会社
車両前部構造
11日前
スズキ株式会社
車両側部構造
20日前
スズキ株式会社
運転支援装置
1か月前
スズキ株式会社
モータケース
11日前
スズキ株式会社
車両用変速機
11日前
スズキ株式会社
移動システム
1か月前
スズキ株式会社
車両用制御装置
1か月前
スズキ株式会社
車両の制御装置
1か月前
スズキ株式会社
車両の制御装置
4日前
スズキ株式会社
車両用送風構造
5日前
スズキ株式会社
車両の制御装置
13日前
スズキ株式会社
積立金管理装置
19日前
スズキ株式会社
車両用送風構造
5日前
スズキ株式会社
車両用制御装置
20日前
スズキ株式会社
車両用制御装置
1か月前
スズキ株式会社
車両用空調装置
1か月前
スズキ株式会社
車両用制御装置
1か月前
スズキ株式会社
車両用送風構造
5日前
スズキ株式会社
車両用制御装置
1か月前
スズキ株式会社
車両用ペダル構造
1か月前
スズキ株式会社
車両のルーフ構造
11日前
スズキ株式会社
吸気マニホールド
1か月前
スズキ株式会社
クラッチ冷却装置
20日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ