TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025138151
公報種別
公開特許公報(A)
公開日
2025-09-25
出願番号
2024037060
出願日
2024-03-11
発明の名称
研削工具のドレッシング方法および研削装置
出願人
本田技研工業株式会社
代理人
弁理士法人桐朋
主分類
B24B
53/075 20060101AFI20250917BHJP(研削;研磨)
要約
【課題】より良好な研削工具のドレッシング方法および研削装置を提供する。
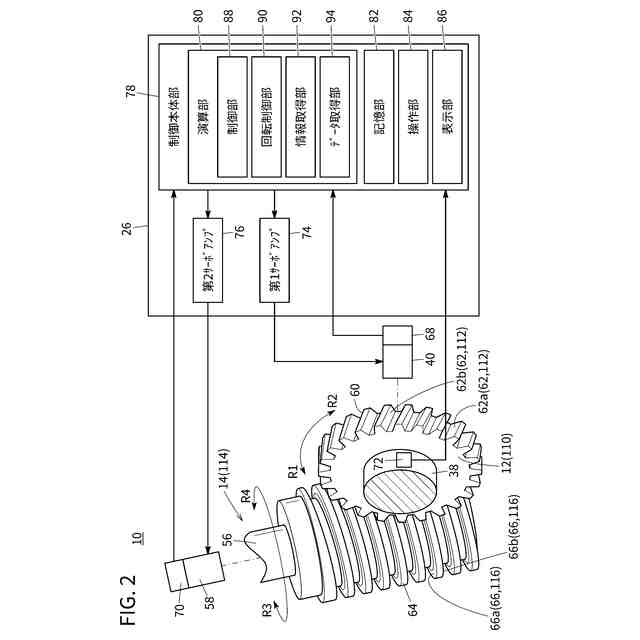
【解決手段】研削工具14のドレッシング方法は、第1回転体110の回転位相毎の第1歯面112の振れを示す振れ波形を示す情報を取得する情報取得ステップと、振れ波形のうちの第2歯面116に近い側の複数の頂点を通る包絡線を第1歯面と第2歯面とが接触する接触位置データとして取得するデータ取得ステップと、予め決定された成形量と接触位置データとに基づいて第1回転体の回転速度を変更させることにより研削歯面66をドレッサ歯面62によってドレッシングするドレッシングステップと、を備える。
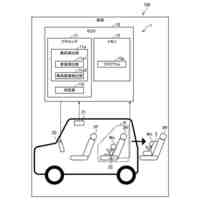
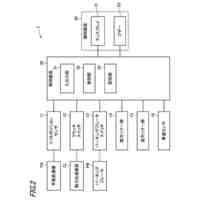
【選択図】図2
特許請求の範囲
【請求項1】
研削工具の螺旋状の研削歯面をドレッサ歯車のドレッサ歯面によってドレッシングする研削工具のドレッシング方法であって、
前記研削工具および前記ドレッサ歯車の一方は、前記研削歯面および前記ドレッサ歯面の一方である第1歯面を有する第1回転体であり、
前記研削工具および前記ドレッサ歯車の他方は、前記研削歯面および前記ドレッサ歯面の他方である第2歯面を有する第2回転体であり、
前記第1回転体と前記第2回転体とを噛み合わせて回転させた状態で、前記第1歯面と前記第2歯面とが接触するように前記第1回転体の回転速度を変更させつつ前記第1回転体の回転位相毎の前記第1歯面の振れを示す振れ波形に関する情報を取得する情報取得ステップと、
前記情報取得ステップによって取得された前記振れ波形のうちの前記第2歯面に近い側の複数の頂点を通る包絡線を前記第1歯面と前記第2歯面とが接触する接触位置データとして取得するデータ取得ステップと、
前記第1回転体と前記第2回転体とを噛み合わせて回転させた状態で、予め決定された成形量と前記接触位置データとに基づいて前記第1回転体の回転速度を変更させることにより前記研削歯面を前記ドレッサ歯面によってドレッシングするドレッシングステップと、
を備える、研削工具のドレッシング方法。
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載の研削工具のドレッシング方法であって、
前記第1回転体の前記第1歯面は、前記ドレッサ歯車の前記ドレッサ歯面であり、
前記第2回転体の前記第2歯面は、前記研削工具の前記研削歯面である、研削工具のドレッシング方法。
【請求項3】
請求項1に記載の研削工具のドレッシング方法であって、
前記データ取得ステップでは、前記接触位置データに前記成形量を加味したドレッシング位置データを取得し、
前記ドレッシングステップでは、前記第1回転体と前記第2回転体とを噛み合わせて回転させた状態で、前記ドレッシング位置データに基づいて前記第1回転体の回転速度を変更させることにより前記研削歯面を前記ドレッサ歯面によってドレッシングする、研削工具のドレッシング方法。
【請求項4】
研削工具の螺旋状の研削歯面をドレッサ歯車のドレッサ歯面によってドレッシングし得る研削装置であって、
前記研削工具および前記ドレッサ歯車の一方は、前記研削歯面および前記ドレッサ歯面の一方である第1歯面を有する第1回転体であり、
前記研削工具および前記ドレッサ歯車の他方は、前記研削歯面および前記ドレッサ歯面の他方である第2歯面を有する第2回転体であり、
前記第1回転体と前記第2回転体とを噛み合わせて回転させた状態で、前記第1歯面と前記第2歯面とが接触するように前記第1回転体の回転速度を変更させる回転制御部と、
前記第1回転体の回転位相毎の前記第1歯面の振れを示す振れ波形に関する情報を取得する情報取得部と、
前記情報取得部によって取得された前記振れ波形のうちの前記第2歯面に近い側の複数の頂点を通る包絡線を前記第1歯面と前記第2歯面とが接触する接触位置データとして取得するデータ取得部と、
を備え、
前記回転制御部は、前記第1回転体と前記第2回転体とを噛み合わせて回転させた状態で、予め決定された成形量と前記接触位置データとに基づいて前記第1回転体の回転速度を変更させることにより前記研削歯面を前記ドレッサ歯面によってドレッシングする、研削装置。
【請求項5】
請求項4に記載の研削装置であって、
前記第1回転体の前記第1歯面は、前記ドレッサ歯車の前記ドレッサ歯面であり、
前記第2回転体の前記第2歯面は、前記研削工具の前記研削歯面である、研削装置。
【請求項6】
請求項4に記載の研削装置であって、
前記データ取得部は、前記接触位置データに前記成形量を加味したドレッシング位置データを取得し、
前記回転制御部は、前記第1回転体と前記第2回転体とを噛み合わせて回転させた状態で、前記ドレッシング位置データに基づいて前記第1回転体の回転速度を変更させることにより前記研削歯面を前記ドレッサ歯面によってドレッシングする、研削装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、研削工具のドレッシング方法および研削装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1には、研削工具とドレッサ歯車とを噛み合わせて回転させることにより、研削工具の螺旋状の研削歯面をドレッサ歯車のドレッサ歯面によってドレッシングする研削工具のドレッシング方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特許第5367085号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
より良好な研削工具のドレッシング方法および研削装置が待望されている。
【0005】
本開示は、上述した課題を解決することを目的とする。
【課題を解決するための手段】
【0006】
本開示の第1の態様は、研削工具の螺旋状の研削歯面をドレッサ歯車のドレッサ歯面によってドレッシングする研削工具のドレッシング方法であって、前記研削工具および前記ドレッサ歯車の一方は、前記研削歯面および前記ドレッサ歯面の一方である第1歯面を有する第1回転体であり、前記研削工具および前記ドレッサ歯車の他方は、前記研削歯面および前記ドレッサ歯面の他方である第2歯面を有する第2回転体であり、前記第1回転体と前記第2回転体とを噛み合わせて回転させた状態で、前記第1歯面と前記第2歯面とが接触するように前記第1回転体の回転速度を変更させつつ前記第1回転体の回転位相毎の前記第1歯面の振れを示す振れ波形に関する情報を取得する情報取得ステップと、前記情報取得ステップによって取得された前記振れ波形のうちの前記第2歯面に近い側の複数の頂点を通る包絡線を前記第1歯面と前記第2歯面とが接触する接触位置データとして取得するデータ取得ステップと、前記第1回転体と前記第2回転体とを噛み合わせて回転させた状態で、予め決定された成形量と前記接触位置データとに基づいて前記第1回転体の回転速度を変更させることにより前記研削歯面を前記ドレッサ歯面によってドレッシングするドレッシングステップと、を備える、研削工具のドレッシング方法である。
【0007】
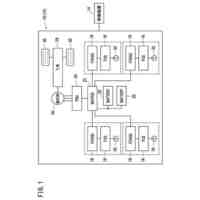
本開示の第2の態様は、研削工具の螺旋状の研削歯面をドレッサ歯車のドレッサ歯面によってドレッシングし得る研削装置であって、前記研削工具および前記ドレッサ歯車の一方は、前記研削歯面および前記ドレッサ歯面の一方である第1歯面を有する第1回転体であり、前記研削工具および前記ドレッサ歯車の他方は、前記研削歯面および前記ドレッサ歯面の他方である第2歯面を有する第2回転体であり、前記第1回転体と前記第2回転体とを噛み合わせて回転させた状態で、前記第1歯面と前記第2歯面とが接触するように前記第1回転体の回転速度を変更させる回転制御部と、前記第1回転体の回転位相毎の前記第1歯面の振れを示す振れ波形に関する情報を取得する情報取得部と、前記情報取得部によって取得された前記振れ波形のうちの前記第2歯面に近い側の複数の頂点を通る包絡線を前記第1歯面と前記第2歯面とが接触する接触位置データとして取得するデータ取得部と、を備え、前記回転制御部は、前記第1回転体と前記第2回転体とを噛み合わせて回転させた状態で、予め決定された成形量と前記接触位置データとに基づいて前記第1回転体の回転速度を変更させることにより前記研削歯面を前記ドレッサ歯面によってドレッシングする、研削装置である。
【発明の効果】
【0008】
本開示によれば、より良好な研削工具のドレッシング方法および研削装置を提供し得る。
【図面の簡単な説明】
【0009】
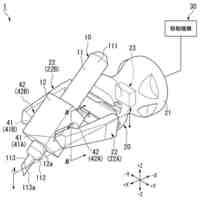
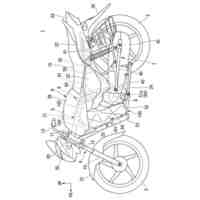
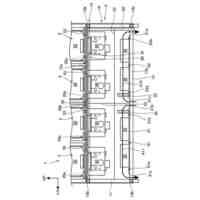
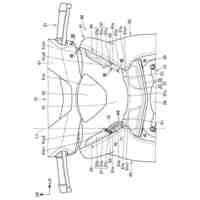
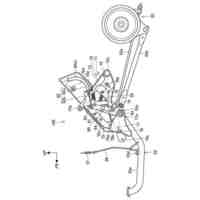
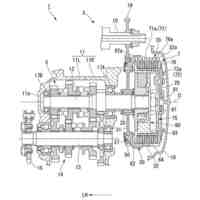
図1は、実施形態に係る研削装置の斜視図である。
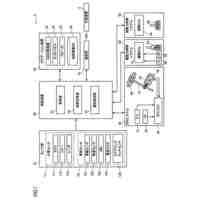
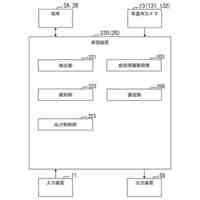
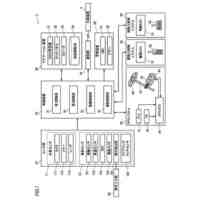
図2は、研削装置の制御ブロック図である。
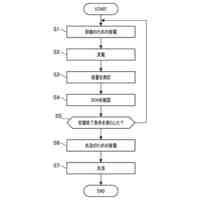
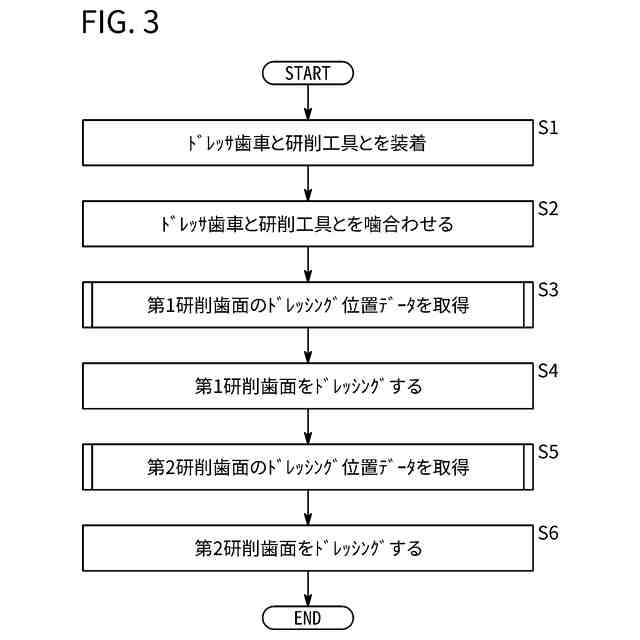
図3は、研削工具のドレッシング方法の一例を示すフローチャートである。
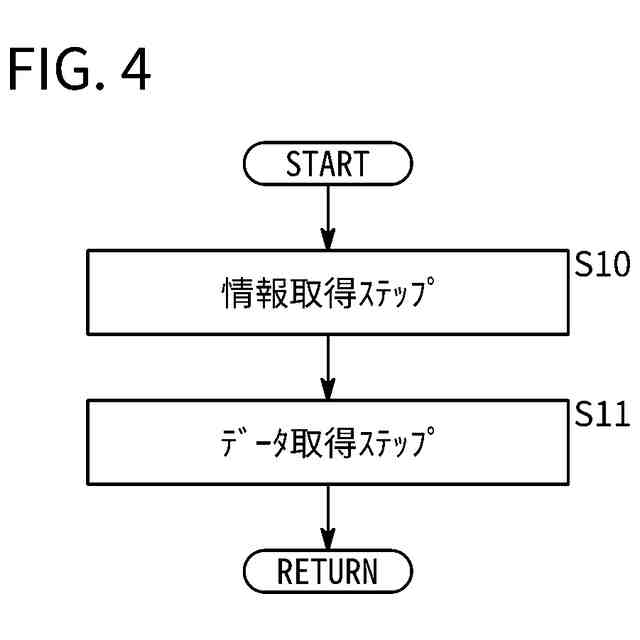
図4は、研削工具のドレッシング方法の一例を示すフローチャートである。
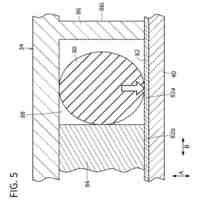
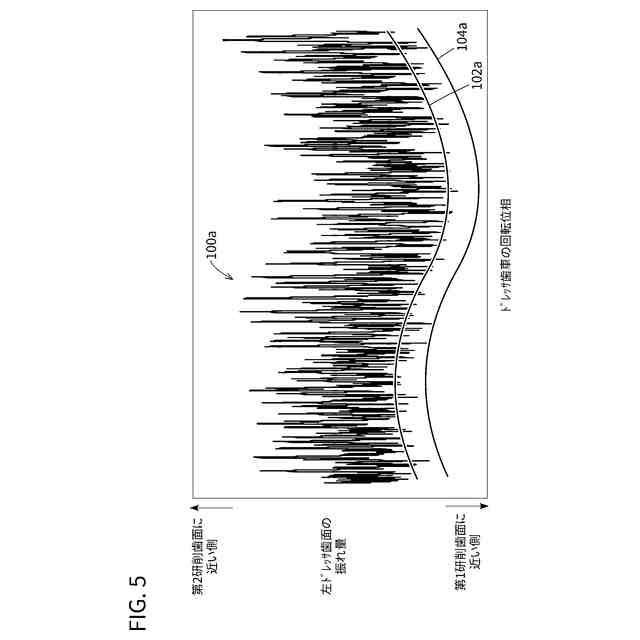
図5は、左ドレッサ歯面の振れ波形を示すグラフである。
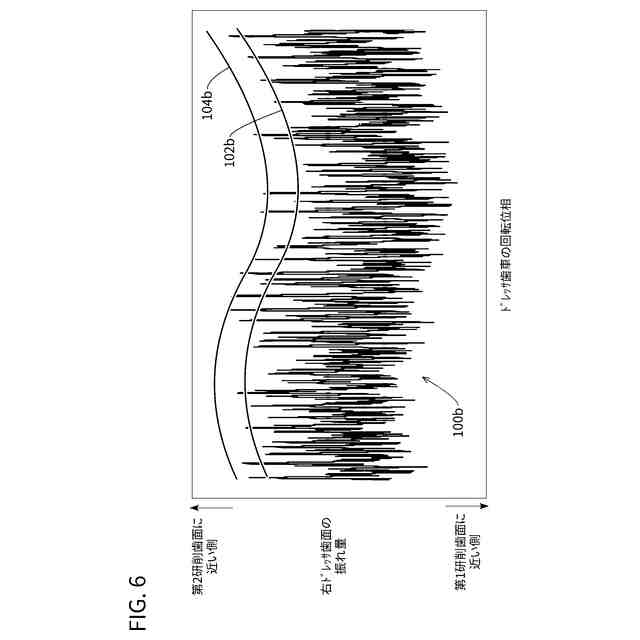
図6は、右ドレッサ歯面の振れ波形を示すグラフである。
【発明を実施するための形態】
【0010】
研削工具のドレッシング方法において、研削装置の歯車取付軸にドレッサ歯車を取り付ける際に軸ずれが発生すると、ドレッサ歯車は、回転時に揺動する。この場合、ドレッサ歯面によって研削歯面をドレッシングできないことがある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
本田技研工業株式会社
車両
10日前
本田技研工業株式会社
装置
9日前
本田技研工業株式会社
モータ
6日前
本田技研工業株式会社
保持装置
3日前
本田技研工業株式会社
受電装置
4日前
本田技研工業株式会社
内燃機関
9日前
本田技研工業株式会社
会話装置
2日前
本田技研工業株式会社
車両構造
6日前
本田技研工業株式会社
内燃機関
9日前
本田技研工業株式会社
ステータ
2日前
本田技研工業株式会社
車両構造
6日前
本田技研工業株式会社
通知装置
9日前
本田技研工業株式会社
バッテリ
3日前
本田技研工業株式会社
バッテリ
3日前
本田技研工業株式会社
送電装置
4日前
本田技研工業株式会社
保管装置
4日前
本田技研工業株式会社
断続装置
4日前
本田技研工業株式会社
切断装置
2日前
本田技研工業株式会社
保管装置
4日前
本田技研工業株式会社
固体電池
4日前
本田技研工業株式会社
電解装置
17日前
本田技研工業株式会社
鞍乗型車両
16日前
本田技研工業株式会社
リアクトル
9日前
本田技研工業株式会社
リンク機構
2日前
本田技研工業株式会社
分離システム
6日前
本田技研工業株式会社
運転制御装置
6日前
本田技研工業株式会社
放電処理方法
4日前
本田技研工業株式会社
鞍乗り型車両
3日前
本田技研工業株式会社
車両制御装置
16日前
本田技研工業株式会社
潤滑システム
4日前
本田技研工業株式会社
電源システム
4日前
本田技研工業株式会社
車両制御装置
18日前
本田技研工業株式会社
鞍乗り型車両
24日前
本田技研工業株式会社
潤滑システム
16日前
本田技研工業株式会社
鞍乗り型車両
26日前
本田技研工業株式会社
クラッチ装置
25日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ