TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025139673
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024038632
出願日
2024-03-13
発明の名称
磁気探傷方法、鋼管の製造方法、鋼管の品質管理方法、磁気探傷装置および鋼管の製造設備
出願人
JFEスチール株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
G01N
27/82 20060101AFI20250919BHJP(測定;試験)
要約
【課題】プローブ型の渦流探傷装置を鋼管のシーム部の品質検査に適用した場合において、探傷信号のみを用いてシーム部の位置を特定することができる磁気探傷方法、鋼管の製造方法、鋼管の品質管理方法、磁気探傷装置および鋼管の製造設備を提供すること。
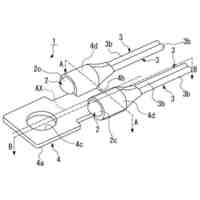
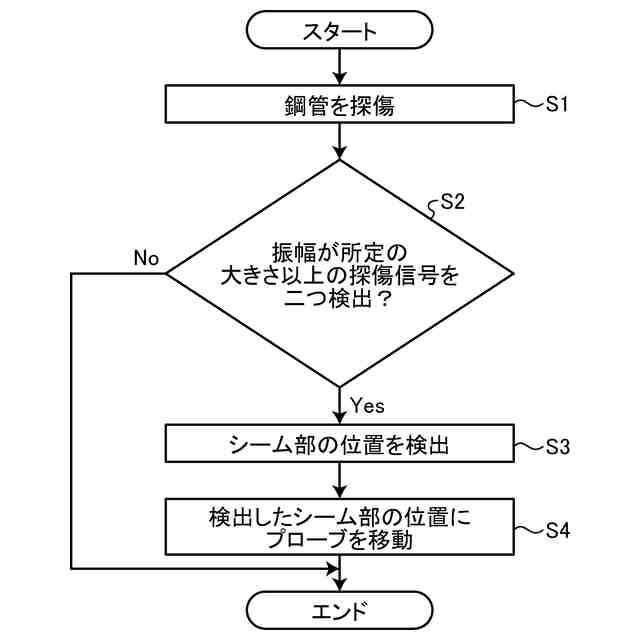
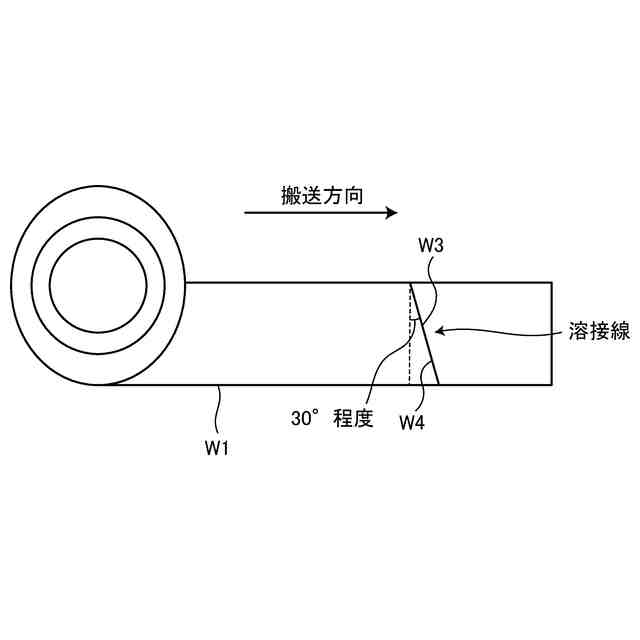
【解決手段】磁気探傷方法は、複数の鋼板の先端および尾端が溶接され、幅方向の両端が接合されてなる鋼管を探傷する磁気探傷方法であって、鋼管において、鋼板の先端および尾端が溶接された部分である溶接線の探傷信号から、鋼板の両端が接合された部分であるシーム部の位置を検出する検出ステップを含む。
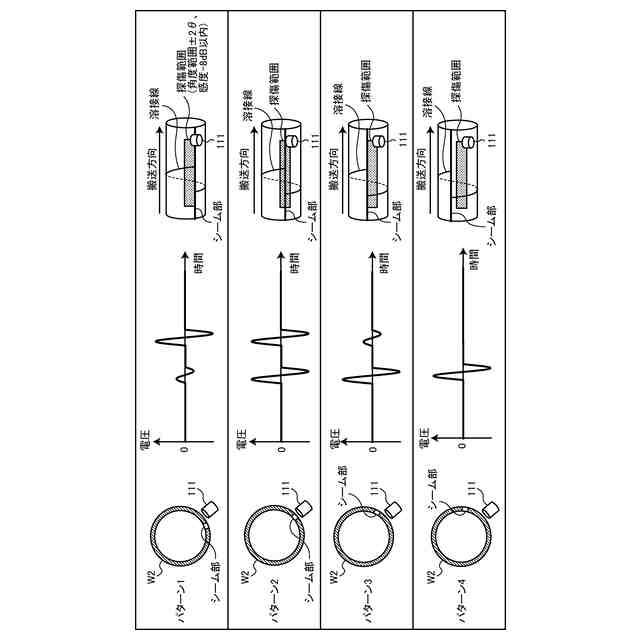
【選択図】図4
特許請求の範囲
【請求項1】
複数の鋼板の先端および尾端が溶接され、幅方向の両端が接合されてなる鋼管を探傷する磁気探傷方法であって、
前記鋼管において、前記鋼板の先端および尾端が溶接された部分である溶接線の探傷信号から、前記鋼板の両端が接合された部分であるシーム部の位置を検出する検出ステップを含む磁気探傷方法。
続きを表示(約 610 文字)
【請求項2】
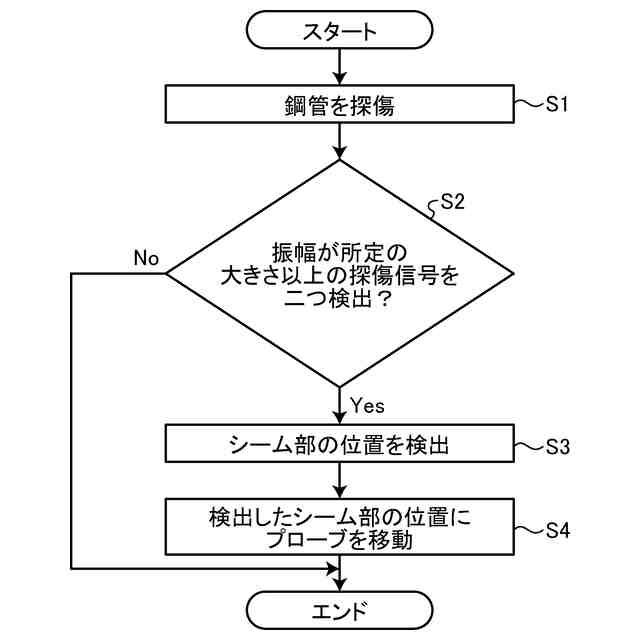
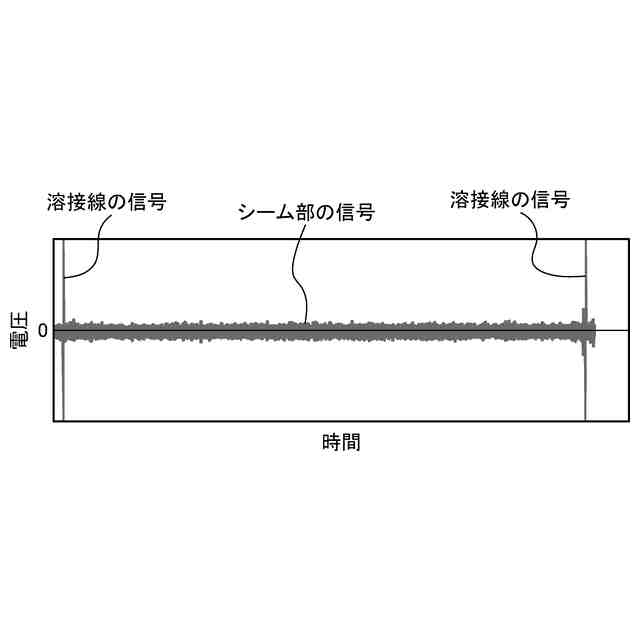
前記検出ステップは、前記溶接線を示す二つの探傷信号の振幅の大きさに基づいて、前記シーム部の位置を検出する請求項1に記載の磁気探傷方法。
【請求項3】
検出した前記シーム部の位置に、探傷用のプローブを移動させる移動ステップを含む請求項1に記載の磁気探傷方法。
【請求項4】
請求項1から請求項3のいずれか一項に記載の磁気探傷方法によって検出した鋼管のシーム部を検査し、前記鋼管を製造するステップを含む鋼管の製造方法。
【請求項5】
請求項1から請求項3のいずれか一項に記載の磁気探傷方法によって検出した鋼管のシーム部を検査し、その検査結果に基づいて鋼管の品質を管理するステップを含む鋼管の品質管理方法。
【請求項6】
複数の鋼板の先端および尾端が溶接され、幅方向の両端が接合されてなる鋼管を探傷する磁気探傷装置であって、
前記鋼管において、前記鋼板の先端および尾端が溶接された部分である溶接線の探傷信号から、前記鋼板の両端が接合された部分であるシーム部の位置を検出する信号処理装置を備える磁気探傷装置。
【請求項7】
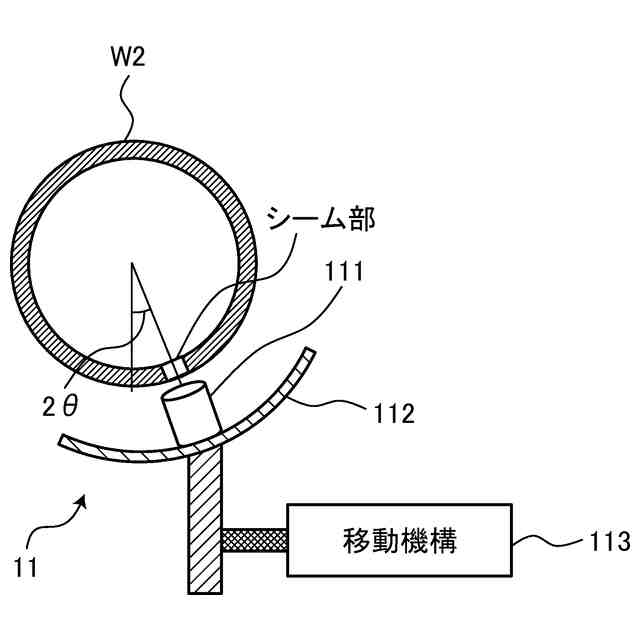
検出した前記シーム部の位置に、探傷用のプローブを移動させる移動機構を備える請求項6に記載の磁気探傷装置。
【請求項8】
請求項6または請求項7に記載の磁気探傷装置を備える鋼管の製造設備。
発明の詳細な説明
【技術分野】
【0001】
本発明は、磁気探傷方法、鋼管の製造方法、鋼管の品質管理方法、磁気探傷装置および鋼管の製造設備に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
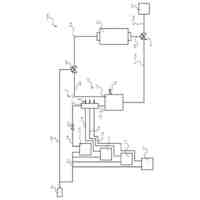
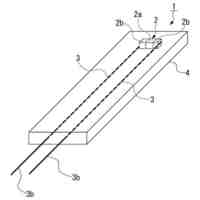
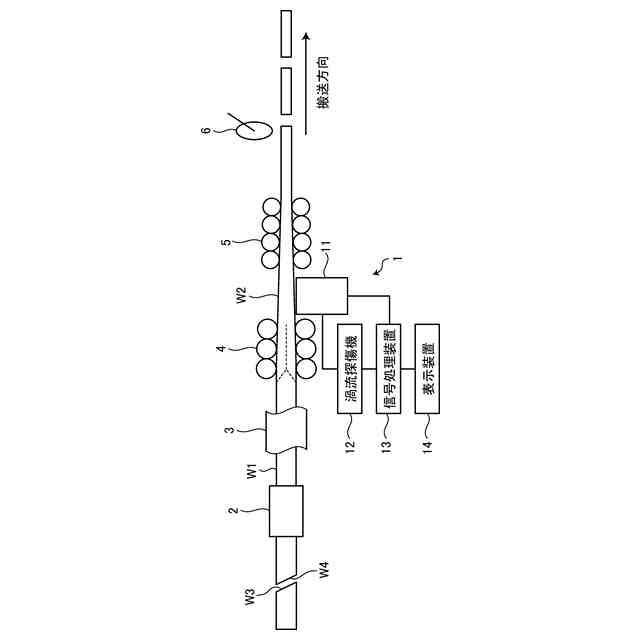
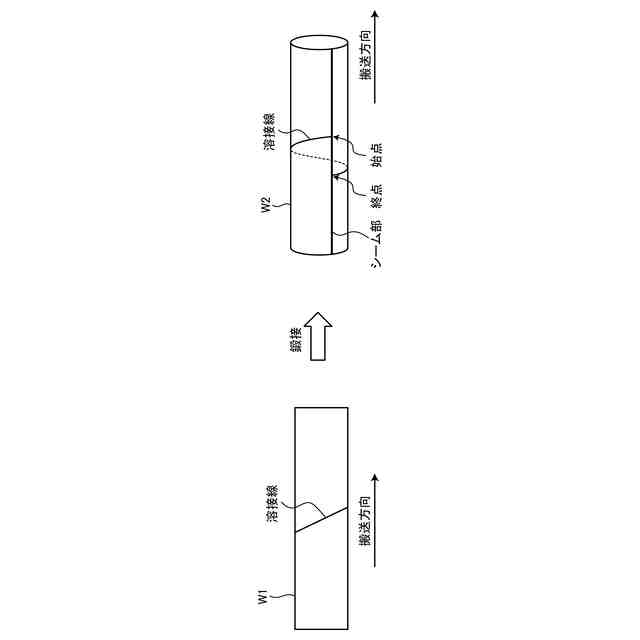
鍛接鋼管は、所定の温度まで加熱した熱延鋼板(スリットコイル)を管状に形成し、鍛接機によって接合部(以下「シーム部」という)を接合した後、ストレッチレデューサによって所定の径まで縮径し、その後所定の長さに切断、冷却されることにより製造される。鍛接鋼管の材料である熱延鋼板は、その先端を先行する鋼板の尾端と溶接して繋ぎ合わせて連続的に製造されるため、生産性が高く、かつ不連続部の少ない高品質な製品を製造可能な連続製造ラインとなる。
【0003】
一般に、鍛接鋼管を含む溶接鋼管の品質は、そのシーム部の品質が重要である。特に鍛接鋼管では、鍛接前のスリットコイルの端面(幅方向の端面)に酸化物や扱い傷が混入すると、シーム部に接合不良や欠陥が発生する。これらは使用時の割れ、内容物の漏洩の原因、また後加工の際の割れ等の原因となるため、シーム部の品質を検査し、不良品を取り除くことが求められる。
【0004】
特に、シーム部内の欠陥は微細なものでも後加工における割れに繋がる可能性がある。そのため、シーム部の品質を十分に保証するためには、シーム部に限定し、かつ内面側のシーム部を含めて探傷することが可能なセンサを用いることが望ましい。
【0005】
そこで、特許文献1には、電縫鋼管のシーム部の断面全体を、アレイ超音波プローブによって検査する技術が開示されている。また、特許文献2には、鍛接鋼管を、熱間で渦流探傷により検査する技術が開示されている。また、特許文献3には、溶接接合部をマーキングし、トラッキングする技術が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2007-163470号公報
特開昭53-25260号公報
特開2006-102779号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1で開示された方法は、検査対象との間に水等の媒体が必要であり、熱間での連続検査を必要とする製造ラインには適用することができない。また、特許文献1で開示された方法では、シーム検出装置および超音波プローブとの相対位置を適切に制御する鋼管取り扱い装置が必要であり、切断後の鋼管に適用することが困難である。
【0008】
特許文献2で開示された方法は、熱間での適用が可能であるが、具体的な渦流探傷装置の構成、渦流探傷方法、渦流探傷の条件等について開示されていない。特許文献2で開示された方法では、一般的な貫通式の渦流探傷を採用していると推定されるが、貫通式の渦流探傷では、鋼管の全周の探傷が可能である一方、探傷信号が全周の平均値として出力される。そのため、シーム部の微小な接合不良を高感度に検出することは困難である。
【0009】
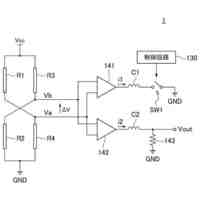
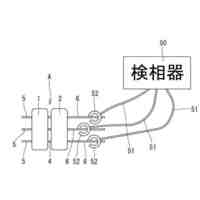
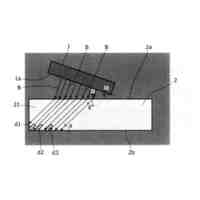
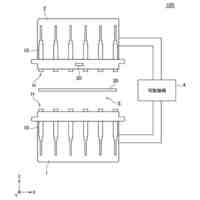
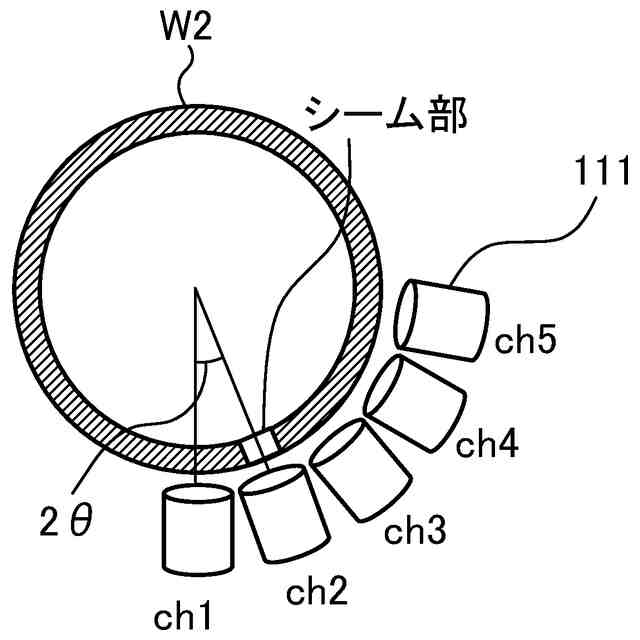
貫通式の渦流探傷装置ではなく、プローブ型の渦流探傷装置を用いる場合、探傷範囲に対する傷体積の割合が増えるため、シーム部の周辺のみを高感度に検査することが可能である。一方で、プローブ型の渦流探傷装置では、シーム部の位置(以下、「シーム位置」ともいう)の変動をカバーするために複数のプローブを設置することが好ましい。
【0010】
しかし、従来技術では、熱間でシーム位置を検出することができないため、シーム部の品質管理センサとして運用するためには、どのプローブがシーム部を検査しているのか判別する仕組みが必要となる。また、どのプローブがシーム部を検査しているのか判別する仕組みがない場合、操業条件によってシーム部が大きく変動し、プローブの検査範囲からシーム部が外れてしまっても、外れたことを認識することができない、といった問題が生じする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
計量スプーン
21日前
個人
微小振動検出装置
1か月前
株式会社イシダ
X線検査装置
1か月前
大和製衡株式会社
組合せ秤
4日前
大和製衡株式会社
組合せ秤
4日前
トヨタ自動車株式会社
検査装置
1日前
株式会社東芝
センサ
1か月前
トヨタ自動車株式会社
表示装置
13日前
アンリツ株式会社
分光器
27日前
アンリツ株式会社
分光器
27日前
株式会社東芝
センサ
4日前
株式会社東芝
センサ
4日前
ダイハツ工業株式会社
測定用具
25日前
株式会社ユーシン
操作検出装置
1日前
学校法人立命館
液面レベルセンサ
1か月前
株式会社カワタ
サンプリング装置
1か月前
TDK株式会社
磁気センサ
28日前
東レエンジニアリング株式会社
計量装置
1日前
株式会社ナリス化粧品
角層細胞採取用具
11日前
個人
粘塑性を用いた有限要素法の定式化
13日前
株式会社ヨコオ
コンタクタ
25日前
日本精工株式会社
分注装置
1か月前
TDK株式会社
ガスセンサ
1か月前
株式会社精工技研
光電圧プローブ
1か月前
TDK株式会社
磁気センサ
21日前
株式会社関電工
検相器用治具
19日前
国立大学法人京都大学
バイオセンサ
28日前
日本碍子株式会社
ガスセンサ
22日前
中国電力株式会社
異常箇所検出装置
12日前
三菱マテリアル株式会社
温度センサ
11日前
三菱マテリアル株式会社
温度センサ
11日前
大同特殊鋼株式会社
超音波探傷方法
21日前
TDK株式会社
磁気計測装置
12日前
大陽日酸株式会社
液面センサ
28日前
個人
材料特性パラメータの算定方法
21日前
富士電機株式会社
半導体パッケージ
21日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ