TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025153504
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024056021
出願日
2024-03-29
発明の名称
フィルム状焼成材料、支持シート付フィルム状焼成材料、及び、半導体装置の製造方法
出願人
リンテック株式会社
代理人
個人
,
個人
,
個人
主分類
H01L
21/52 20060101AFI20251002BHJP(基本的電気素子)
要約
【課題】半導体ウエハとフィルム状焼成材料とを常温で貼り合せたときであっても、支持シート上で半導体ウエハをフィルム状焼成材料とともに個片化する際にチップ飛びが少ないフィルム状焼成材料、支持シート付フィルム状焼成材料、及び、半導体装置の製造方法を提供する。
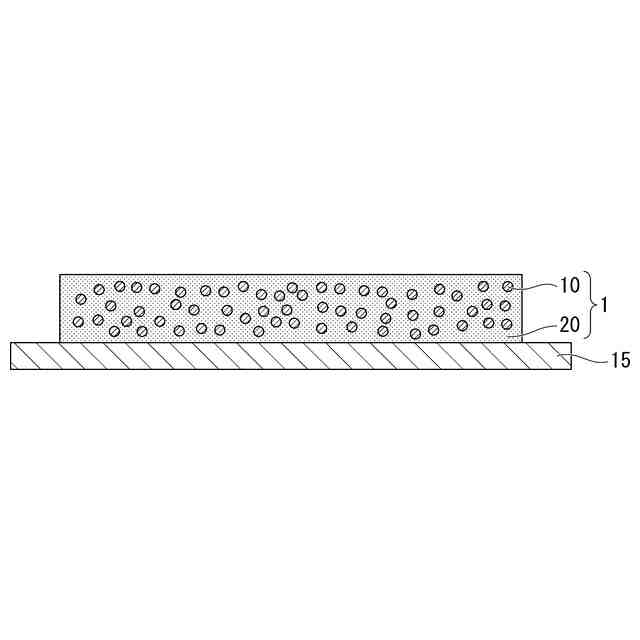
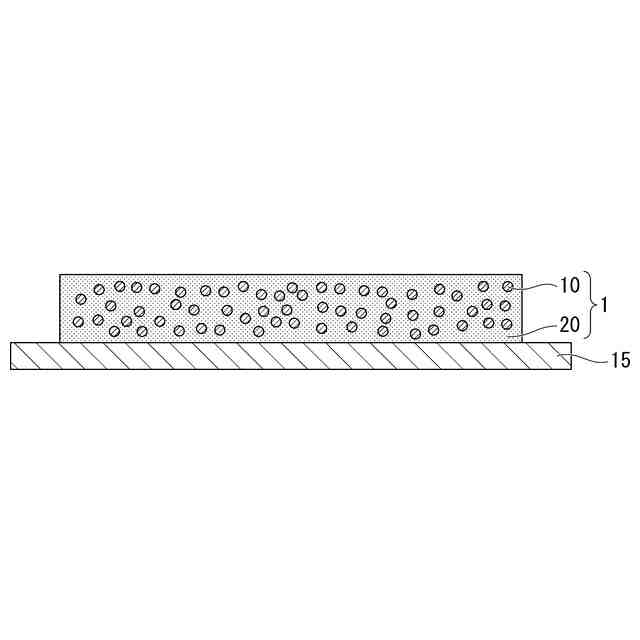
【解決手段】焼結性金属粒子10及びバインダー成分20を含有するフィルム状焼成材料1であって、前記フィルム状焼成材料を治具直径8mmのパラレルプレートに装填し、測定温度90℃、最大ひずみ0.05%、周波数1Hzの条件で、ねじりせん断法により粘弾性測定したときの動的粘度が0.25MPa・s以下である。
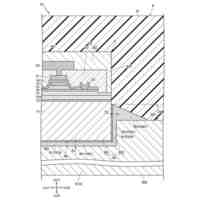
【選択図】図1
特許請求の範囲
【請求項1】
焼結性金属粒子及びバインダー成分を含有するフィルム状焼成材料であって、
前記フィルム状焼成材料を治具直径8mmのパラレルプレートに装填し、測定温度90℃、最大ひずみ0.05%、周波数1Hzの条件で、ねじりせん断法により粘弾性測定したときの動的粘度が0.25MPa・s以下である、フィルム状焼成材料。
続きを表示(約 530 文字)
【請求項2】
基材フィルム及び前記基材フィルム上に設けられた粘着剤層を有する支持シートと、前記粘着剤層上に設けられた請求項1に記載のフィルム状焼成材料と、を備える支持シート付フィルム状焼成材料。
【請求項3】
前記粘着剤層がエネルギー線硬化性である、請求項2に記載の支持シート付フィルム状焼成材料。
【請求項4】
請求項2又は3に記載の支持シート付フィルム状焼成材料の、前記フィルム状焼成材料の露出面に半導体ウエハを貼付し、前記支持シート、前記フィルム状焼成材料及び前記半導体ウエハがこの順に積層された積層体を形成する貼付工程と、
前記積層体の、半導体ウエハと、フィルム状焼成材料と、をダイシングする工程と、
前記ダイシングされたフィルム状焼成材料と、支持シートと、を剥離し、フィルム状焼成材料付半導体チップをピックアップする工程と、
前記フィルム状焼成材料付半導体チップを基板の表面に貼付する工程と、
前記フィルム状焼成材料付半導体チップのフィルム焼成材料を焼成、加圧し、前記フィルム状焼成材料付半導体チップと、基板と、を接合する工程と、
を有する半導体装置の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フィルム状焼成材料、支持シート付フィルム状焼成材料、及び、半導体装置の製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
近年、自動車、エアコン、パソコン等の、高電圧・高電流化に伴い、これらに搭載される電力用半導体素子(パワーデバイス)の需要が高まっている。電力用半導体素子は、高電圧・高電流下で使用されるという特徴から、半導体素子からの熱の発生が問題となりやすい。
従来、半導体素子から発生した熱の放熱のため、半導体素子の周りにヒートシンクが取り付けられる場合もある。しかし、ヒートシンクと半導体素子との間の接合部での熱伝導性が良好でなければ、効率的な放熱が妨げられてしまう。
【0003】
熱伝導性に優れた接合材料として、例えば、特許文献1には、特定の加熱焼結性金属粒子と、特定の高分子分散剤と、特定の揮発性分散媒が混合されたペースト状金属微粒子組成物が開示されている。当該組成物を焼結させると、熱伝導性の優れた固形状金属になるとされる。
【0004】
また、特許文献2には、焼結性金属粒子及びバインダー成分を含有するフィルム状焼成材料が開示されている。フィルム状焼成材料に支持シートを設けることにより、支持シートをダイシングシートとして使用して、半導体ウエハをフィルム状焼成材料とともにチップに個片化することができる。
【先行技術文献】
【特許文献】
【0005】
特開2014-111800号公報
特開2019-204850号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献2では、支持シート付フィルム状焼成材料を、シリコンウエハの処理面に50℃に加温して貼り合せ、その後のダイシング適性評価及びピックアップ適性評価で、ダイシング時のチップとびとウエハ汚染を抑制でき、安定してダイシングできたこと、さらに、安定してピックアップできたことが説明されている。ところが、支持シート付フィルム状焼成材料を、シリコンウエハの処理面に加温して貼り合せる場合、貼付装置の熱の伝わり方が遅いので、充分、時間をかけて加温しないと、密着が不十分となって、ダイシング時に、フィルム状焼成材料付半導体チップがはがれてしまうおそれがあった。支持シート付フィルム状焼成材料を、シリコンウエハの処理面に常温で貼り合せることができれば、貼付装置で貼付するときも熱の伝わりが無視でき、短時間で容易に貼付可能となる。ところが、支持シート付フィルム状焼成材料を、シリコンウエハの処理面に常温で貼り合せると、その後、ダイシング時にチップとびが発生し、安定してダイシングできなかった。
【0007】
本発明は、上記のような問題点を解消するためになされたものであり、半導体ウエハとフィルム状焼成材料とを常温で貼り合せたときであっても、支持シート上で半導体ウエハをフィルム状焼成材料とともに個片化する際にチップ飛びが少ないフィルム状焼成材料、支持シート付フィルム状焼成材料、及び、半導体装置の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
すなわち、本発明は以下の態様を有する。
[1] 焼結性金属粒子及びバインダー成分を含有するフィルム状焼成材料であって、
前記フィルム状焼成材料を治具直径8mmのパラレルプレートに装填し、測定温度90℃、最大ひずみ0.05%、周波数1Hzの条件で、ねじりせん断法により粘弾性測定したときの動的粘度が0.25MPa・s以下である、フィルム状焼成材料。
[2] 基材フィルム及び前記基材フィルム上に設けられた着剤層を有する支持シートと、前記粘着剤層上に設けられた[1]に記載のフィルム状焼成材料と、を備える支持シート付フィルム状焼成材料。
[3] 前記粘着剤層がエネルギー線硬化性である、[2]に記載の支持シート付フィルム状焼成材料。
[4] [2]又は[3]に記載の支持シート付フィルム状焼成材料の、前記フィルム状焼成材料の露出面に半導体ウエハを貼付し、前記支持シート、前記フィルム状焼成材料及び前記半導体ウエハがこの順に積層された積層体を形成する貼付工程と、
前記積層体の、半導体ウエハと、フィルム状焼成材料と、をダイシングする工程と、
前記ダイシングされたフィルム状焼成材料と、支持シートと、を剥離し、フィルム状焼成材料付半導体チップをピックアップする工程と、
前記フィルム状焼成材料付半導体チップを基板の表面に貼付する工程と、
前記フィルム状焼成材料付半導体チップのフィルム焼成材料を焼成、加圧し、前記フィルム状焼成材料付半導体チップと、基板と、を接合する工程と、
を有する半導体装置の製造方法。
【発明の効果】
【0009】
本発明によれば、半導体ウエハとフィルム状焼成材料とを常温で貼り合せたときであっても、支持シート上で半導体ウエハをフィルム状焼成材料とともに個片化する際にチップ飛びが少ない、フィルム状焼成材料、支持シート付フィルム状焼成材料、及び、半導体装置の製造方法を提供できる。
【図面の簡単な説明】
【0010】
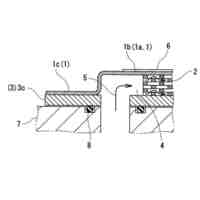
本発明の一実施形態に係る、フィルム状焼成材料が剥離フィルムに貼付された状態を模式的に示す断面図である。
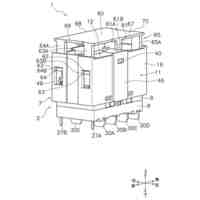
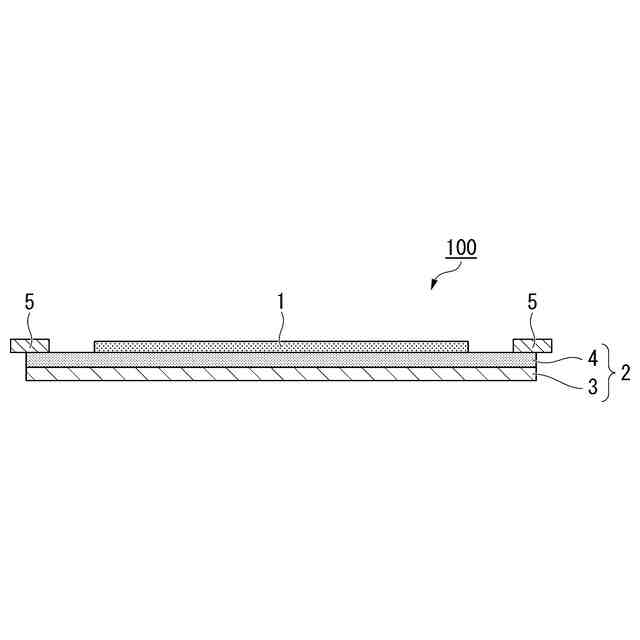
本発明の一実施形態に係る、支持シート付フィルム状焼成材料がリングフレームに貼付された状態を模式的に示す断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フレキシブル電気化学素子
5日前
日本発條株式会社
積層体
16日前
日新イオン機器株式会社
イオン源
1日前
株式会社ユーシン
操作装置
5日前
ローム株式会社
半導体装置
7日前
ローム株式会社
半導体装置
14日前
ローム株式会社
半導体装置
14日前
ローム株式会社
半導体装置
12日前
個人
防雪防塵カバー
16日前
ローム株式会社
半導体装置
14日前
株式会社ホロン
冷陰極電子源
12日前
株式会社GSユアサ
蓄電装置
16日前
ニチコン株式会社
コンデンサ
28日前
太陽誘電株式会社
全固体電池
12日前
ニチコン株式会社
コンデンサ
28日前
太陽誘電株式会社
コイル部品
5日前
オムロン株式会社
電磁継電器
6日前
個人
半導体パッケージ用ガラス基板
15日前
株式会社ティラド
面接触型熱交換器
27日前
株式会社GSユアサ
蓄電設備
5日前
株式会社GSユアサ
蓄電設備
5日前
株式会社GSユアサ
蓄電装置
12日前
トヨタ自動車株式会社
蓄電装置
5日前
日本特殊陶業株式会社
保持装置
12日前
TDK株式会社
電子部品
12日前
ノリタケ株式会社
熱伝導シート
5日前
トヨタ自動車株式会社
二次電池
16日前
マクセル株式会社
配列用マスク
27日前
日本特殊陶業株式会社
保持装置
12日前
サクサ株式会社
電池の固定構造
5日前
日本特殊陶業株式会社
保持装置
14日前
トヨタ自動車株式会社
バッテリ
6日前
日本特殊陶業株式会社
保持装置
16日前
日東電工株式会社
積層体
6日前
ローム株式会社
電子装置
16日前
ヒロセ電機株式会社
電気コネクタ
16日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ