TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025044563
公報種別
公開特許公報(A)
公開日
2025-04-02
出願番号
2023152203
出願日
2023-09-20
発明の名称
アルミニウム合金材およびアルミニウム合金材の製造方法
出願人
住友電気工業株式会社
,
国立大学法人富山大学
代理人
弁理士法人深見特許事務所
主分類
C22C
21/00 20060101AFI20250326BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】長手方向における硬度の均一性が向上したアルミニウム合金材を提供する。
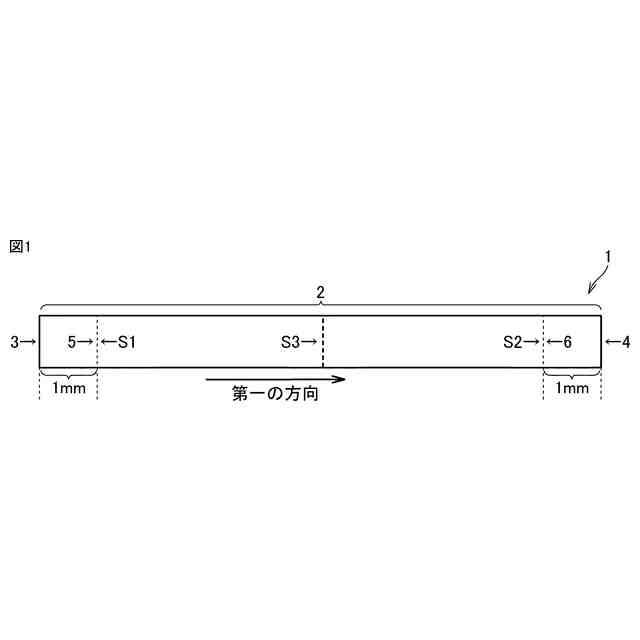
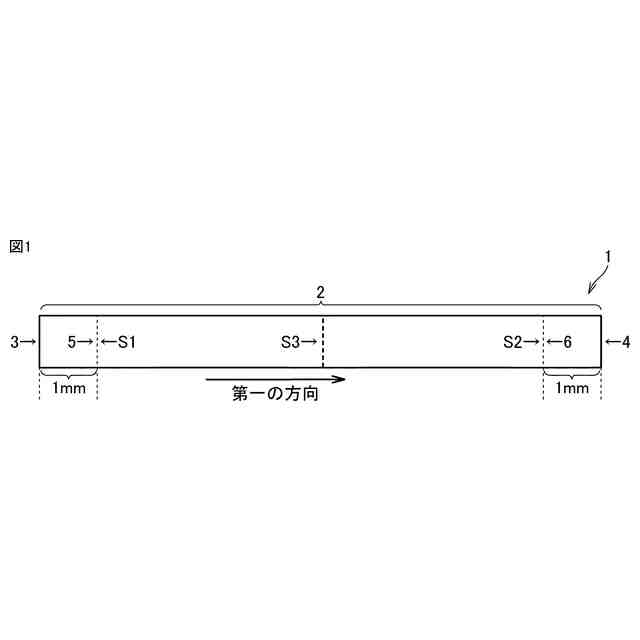
【解決手段】アルミニウム合金からなるアルミニウム合金材であって、前記アルミニウム合金材の鉄の平均含有率Xは、1.5質量%以上5.4質量%以下であり、前記アルミニウム合金材は、第一の方向に延びる第一本体部と、前記第一本体部の第一端面と、前記第一の方向に沿って見た場合の前記第一端面と反対側の第二端面と、を備え、前記第一本体部の第一断面におけるビッカース硬さH1と、前記第一本体部の第二断面におけるビッカース硬さH2との差の絶対値は、5HV以下であり、前記第一断面は、前記第一本体部を、前記第一端面からの距離が1mmである仮想平面S1で切断して得られる断面であり、前記第二断面は、前記第一本体部を、前記第二端面からの距離が1mmである仮想平面S2で切断して得られる断面である、アルミニウム合金材である。
【選択図】図1
特許請求の範囲
【請求項1】
アルミニウム合金からなるアルミニウム合金材であって、
前記アルミニウム合金材の鉄の平均含有率Xは、1.5質量%以上5.4質量%以下であり、
前記アルミニウム合金材は、第一の方向に延びる第一本体部と、前記第一本体部の第一端面と、前記第一の方向に沿って見た場合の前記第一端面と反対側の第二端面と、を備え、
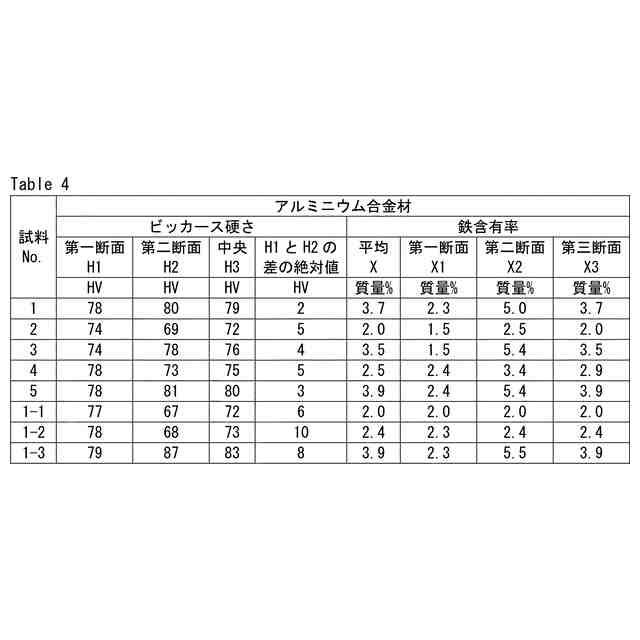
前記第一本体部の第一断面におけるビッカース硬さH1と、前記第一本体部の第二断面におけるビッカース硬さH2との差の絶対値は、5HV以下であり、
前記第一断面は、前記第一本体部を、前記第一端面からの距離が1mmである仮想平面S1で切断して得られる断面であり、
前記第二断面は、前記第一本体部を、前記第二端面からの距離が1mmである仮想平面S2で切断して得られる断面である、アルミニウム合金材。
続きを表示(約 1,200 文字)
【請求項2】
前記第一断面における鉄の含有率X1は、1.5質量%以上2.4質量%以下であり、
前記第二断面における鉄の含有率X2は、2.5質量%以上5.4質量%以下である、請求項1に記載のアルミニウム合金材。
【請求項3】
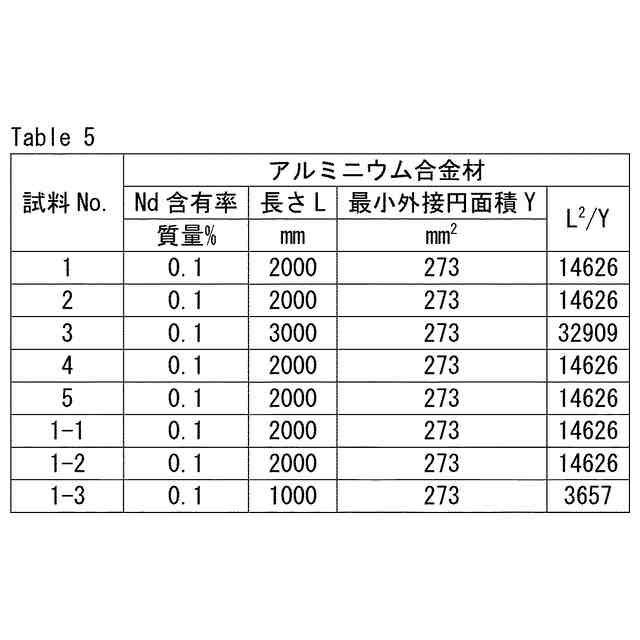
前記アルミニウム合金材の前記第一の方向に沿う前記第一端面から前記第二端面までの長さLmmと、前記第一端面の最小外接円の面積Ymm
2
とは、L
2
/Y≧5の関係を示す、請求項1または請求項2に記載のアルミニウム合金材。
【請求項4】
前記長さLは、10mm以上4000mm以下である、請求項3に記載のアルミニウム合金材。
【請求項5】
前記ビッカース硬さH1と、前記第一の方向に沿って見た場合の前記第一本体部の中央での断面におけるビッカース硬さH3との差の絶対値は、5HV以下であり、かつ、
前記ビッカース硬さH2と、前記ビッカース硬さH3との差の絶対値は、5HV以下である、請求項1または請求項2に記載のアルミニウム合金材。
【請求項6】
前記アルミニウム合金材のネオジムの平均含有率は、0.002質量%以上1質量%以下である、請求項1または請求項2に記載のアルミニウム合金材。
【請求項7】
前記アルミニウム合金材は、押出材である、請求項1または請求項2に記載のアルミニウム合金材。
【請求項8】
前記ビッカース硬さH1は、50HV以上90HV以下である、請求項1または請求項2に記載のアルミニウム合金材。
【請求項9】
請求項1または請求項2に記載のアルミニウム合金材の製造方法であって、
急冷凝固アルミニウム合金粉末を圧粉してビレットを得る第一工程と、
前記ビレットを熱間押出することにより、アルミニウム合金材を得る第二工程と、を備え、
前記ビレットは、第二の方向に延びる第二本体部と、前記第二本体部の第三端面と、前記第二の方向に沿って見た場合の前記第三端面と反対側の第四端面と、を備え、
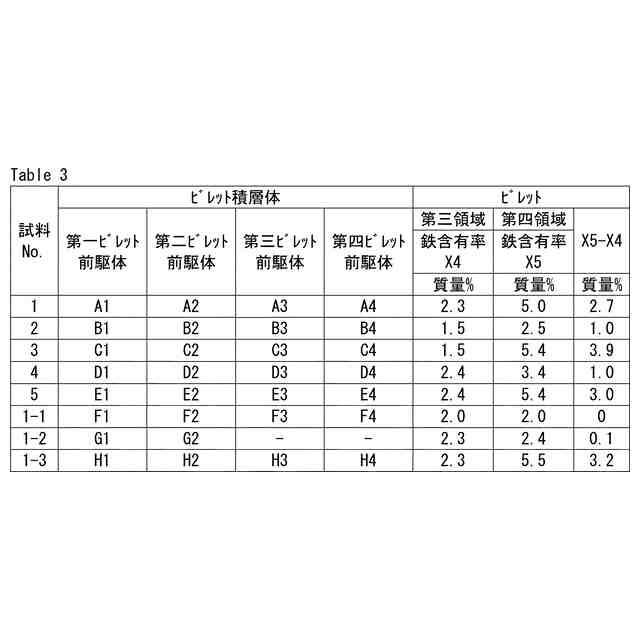
前記ビレットにおいて、前記第三端面と、前記第三端面からの距離が5mmである仮想平面S4とに挟まれる第三領域における鉄の含有率X4は、1.5質量%以上2.4質量%以下であり、
前記ビレットにおいて、前記第四端面と、前記第四端面からの距離が5mmである仮想平面S5とに挟まれる第四領域における鉄の含有率X5は、2.5質量%以上5.4質量%以下であり、
前記鉄の含有率X4と、前記鉄の含有率X5との差の絶対値は、1.0質量%以上であり、
前記第二工程において、前記ビレットの前記第三端面が押出方向の先端となるように前記熱間押出を行う、アルミニウム合金材の製造方法。
【請求項10】
前記急冷凝固アルミニウム合金粉末の平均粒径は、10μm以上50μm以下である、請求項9に記載のアルミニウム合金材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、アルミニウム合金材およびアルミニウム合金材の製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
粉末冶金法によるアルミニウム合金(以下、「Al合金」とも記す。)製品の製造では、アトマイズ法で得られる急冷凝固アルミニウム合金粉末を圧粉してビレットを作製し、ビレットを押出加工して所望の製品を得ている(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開平6-57304号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1のアルミニウム合金粉末からなるビレットを押出加工して得られるアルミニウム合金材では、ビレットの先端部に相当する粉末の強度が、押出材の後端部に相当する粉末の強度に比べて低いため、アルミニウム合金材の長手方向に硬度の分布が生じている。アルミニウム合金材の長手方向に硬度の分布が生じると、硬度の均一な部分を取り出そうとした場合、または長くて硬度が均一な部分を取り出そうとした場合に、取り出せる部分の長さが短くなってしまうため、歩留まりが低下してしまう。このため、長手方向における硬度の均一性が向上したアルミニウム合金材が求められている。
【0005】
そこで、本開示は、長手方向における硬度の均一性が向上したアルミニウム合金材を提供することを目的とする。
【課題を解決するための手段】
【0006】
本開示のアルミニウム合金材は、
アルミニウム合金からなるアルミニウム合金材であって、
前記アルミニウム合金材の鉄の平均含有率Xは、1.5質量%以上5.4質量%以下であり、
前記アルミニウム合金材は、第一の方向に延びる第一本体部と、前記第一本体部の第一端面と、前記第一の方向に沿って見た場合の前記第一端面と反対側の第二端面と、を備え、
前記第一本体部の第一断面におけるビッカース硬さH1と、前記第一本体部の第二断面におけるビッカース硬さH2との差の絶対値は、5HV以下であり、
前記第一断面は、前記第一本体部を、前記第一端面からの距離が1mmである仮想平面S1で切断して得られる断面であり、
前記第二断面は、前記第一本体部を、前記第二端面からの距離が1mmである仮想平面S2で切断して得られる断面である、アルミニウム合金材である。
【発明の効果】
【0007】
本開示によれば、長手方向における硬度の均一性が向上したアルミニウム合金材を提供することが可能となる。
【図面の簡単な説明】
【0008】
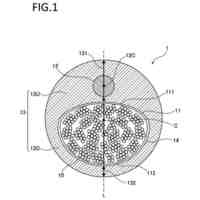
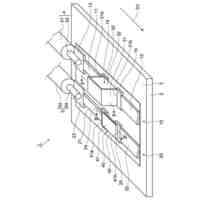
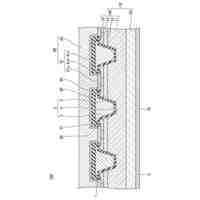
図1は、本開示の一実施形態に係るアルミニウム合金材の代表的な構成例を説明する図である。
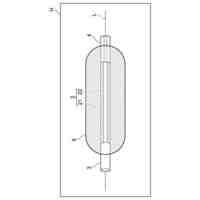
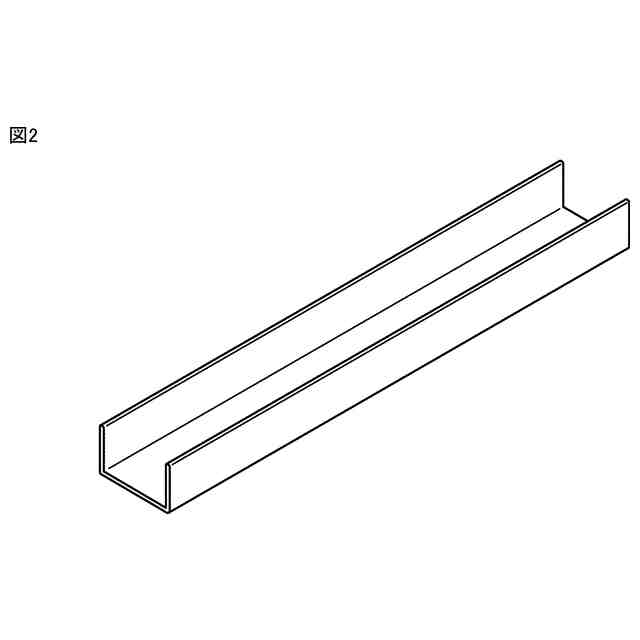
図2は、本開示の一実施形態に係るアルミニウム合金材の代表的な形状の一例を示す図である。
図3は、本開示の一実施形態に係るアルミニウム合金材の代表的な形状の一例を示す図である。
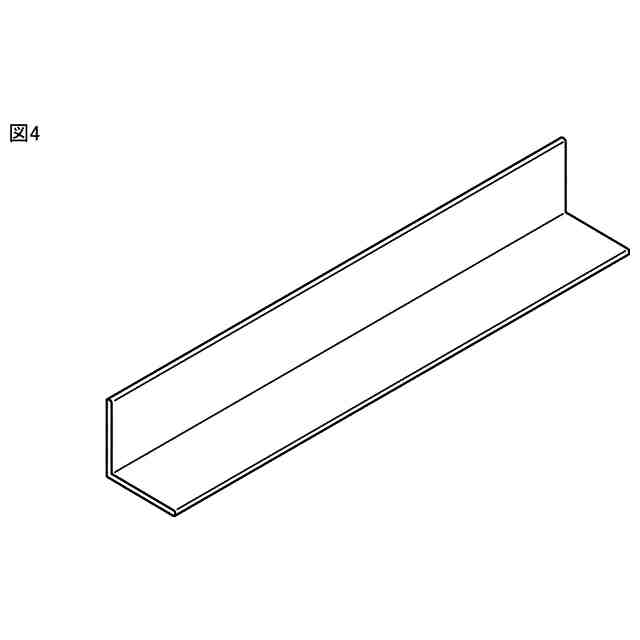
図4は、本開示の一実施形態に係るアルミニウム合金材の代表的な形状の一例を示す図である。
図5は、本開示の一実施形態に係るアルミニウム合金材の代表的な形状の一例を示す図である。
図6は、本開示の一実施形態に係るアルミニウム合金材の代表的な形状の一例を示す図である。
図7は、本開示の一実施形態に係るアルミニウム合金材の代表的な形状の一例を示す図である。
図8は、本開示の一実施形態に係るアルミニウム合金材の代表的な形状の一例を示す図である。
図9は、本開示の一実施形態に係るアルミニウム合金材の代表的な形状の一例を示す図である。
図10は、本開示の一実施形態に係るアルミニウム合金材の代表的な形状の一例を示す図である。
図11は、本開示の一実施形態に係るアルミニウム合金材の代表的な形状の一例を示す図である。
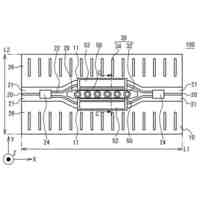
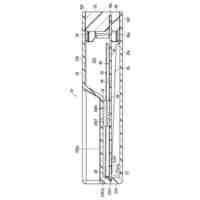
図12は、本開示の一実施形態に係るアルミニウム合金材の製造方法に用いられるビレットの代表的な構成例を説明する図である。
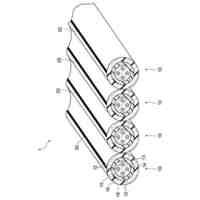
図13は、ビレット積層体の代表的な構成例を説明する図である。
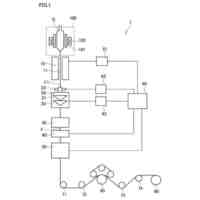
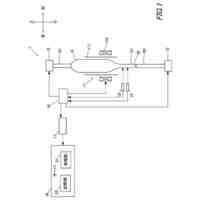
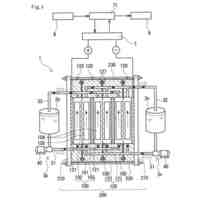
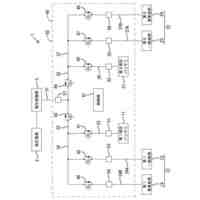
図14は、本開示の一実施形態に係るアルミニウム合金材の製造方法に用いられる押出機の代表的な構成例を説明する図である。
【発明を実施するための形態】
【0009】
[本開示の実施形態の説明]
最初に本開示の実施態様を列記して説明する。
(1)本開示のアルミニウム合金材は、
アルミニウム合金からなるアルミニウム合金材であって、
前記アルミニウム合金材の鉄の平均含有率Xは、1.5質量%以上5.4質量%以下であり、
前記アルミニウム合金材は、第一の方向に延びる第一本体部と、前記第一本体部の第一端面と、前記第一の方向に沿って見た場合の前記第一端面と反対側の第二端面と、を備え、
前記第一本体部の第一断面におけるビッカース硬さH1と、前記第一本体部の第二断面におけるビッカース硬さH2との差の絶対値は、5HV以下であり、
前記第一断面は、前記第一本体部を、前記第一端面からの距離が1mmである仮想平面S1で切断して得られる断面であり、
前記第二断面は、前記第一本体部を、前記第二端面からの距離が1mmである仮想平面S2で切断して得られる断面である、アルミニウム合金材である。
【0010】
本開示によれば、長手方向における硬度の均一性が向上したアルミニウム合金材を提供することが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
住友電気工業株式会社
電力変換装置
6日前
住友電気工業株式会社
線条体の巻取装置
24日前
住友電気工業株式会社
光ファイバケーブル
6日前
住友電気工業株式会社
光ファイバの製造方法
14日前
住友電気工業株式会社
光ファイバの製造装置
19日前
住友電気工業株式会社
マルチコア光ファイバ
6日前
住友電気工業株式会社
光ファイバ母材の製造方法
17日前
住友電気工業株式会社
位相シフタおよび波長セレクタ
25日前
住友電気工業株式会社
半導体光素子およびその製造方法
19日前
住友電気工業株式会社
SI再送信方法およびSI再送信装置
11日前
住友電気工業株式会社
光ファイバおよび光ファイバの製造方法
7日前
住友電気工業株式会社
スクランブル装置およびスクランブル方法
18日前
住友電気工業株式会社
車載装置、管理方法および管理プログラム
25日前
住友電気工業株式会社
光モジュールおよび光モジュールの製造方法
7日前
住友電気工業株式会社
半導体光素子、および半導体光素子の製造方法
13日前
住友電気工業株式会社
車載システム、車載装置および管理プログラム
25日前
住友電気工業株式会社
半導体光素子、および半導体光素子の製造方法
13日前
住友電気工業株式会社
配線モジュールおよび配線モジュールの製造方法
25日前
住友電気工業株式会社
テープファイバおよびテープファイバの製造方法
7日前
住友電気工業株式会社
ガラス母材の延伸方法およびガラス母材の延伸装置
19日前
住友電気工業株式会社
車載装置、車載システム、通信方法および通信プログラム
25日前
住友電気工業株式会社
炭化珪素半導体装置および炭化珪素半導体装置の製造方法
14日前
住友電気工業株式会社
車載装置、車載システム、通信方法および通信プログラム
25日前
株式会社オートネットワーク技術研究所
電線
3日前
株式会社オートネットワーク技術研究所
電気機器
今日
株式会社オートネットワーク技術研究所
コネクタ
10日前
株式会社オートネットワーク技術研究所
電気機器
今日
株式会社オートネットワーク技術研究所
絶縁電線
3日前
株式会社オートネットワーク技術研究所
コネクタ
10日前
株式会社オートネットワーク技術研究所
コネクタ
10日前
住友電工プリントサーキット株式会社
コイル装置及びアクチュエータ
11日前
住友電気工業株式会社
レドックスフロー電池用電解液、およびレドックスフロー電池システム
17日前
住友電気工業株式会社
情報処理装置、車載装置、不正通信判別方法、及びコンピュータプログラム
18日前
株式会社オートネットワーク技術研究所
車載通信装置
14日前
株式会社オートネットワーク技術研究所
車載用制御装置
今日
住友電気工業株式会社
炭化珪素エピタキシャル基板の製造方法および炭化珪素半導体装置の製造方法
4日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ