TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025097051
公報種別
公開特許公報(A)
公開日
2025-06-30
出願番号
2023213105
出願日
2023-12-18
発明の名称
研削装置、被加工物の研削方法及びプログラム
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
7/04 20060101AFI20250623BHJP(研削;研磨)
要約
【課題】被加工物の仕上げ厚みの所定の厚みからのずれが小さくなるように、その一面側を研削する研削装置を提供する。
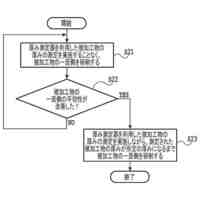
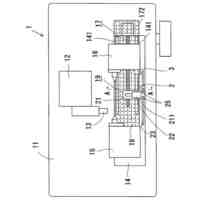
【解決手段】研削装置は、チャックテーブルと複数の研削砥石を有する研削ホイールが先端部に装着されているスピンドルと厚み測定器とコントローラとを備える。コントローラは、一面側が露出されるように被加工物を保持面において保持するチャックテーブルとスピンドルとの双方を回転させながら、複数の研削砥石を被加工物の一面側に押し当てることによって、厚み測定器によって測定される被加工物の厚みが所定の厚みになるまで被加工物の一面側を研削するようにチャックテーブル、スピンドル及び厚み測定器を制御するプロセッサを含む。プロセッサは、物理量の実際の値としきい値との比較に基づいて被加工物の一面側の平坦性が改善したと判定されてから被加工物の厚みの測定を実施するように厚み測定器を制御する。
【選択図】図5
特許請求の範囲
【請求項1】
被加工物を研削するための研削装置であって、
該被加工物を保持面において保持するためのチャックテーブルと、
環状に離散して設けられている複数の研削砥石を有する研削ホイールが先端部に装着されているスピンドルと、
該チャックテーブルの該保持面において保持されている該被加工物の厚みを測定するための厚み測定器と、
該被加工物を研削するように該チャックテーブル、該スピンドル及び該厚み測定器を制御するためのコントローラと、を備え、
該コントローラは、
該被加工物の一面側を研削する際の負荷に依存して変化する物理量のしきい値を記憶するメモリと、
該一面側が露出されるように該被加工物を該保持面において保持する該チャックテーブルと該スピンドルとの双方を回転させながら、該複数の研削砥石を該被加工物の該一面側に押し当てることによって、該厚み測定器によって測定される該被加工物の厚みが所定の厚みになるまで該被加工物の該一面側を研削するように該チャックテーブル、該スピンドル及び該厚み測定器を制御するプロセッサと、を含み、
該プロセッサは、該物理量の実際の値と該しきい値との比較に基づいて該被加工物の該一面側の平坦性が改善したと判定されてから該被加工物の厚みの測定を実施するように該厚み測定器を制御する研削装置。
続きを表示(約 1,400 文字)
【請求項2】
該物理量は、該チャックテーブル又は該スピンドルを回転させるためのモータに供給される電流である請求項1に記載の研削装置。
【請求項3】
該物理量は、該チャックテーブル又は該スピンドルに加わる荷重である請求項1に記載の研削装置。
【請求項4】
該厚み測定器は、接触式の厚み測定器である請求項1乃至3のいずれかに記載の研削装置。
【請求項5】
被加工物を保持面において保持するためのチャックテーブルと、環状に離散して設けられている複数の研削砥石を有する研削ホイールが先端部に装着されているスピンドルと、該チャックテーブルの該保持面において保持されている該被加工物の厚みを測定するための厚み測定器と、を備える研削装置において該被加工物を研削する被加工物の研削方法であって、
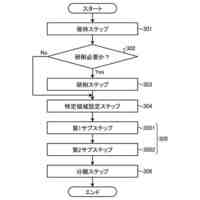
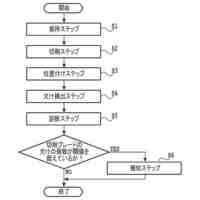
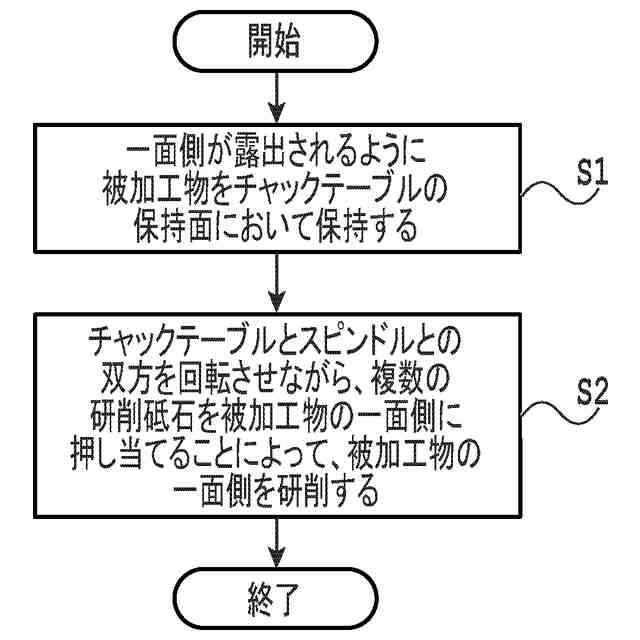
一面側が露出されるように該被加工物を該チャックテーブルの該保持面において保持する保持ステップと、
該保持ステップの後に、該チャックテーブルと該スピンドルとの双方を回転させながら、該複数の研削砥石を該被加工物の該一面側に押し当てることによって、該被加工物の該一面側を研削する研削ステップと、を備え、
該研削ステップは、
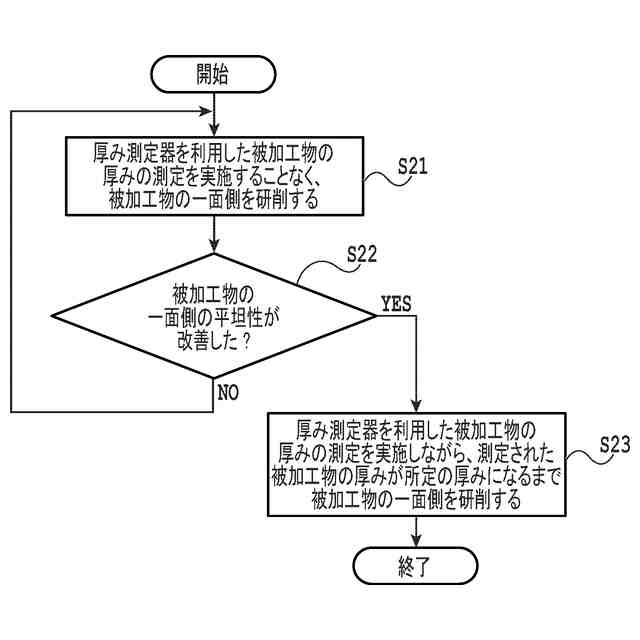
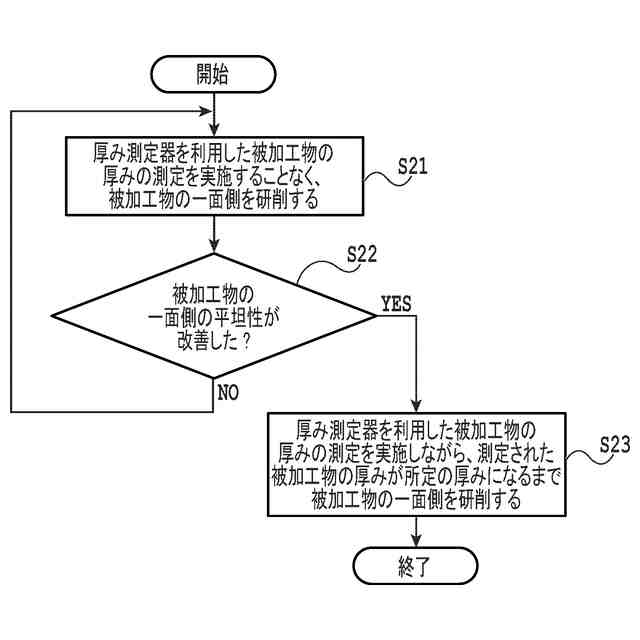
該厚み測定器を利用した該被加工物の厚みの測定を実施することなく、該被加工物の該一面側を研削する際の負荷に依存して変化する物理量の実際の値を参照して該被加工物の該一面側の平坦性が改善したと判定されるまで該被加工物の該一面側を研削する第1研削ステップと、
該第1研削ステップの後に、該測定を実施しながら、測定された該被加工物の厚みが所定の厚みになるまで該被加工物の該一面側を研削する第2研削ステップと、を備える被加工物の研削方法。
【請求項6】
被加工物を保持面において保持するためのチャックテーブルと、環状に離散して設けられている複数の研削砥石を有する研削ホイールが先端部に装着されているスピンドルと、該チャックテーブルの該保持面において保持されている該被加工物の厚みを測定するための厚み測定器と、該被加工物を研削するように該チャックテーブル、該スピンドル及び該厚み測定器を制御するためのコントローラを含むコンピュータと、を備える研削装置において該被加工物を研削する被加工物の研削方法を該コンピュータに実行させるプログラムであって、
該被加工物の研削方法は、
一面側が露出されるように該被加工物を該チャックテーブルの該保持面において保持する保持ステップと、
該保持ステップの後に、該スピンドルと該チャックテーブルとの双方を回転させながら、該複数の研削砥石を該被加工物の該一面側に押し当てることによって、該被加工物の該一面側を研削する研削ステップと、を備え、
該研削ステップは、
該厚み測定器を利用した該被加工物の厚みの測定を実施することなく、該被加工物の該一面側を研削する際の負荷に依存して変化する物理量の実際の値を参照して該被加工物の該一面側の平坦性が改善したと判定されるまで該被加工物の該一面側を研削する第1研削ステップと、
該第1研削ステップの後に、該測定を実施しながら、測定された該被加工物の厚みが所定の厚みになるまで該被加工物の該一面側を研削する第2研削ステップと、を含むプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物を研削するための研削装置と、研削装置において被加工物を研削する被加工物の研削方法と、被加工物の研削方法を研削装置が備えるコンピュータに実行させるプログラムと、に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
半導体デバイスのチップは、シリコン(Si)、炭化シリコン(SiC)、窒化ガリウム(GaN)、タンタル酸リチウム(LiTaO
3
:LT)又はニオブ酸リチウム(LiNbO
3
:LN)等の単結晶からなるウェーハを利用して製造される。このウェーハは、一般的に、インゴットの一面側に位置する部分をインゴットから分離することによって得られる。
【0003】
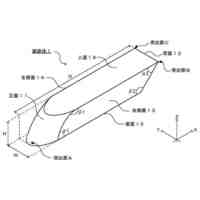
インゴットからのウェーハの分離は、例えば、ワイヤソーを利用して行われる。あるいは、この分離は、インゴットの素材を透過する波長のレーザビームを利用してインゴットの内部に改質部と改質部から伸展するクラックとを含む分離層を形成してから、この分離層においてインゴットを劈開させることによって行われることもある(例えば、特許文献1参照)。
【0004】
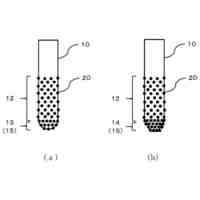
ただし、このウェーハの一面側(具体的には、インゴットからの分離によって新たに露出される面側)は粗くなり、又は、凹凸形状になり、このウェーハをチップの製造に利用することは困難であることが多い。そのため、ウェーハは、チップの製造に供されるウェーハの厚みとして好適な厚みよりも厚くなるようにインゴットから分離されてから、その一面側を平坦化するとともにウェーハの厚みを当該好適な厚みにするように研削されることが多い。
【0005】
同様に、ウェーハを分離した後に残されるインゴットの一面側も粗くなり、又は、凹凸形状になる。そのため、このインゴットは、インゴットからの新たなウェーハの分離に先立って、その一面側を平坦化するように研削されることが多い。
【先行技術文献】
【特許文献】
【0006】
特開2013-49161号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
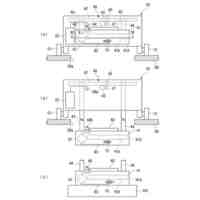
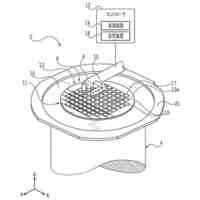
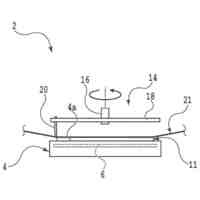
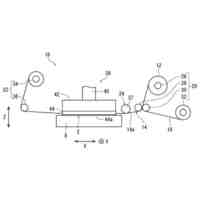
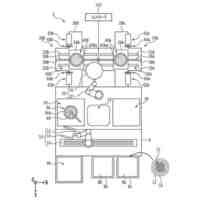
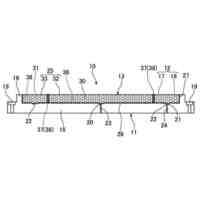
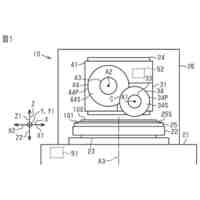
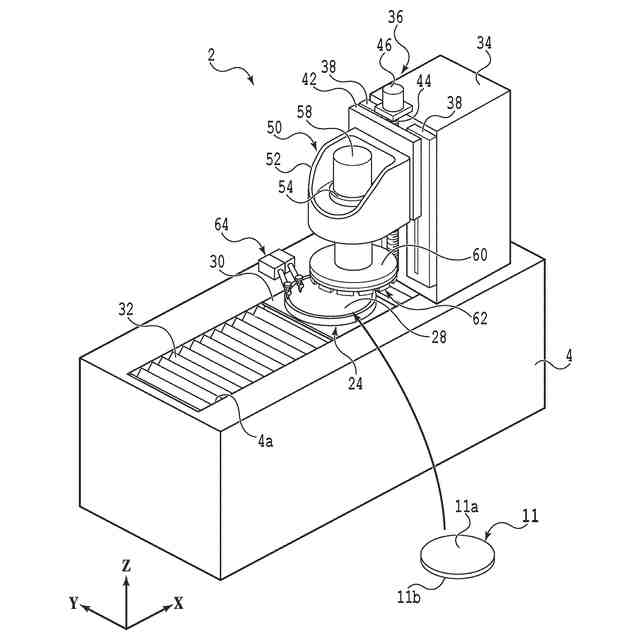
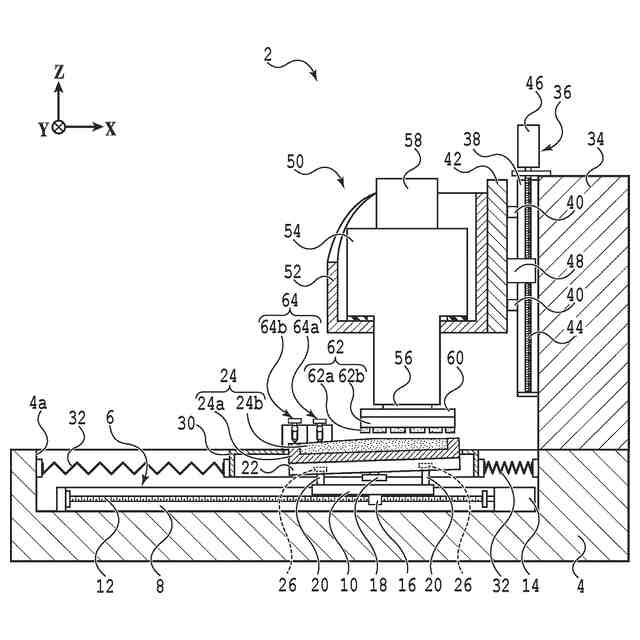
ウェーハ又はインゴット等の被加工物の研削は、一般的に、被加工物を保持面において保持するためのチャックテーブルと、環状に離散して設けられている複数の研削砥石を有する研削ホイールが先端部に装着されているスピンドルと、チャックテーブルの保持面において保持されている被加工物の厚みを測定するための厚み測定器と、を備える研削装置において行われる。
【0008】
具体的には、この研削装置においては、一面側が露出されるように被加工物を保持面において保持するチャックテーブルとスピンドルとの双方を回転させながら、複数の研削砥石を被加工物の一面側に押し当てることによって、被加工物の一面側が研削される。そして、この研削装置においては、一般的に、厚み測定器によって測定される被加工物の厚みが所定の厚みになった時点で被加工物の一面側の研削が終了される。
【0009】
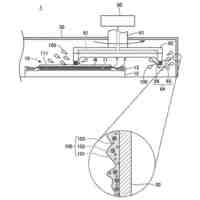
ただし、上述したように被加工物の一面側が粗くなり、又は、凹凸形状になっていると、厚み測定器を利用した被加工物の厚みの測定を正確に行うことが困難である。さらに、この厚み測定器が接触式である場合、被加工物の厚みを測定する際に厚み測定器に不具合が生じるおそれがある。
【0010】
具体的には、被加工物の一面側が粗くなっていると、粗面と接触しながら移動する厚み測定器のプローブ(測定子)が摩耗するおそれがある。また、被加工物の一面側が凹凸形状になっていると、厚み測定器の測定子が凸部から凹部に移動する際等に跳ねて破損するおそれがある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
搬送車
10日前
株式会社ディスコ
加工装置
5日前
株式会社ディスコ
加工装置
10日前
株式会社ディスコ
処理装置
3日前
株式会社ディスコ
加工水供給装置
11日前
株式会社ディスコ
機能水供給装置
10日前
株式会社ディスコ
チップの製造方法
3日前
株式会社ディスコ
チップの製造方法
12日前
株式会社ディスコ
レーザー加工方法
3日前
株式会社ディスコ
保護テープ貼着方法
5日前
株式会社ディスコ
フィルターユニット
5日前
株式会社ディスコ
ウェーハの加工方法
10日前
株式会社ディスコ
LEDチップ配設方法
3日前
株式会社ディスコ
接合ウエーハの加工方法
11日前
株式会社ディスコ
清掃装置および清掃方法
6日前
株式会社ディスコ
研削ホイール及び研削方法
3日前
株式会社ディスコ
分離起点形成方法及び分離方法
4日前
株式会社ディスコ
加工装置及び被加工物の加工方法
6日前
株式会社ディスコ
切削ブレード、及び切削ブレードの製造方法
12日前
株式会社ディスコ
測定方法、測定装置、及び被加工物の加工方法
6日前
株式会社ディスコ
研削装置、被加工物の研削方法及びプログラム
6日前
株式会社ディスコ
切削ブレードの診断方法、切削方法及び加工装置
3日前
株式会社ディスコ
チャックテーブル及びチャックテーブルの製造方法
11日前
株式会社ディスコ
貼り合わせウェーハのエッジトリミング方法及びエッジトリミング装置
5日前
個人
研磨体
25日前
個人
バレル研磨用メディア材
3か月前
株式会社サンポー
ブラスト装置
1か月前
株式会社村田製作所
切削装置
20日前
株式会社リブラ
ブラスト加工装置
3か月前
大同特殊鋼株式会社
疵研削順序決定方法
1か月前
不二空機株式会社
可搬型動力工具
20日前
シンクス株式会社
ボード切断装置
1か月前
株式会社ディスコ
砥石
18日前
オークマ株式会社
円筒研削盤
10日前
株式会社精工技研
研磨装置および研磨方法
2か月前
キヤノン電子株式会社
加工工具、及び、加工装置
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ