TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025119188
公報種別
公開特許公報(A)
公開日
2025-08-14
出願番号
2024013918
出願日
2024-02-01
発明の名称
渦流探傷方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
G01N
27/90 20210101AFI20250806BHJP(測定;試験)
要約
【課題】管体の外面の凹凸の影響を抑制すると共に、亀裂の検出精度を維持することができる渦流探傷方法を提供する。
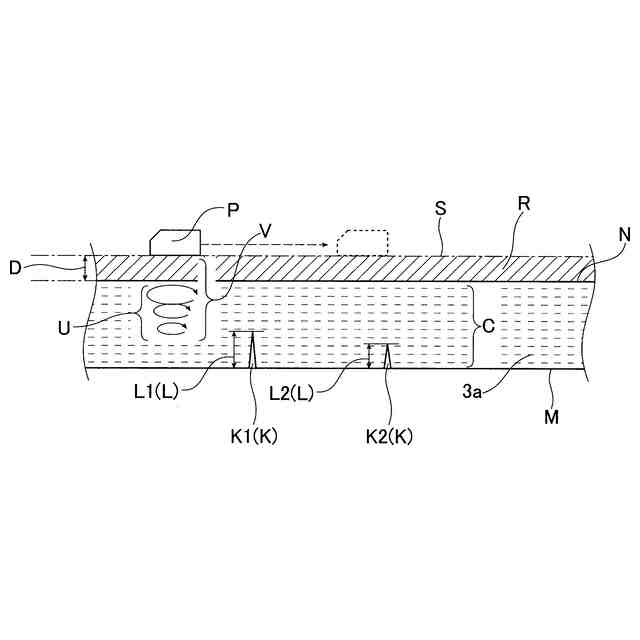
【解決手段】管体の外面に渦流探傷プローブの探触子を近接させて前記管体の内面における亀裂を検出する渦流探傷方法であって、前記外面に膜層を形成する工程と、前記亀裂の前記内面からの深さ及び前記管体の厚みに基づいて渦流浸透距離を設定すると共に、設定された前記渦流浸透距離に基づいて電流周波数を算出する工程と、算出された前記電流周波数に基づき、前記膜層の上面から前記探触子による前記管体の探傷を実施する工程と、を有する。
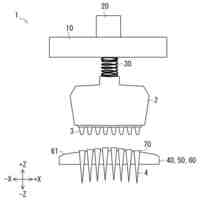
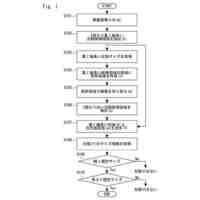
【選択図】図3
特許請求の範囲
【請求項1】
管体の外面に渦流探傷プローブの探触子を近接させて前記管体の内面における亀裂を検出する渦流探傷方法であって、
前記外面に膜層を形成する工程を有する、渦流探傷方法。
続きを表示(約 480 文字)
【請求項2】
管体の外面に渦流探傷プローブの探触子を近接させて前記管体の内面における亀裂を検出する渦流探傷方法であって、
前記外面に膜層を形成する工程と、
前記亀裂の前記内面からの深さ及び前記管体の厚みに基づいて渦流浸透距離を設定すると共に、設定された前記渦流浸透距離に基づいて電流周波数を算出する工程と、
算出された前記電流周波数に基づき、前記膜層の上面から前記探触子による前記管体の探傷を実施する工程と、
を有する、渦流探傷方法。
【請求項3】
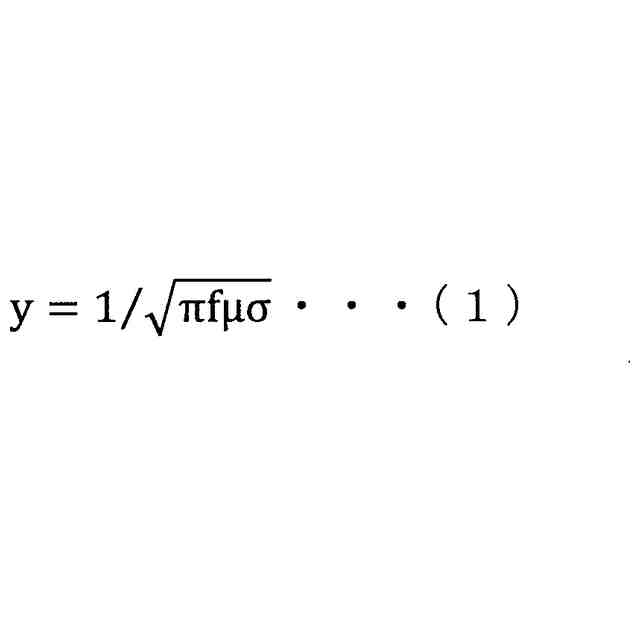
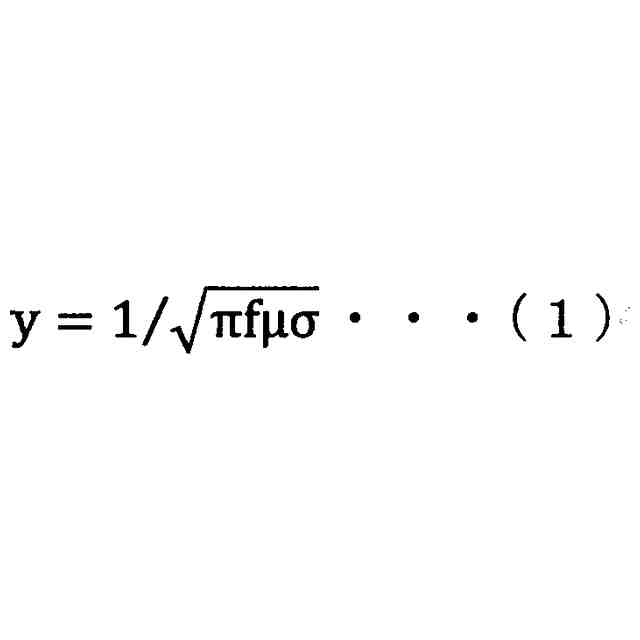
前記電流周波数は(1)式に基づいて算出される、請求項2に記載の渦流探傷方法。
TIFF
2025119188000004.tif
9
157
ここで、yは前記渦流浸透距離(m)、πは円周率(rad)、fは前記電流周波数(kHz)、μは前記管体の透磁率(H/m)、σは前記管体の導電率(S/m)である。
【請求項4】
前記膜層は非磁性材を含む、請求項1~3の何れか1項に記載の渦流探傷方法。
発明の詳細な説明
【技術分野】
【0001】
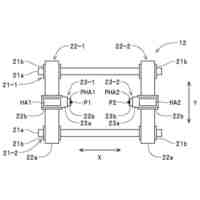
本発明は、管体の外面に渦流探傷プローブの探触子を近接させて管体の内面における亀裂を検出する渦流探傷方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
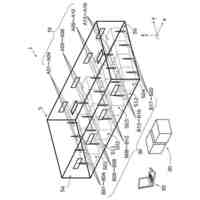
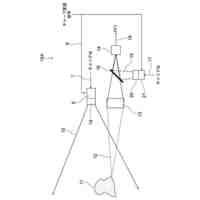
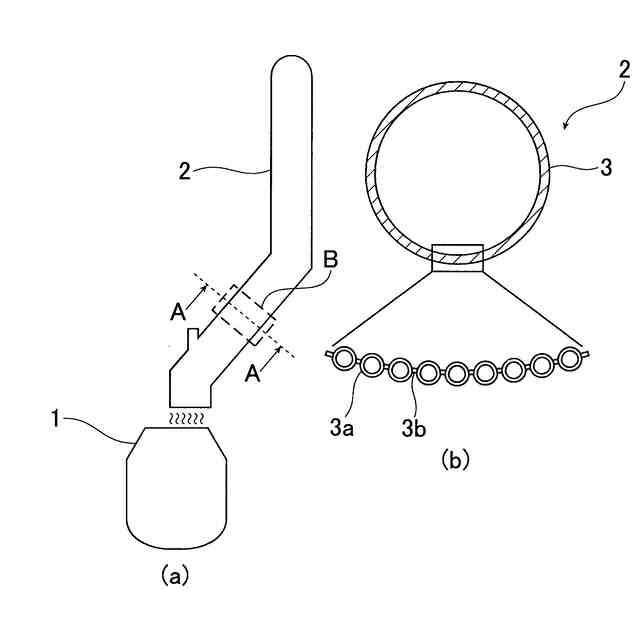
溶鋼の吹錬工程においては、転炉に溶鋼を装入して脱酸等の処理が行われる。そして、処理により発生した高温の排気ガスは、転炉の上方に設けられたガス回収装置(ボイラー)に回収され、外部に連結された外部排気装置に送られる。
【0003】
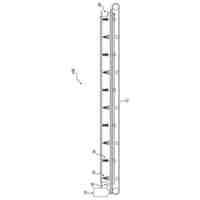
ガス回収装置は、回収した排気ガスを送通させる配管を有する。配管は、複数の管体(パイプ)を円環状に配置すると共にこれら管体を溶接して組み立てたメンブレン構造の壁部を有している。この構成を有することで、円環状に配置された管体の内部を流通する水流と回収された排気ガスとの熱交換が行われ、排気ガスからの熱回収が可能となっている。
【0004】
ここで、転炉における操業及びガス回収装置における排気ガスの回収により、円環状に配置された管体においては、水流に接している内面と排気ガスに接している外面との間で温度差が発生した状態となる。その上で、管体の内面にて水流内に気泡が滞留した際には、当該気泡が排気ガスとの熱交換に影響を及ぼすことで熱疲労に発展する。
【0005】
更に、熱疲労が発生した状態が長期間に亘る場合には、管体に亀裂(ヒートクラック)が発生する。管体に発生する亀裂は、管体の内面から外面に向けて延びるように発生し、その後、亀裂が外面に達することで水漏れが発生する。
【0006】
このため、探傷プローブを用いて、管体の外面から管体の内面における亀裂の発生の有無を検査する探傷が行われている。特に、内面から発生した亀裂の深さについて、一定の深さに到達した段階で正確に検出し、水漏れが発生する前に補修及び管体の交換作業を行う必要がある。
【0007】
探傷の技術としては、対象物(管体)の内部における亀裂の検出のため、超音波探傷が多く行われている。また、特許文献1は、熱回収用ボイラーにおける管体の内部欠陥(亀裂)の検査について、渦流探傷プローブを用いた渦流探傷に関する方法を開示する。
【先行技術文献】
【特許文献】
【0008】
特開2017-173144号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、超音波探傷及び渦流探傷においては、探傷プローブの探触子を対象物の外面に近接させた状態で、超音波及び渦電流を原理とする検査を行う都合から、対象物の外面における凹凸の影響を大きく受けてしまう。そして、管体の外面においては、転炉にて生成した排気ガスと接することによる腐食が進行し、凹凸の形状に変形することがある。このため、管体の外面における事前の処置(凹凸の除去)を行わずに超音波探傷及び渦流探傷をそのまま適用する場合には、亀裂の検出の精度に問題が生じる。また、検出の精度を維持するために、外面における事前の処置を行う場合であっても、当該処置が難しい材質である場合や、探傷の対象とする面積が広い場合も多く、検査の前に多大な労力を要するといった問題がある。
【0010】
本発明は上記事情に鑑みてなされたもので、その目的とするところは、管体の外面の凹凸の影響を抑制すると共に、亀裂の検出精度を維持することができる渦流探傷方法を提供することにある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
炭酸化物含有物質の製造方法
今日
JFEスチール株式会社
芯金治具およびパイプの製造方法
1日前
JFEスチール株式会社
オーダ充当支援装置及びオーダ充当支援方法
今日
JFEスチール株式会社
鋼片の溶削装置、鋼片の溶削方法及び、鋼片の製造方法
1日前
JFEスチール株式会社
製鋼スラグの蒸気エージング方法、及び製鋼スラグ用の処理ピット
1日前
ユニパルス株式会社
力変換器
20日前
横浜ゴム株式会社
音響窓
22日前
株式会社豊田自動織機
産業車両
27日前
三菱電機株式会社
計測器
14日前
株式会社辰巳菱機
システム
8日前
日置電機株式会社
測定装置
21日前
個人
センサーを備えた装置
24日前
日本精機株式会社
施工管理システム
24日前
IPU株式会社
距離検出装置
20日前
株式会社東芝
センサ
23日前
株式会社FRPカジ
FRP装置
10日前
TDK株式会社
ガスセンサ
2日前
富士レビオ株式会社
嵌合システム
13日前
株式会社精工技研
光電圧プローブ
今日
日本精工株式会社
分注装置
6日前
株式会社CAST
センサ固定治具
27日前
大和製衡株式会社
組合せ計量装置
10日前
株式会社田中設備
報知装置
28日前
学校法人立命館
液面レベルセンサ
7日前
株式会社カワタ
サンプリング装置
3日前
本多電子株式会社
超音波ソナー装置
15日前
三菱マテリアル株式会社
温度センサ
6日前
アズビル株式会社
火炎状態判定装置
21日前
株式会社熊平製作所
刃物類判別装置
27日前
富士電機株式会社
半導体パッケージ
16日前
戸田建設株式会社
測量機
6日前
個人
ヨウ素滴定を用いたアミノ酸の定量方法
1か月前
已久工業股ふん有限公司
空気圧縮機構造
23日前
トヨタ自動車株式会社
表面傷の検査方法
22日前
トヨタ自動車株式会社
データの補正方法
15日前
三和テッキ株式会社
架線の高さ、偏位測定装置
8日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ