TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025126956
公報種別
公開特許公報(A)
公開日
2025-09-01
出願番号
2024023360
出願日
2024-02-20
発明の名称
固定子コイルの製造方法及び固定子コイルの製造装置
出願人
三菱電機株式会社
代理人
弁理士法人ぱるも特許事務所
主分類
H02K
15/085 20060101AFI20250825BHJP(電力の発電,変換,配電)
要約
【課題】固定子スロットに挿入されるコイル高さを簡易な構成で低く形成できるコイル製造方法はなかった。
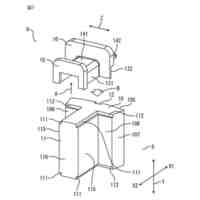
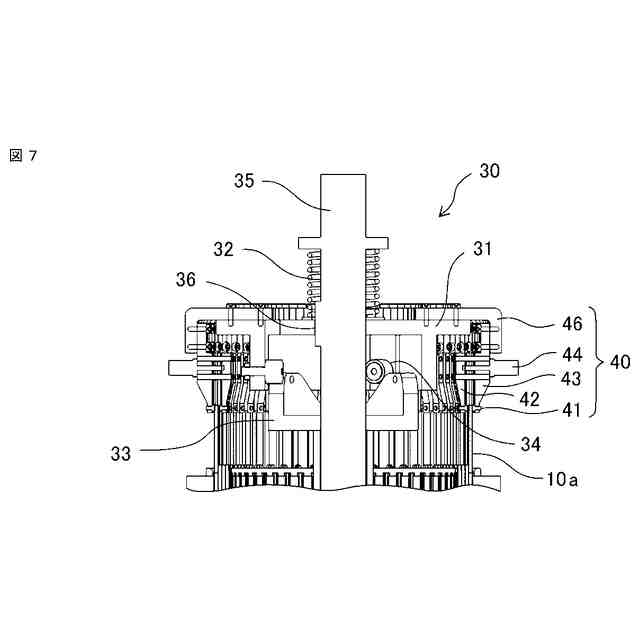
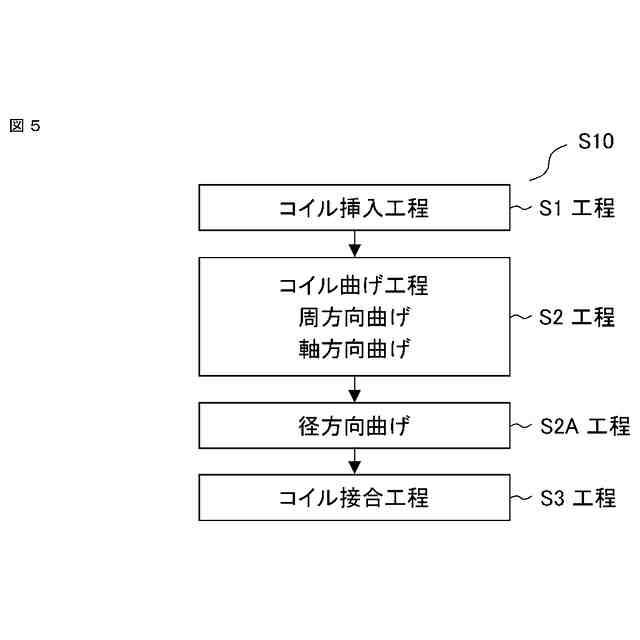
【解決手段】固定子鉄心の軸方向に沿って形成されたスロットにコイル導体を挿入し、挿入したコイル導体の固定子鉄心の端面から突出したコイル導体の端部を、爪部に回転可能に支持された把持部で固定子鉄心の径方向から把持し、爪部を固定子鉄心の周方向に回転させながら固定子鉄心の端面に向かって軸方向に移動させることで把持部が回転しながら把持された前記コイル導体端部を前記固定子鉄心の端面方向に折り曲げる。
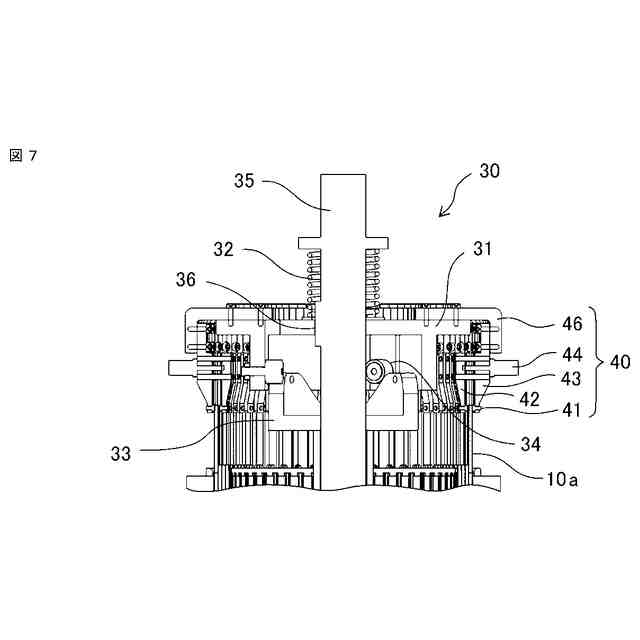
【選択図】図7
特許請求の範囲
【請求項1】
固定子鉄心の軸方向に沿って形成されたスロットにコイル導体を挿入し、挿入したコイル導体の前記固定子鉄心の端面から突出した前記コイル導体の端部を、爪部に回転可能に支持された把持部で前記固定子鉄心の径方向から把持し、前記爪部を前記固定子鉄心の周方向に回転させながら前記固定子鉄心の端面に向かって前記軸方向に移動させることで前記把持部が回転しながら把持された前記コイル導体端部を前記固定子鉄心の端面方向に折り曲げる固定子コイルの製造方法。
続きを表示(約 1,700 文字)
【請求項2】
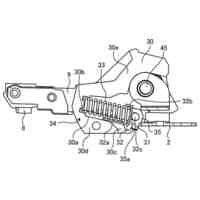
前記爪部は、前記軸方向に延びるシャフトに沿って移動可能な従動ブラケットに配設され、前記従動ブラケットが、前記固定子鉄心に固定された円筒カムに形成されたカム曲線に沿って移動することにより、前記爪部が前記周方向及び前記軸方向に移動することを特徴とする請求項1に記載の固定子コイルの製造方法。
【請求項3】
前記従動ブラケットは、前記シャフトに取り付けられたコイルバネによって前記円筒カムに押し付けるように付勢されていることを特徴とする請求項2に記載の固定子コイルの製造方法。
【請求項4】
前記爪部は前記径方向にも移動し、前記固定子鉄心の径よりも径方向に広がるように前記コイル導体の端部が折り曲げられることを特徴とする請求項1から3のいずれか1項に記載の固定子コイルの製造方法。
【請求項5】
前記コイルバネと前記従動ブラケットの間に、円錐台形状の径の長い底面が前記コイルバネと対向し、径の短い端面が前記従動ブラケットと対向するリフターを前記シャフトの回りに配置し、前記リフターの側面に接し前記リフターの軸方向の移動に応じて前記従動ブラケット上を前記径方向に移動可能なテーパ部が形成されたプレートに前記爪部が取り付けられ、前記リフターの前記軸方向への移動により、前記爪部は前記径方向に移動することを特徴とする請求項3に記載の固定子コイルの製造方法。
【請求項6】
前記把持部に溝部を形成したことを特徴とする請求項1に記載の固定子コイルの製造方法。
【請求項7】
前記把持部に形成された複数の溝が前記コイル導体端部を把持する前にあらかじめ定められた角度で保持されるように、弾性材により付勢された前記把持部に係合するストッパを備えたことを特徴とする請求項6に記載の固定子コイルの製造方法。
【請求項8】
固定子鉄心の軸方向に沿って形成されたスロットに第1のコイル導体を挿入し、挿入した前記第1のコイル導体の前記固定子鉄心の端面から突出した前記第1のコイル導体の端部を、爪部に回転可能に支持された把持部で前記固定子鉄心の径方向から把持し、前記爪部を前記固定子鉄心の周の一方向に回転させながら前記軸方向に前記固定子鉄心の端面に向かって移動させることで把持された前記第1のコイル導体の端部を前記固定子鉄心の端面方向に折り曲げ、その後、隣接する前記スロットに挿入された第2のコイル導体の端部を、前記把持部で把持し、前記周の一方向と逆方向に爪部を回転させることで前記第1のコイル導体の端部と逆方向に第2のコイル導体の端部が折り曲げられ、折り曲げられた前記第1のコイル導体の端部と前記第2のコイル導体の端部を接合する固定子コイルの製造方法。
【請求項9】
前記爪部は、前記軸方向に延びるシャフトに沿って移動可能な従動ブラケットに配設され、前記従動ブラケットは、前記固定子鉄心に固定された円筒カムのカム曲線に沿って前記固定子鉄心の周方向及び前記軸方向に移動し、前記カム曲線を前記周方向に対称形状とすることで前記第1のコイル導体の時計回りの成形と前記第2のコイル導体の反時計回りの成形を前記円筒カムで共用することを特徴とする請求項8に記載の固定子コイルの製造方法。
【請求項10】
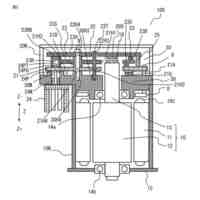
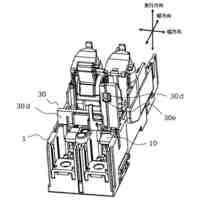
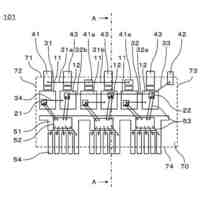
固定子鉄心の軸方向に配置されるシャフト、前記シャフトとともに回転可能で、前記シャフトに沿って移動可能な従動ブラケット、前記従動ブラケットの移動をガイドする円筒カム、前記従動ブラケットから前記固定子鉄心の径方向外側に延びるプレートに取り付けられた爪部、前記爪部に回転可能に支持された把持部を備え、前記固定子鉄心の軸方向に沿って形成されたスロットに挿入されたコイル導体の前記固定子鉄心の端面から突出した端部が前記把持部により固定子鉄心の径方向から把持され、前記従動ブラケットの移動による前記爪部の前記固定子鉄心の周方向及び前記軸方向の移動により前記把持部が回転しながら把持された前記コイル導体端部を前記固定子鉄心の端面方向に折り曲げることを特徴とする固定子コイルの製造装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は固定子コイルの製造方法及び固定子コイルの製造装置に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
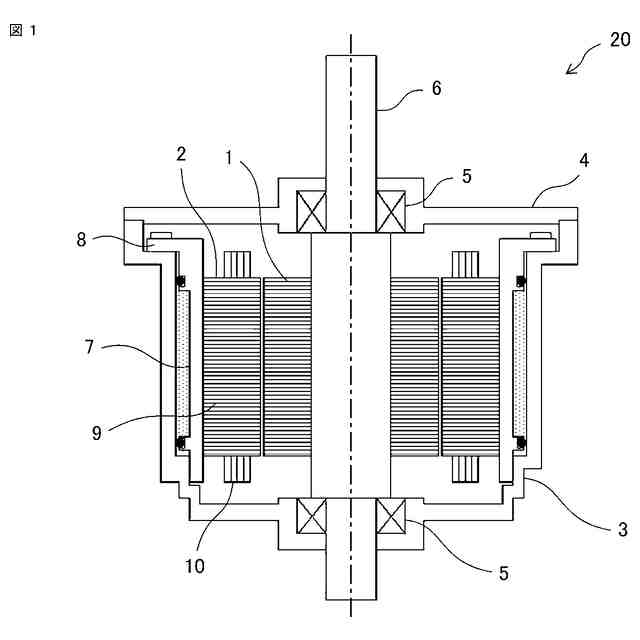
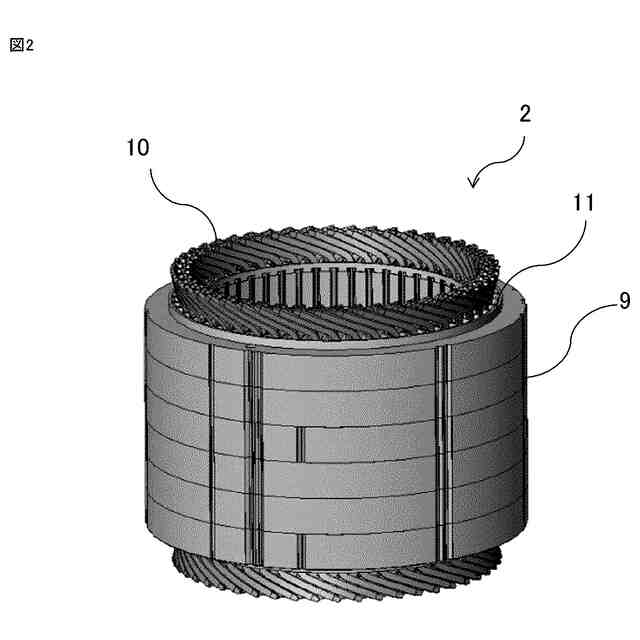
電気自動車などの駆動源として、または回生ブレーキによる電力回収のため回転電機が車両に搭載されている。回転電機は固定子と回転子からなり、固定子は円筒状の鉄心から軸方向に突出した複数のティースを有する。複数のティースには銅などのコイル材が巻回され、所定のティースに巻回されたコイル材同士を接続することで一円のコイルを形成する。
【0003】
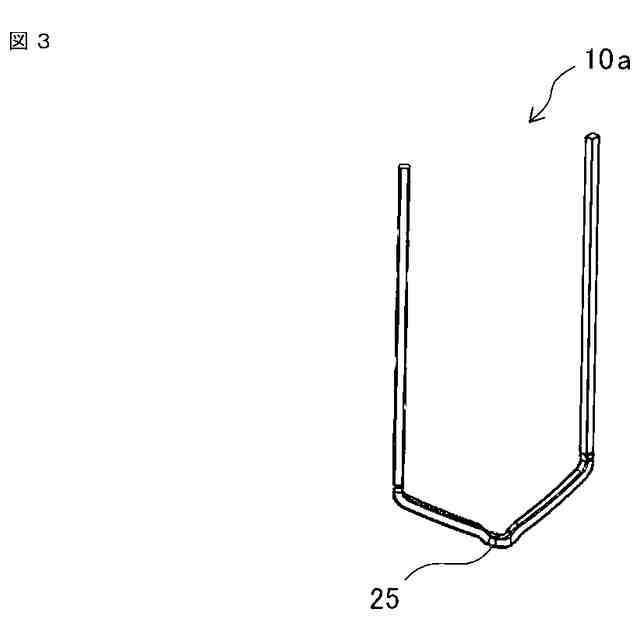
コイル材として平角線を使用したセグメントコイルでは、あらかじめU字型またはI字型に成形されたコイル材を固定子のティース間に形成されたスロットに挿入した後、固定子鉄心の挿入方向と逆方向に突出したコイル材を周方向に折り曲げる。その後、同様に折り曲げられた隣接するスロットの接合相手となるコイル材とコイル端の接合部同士を近接させて接合する。
【0004】
コイル材は、固定子鉄心およびコイル間の絶縁のために絶縁被膜で覆っており、コイル材先端の接合部は電気的に接合するため絶縁被膜があらかじめ除去されている。接合手段にはTIG(Tungsten Inert Gas)溶接あるいはレーザー溶接などが用いられる。コイル材同士の接合部は、固定子鉄心の軸方向端面から軸方向への突出が最も高い位置となるため固定子鉄心からのコイル接合部の高さを低減することで高出力でありながら小型な回転電機を製作することができる。鉄心端面からコイル接合部の高さを低減するセグメントコイルの加工法として、コイル先端を周方向に折り曲げる曲げ工程と軸方向に押しつける押圧工程を連続的に行う加工が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
特開2019-187049号公報(11頁9行~40行、図7~図9A)
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載の加工法では、コイル材先端を折り曲げ治具の周方向の片側の面で周方向に押し付けたまま折り曲げ治具を回転することで周方向に折り曲げる。そのまま周方向に折り曲げ続けるとコイル根本の曲げRが大きくなるため、同一治具に設けた周方向の反対側の面でコイルを径方向に保持した状態で軸方向に押圧することで、コイル根本の曲げRを小さく形成しコイル先端の接合部の高さを低くする成形を行うことができる。
【0007】
但し、この方法では折り曲げ治具をコイル材先端の折り曲げの軌跡と同じでなく、曲げ工程の軌跡と押付け工程の軌跡を曲げ加工の途中で遷移する必要がある。このような軌跡の遷移は単純な機構の組合せで実現するのは困難であり、折り曲げ治具の位置を検知し、CNC(Computerized Numerical Control)装置などを使用して正確に軌跡を制御する必要があるため、加工設備が大型化し安価に製造することができない。
【0008】
また、コイルは周方向、軸方向に曲げられているだけでなく径方向にも広げられた形状とすることが多い。この場合は特許文献1の構成に加え、径方向への曲げ機構を別途設ける必要があるため、さらに設備が大型化する。
【0009】
本開示は、上記のような課題を解決するためになされたもので、簡易な構成の設備でコイル接合部の高さが低く成形でき、信頼性が高く安価な固定子コイルの製造方法を提供するものである。
【課題を解決するための手段】
【0010】
本開示の固定子コイルの製造方法は、固定子鉄心の軸方向に沿って形成されたスロットにコイル導体を挿入し、挿入したコイル導体の固定子鉄心の端面から突出したコイル導体の端部を、爪部に回転可能に支持された把持部で固定子鉄心の径方向から把持し、爪部を固定子鉄心の周方向に回転させながら固定子鉄心の端面に向かって軸方向に移動させることで把持部が回転しながら把持された前記コイル導体端部を前記固定子鉄心の端面方向に折り曲げる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三菱電機株式会社
給湯機
1か月前
三菱電機株式会社
冷蔵庫
25日前
三菱電機株式会社
計測器
1か月前
三菱電機株式会社
照明器具
1か月前
三菱電機株式会社
照明装置
1か月前
三菱電機株式会社
回転電機
14日前
三菱電機株式会社
照明装置
1か月前
三菱電機株式会社
照明装置
7日前
三菱電機株式会社
照明器具
13日前
三菱電機株式会社
照明装置
1か月前
三菱電機株式会社
回転電機
18日前
三菱電機株式会社
回転電機
10日前
三菱電機株式会社
照明装置
28日前
三菱電機株式会社
照明装置
1か月前
三菱電機株式会社
送風装置
1か月前
三菱電機株式会社
照明器具
20日前
三菱電機株式会社
電源回路
2か月前
三菱電機株式会社
照明装置
26日前
三菱電機株式会社
換気装置
13日前
三菱電機株式会社
電子機器
24日前
三菱電機株式会社
半導体装置
13日前
三菱電機株式会社
半導体装置
1か月前
三菱電機株式会社
飛しょう体
1か月前
三菱電機株式会社
電気掃除機
18日前
三菱電機株式会社
半導体装置
1か月前
三菱電機株式会社
加熱調理器
1か月前
三菱電機株式会社
加熱調理器
1か月前
三菱電機株式会社
回路遮断器
17日前
三菱電機株式会社
回路遮断器
27日前
三菱電機株式会社
半導体装置
24日前
三菱電機株式会社
半導体装置
13日前
三菱電機株式会社
半導体装置
24日前
三菱電機株式会社
半導体装置
1か月前
三菱電機株式会社
半導体装置
1か月前
三菱電機株式会社
電気接続部
2か月前
三菱電機株式会社
半導体装置
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ