TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025128776
公報種別
公開特許公報(A)
公開日
2025-09-03
出願番号
2024025689
出願日
2024-02-22
発明の名称
研削加工装置及び研削加工装置の定盤精度出し方法
出願人
有限会社サクセス
代理人
弁護士法人滝田三良法律事務所
主分類
H01L
21/304 20060101AFI20250827BHJP(基本的電気素子)
要約
【課題】砥石定盤のドレス加工を容易として高い研削精度を維持することができる研削加工装置及び研削加工装置の定盤精度出し方法を提供する。
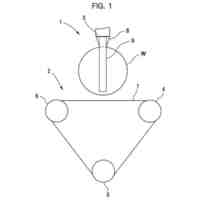
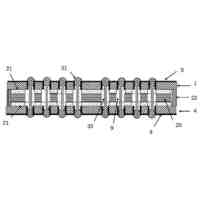
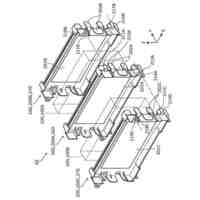
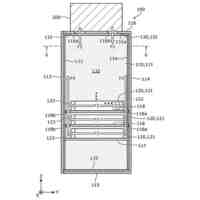
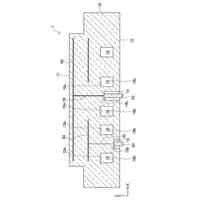
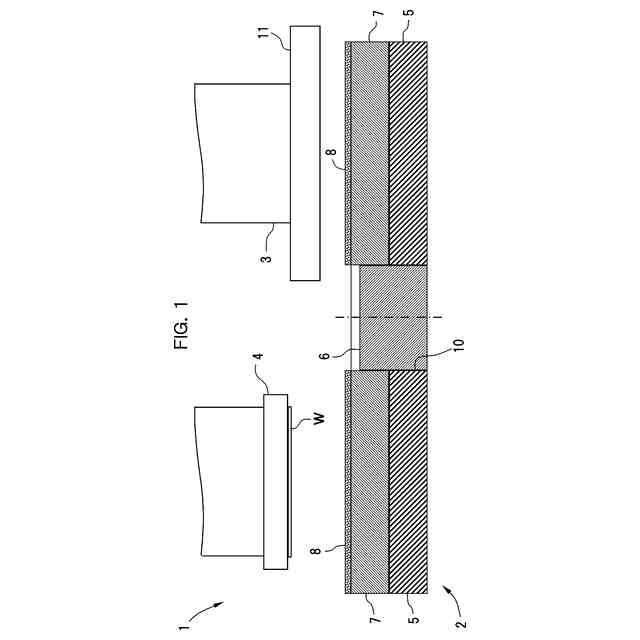
【解決手段】半導体結晶ウェハWを研削加工する研削加工装置1は、ウェハWを保持するウェハ保持手段4と、ウェハ保持手段4に支持したウェハWの被研削面に対向する砥石定盤7と、砥石定盤7を取り付ける取付面9を有して砥石定盤7を支持するベース定盤5と、ベース定盤5の中心部に設けられて取付面9から突出するセンター円盤6と、砥石定盤7に対向するドレッシング手段3とを備える。センター円盤6は、ベース定盤5の中央部に形成されたセンター抜き穴10に着脱自在に挿着されている。ベース定盤5の取付面9は、センター円盤6を取付面9から非突出とした状態でドレッシング手段3によりドレス加工が施されている。
【選択図】図1
特許請求の範囲
【請求項1】
半導体結晶インゴットからスライス状に切り出されたウェハを研削加工する研削加工装置であって、前記ウェハを保持するウェハ保持手段と、前記ウェハ保持手段に支持したウェハの被研削面に対向する砥石定盤と、前記砥石定盤を取り付ける取付面を有して前記砥石定盤を支持するベース定盤と、前記ベース定盤の中心部に設けられて前記取付面から突出するセンター円盤と、前記砥石定盤に対向するドレッシング手段とを備えるものにおいて、
前記センター円盤は、前記ベース定盤の中央部に形成されたセンター抜き穴に着脱自在に挿着されており、
前記ベース定盤の前記取付面は、前記センター円盤を前記取付面から非突出とした状態で前記ドレッシング手段によりドレス加工が施されていることを特徴とする研削加工装置。
続きを表示(約 650 文字)
【請求項2】
半導体結晶インゴットからスライス状に切り出されたウェハを研削加工する研削加工装置の定盤精度出し方法であって、
前記研削加工装置が、前記ウェハを支持するウェハ保持手段と、前記ウェハ保持手段に支持したウェハの被研削面に対向する砥石定盤と、前記砥石定盤を取り付ける取付面を有して前記砥石定盤を支持するベース定盤と、前記ベース定盤の中心部に着脱自在に設けられて前記取付面から突出するセンター円盤と、前記砥石定盤に対向するドレッシング手段とを備えるものであるとき、
前記センター円盤を前記ベース定盤の前記取付面から非突出の退避状態とするセンター円盤退避工程と、
前記センター円盤退避工程により前記センター円盤を退避状態とした前記ベース定盤の前記取付面に、前記ドレッシング手段によるドレス加工を施して前記取付面を基準面とする基準面形成工程と、
を含むことを特徴とする研削加工装置の定盤精度出し方法。
【請求項3】
請求項2記載の研削加工装置の定盤精度出し方法において、
前記研削加工装置が、前記ベース定盤の前記取付面側を上面としたとき、前記ベース定盤の下面側に重合するベース下定盤を備えている場合には、
前記センター円盤退避工程に先だって、前記ベース定盤が非重合状態の前記ベース下定盤の上面側に、前記ドレッシング手段によるドレス加工を施して他の基準面とする他の基準面形成工程を行うことを特徴とする研削加工装置の定盤精度出し方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、半導体結晶インゴットからスライス状に切り出されたウェハを研削加工するための研削加工装置及び研削加工装置が備えている定盤の精度出し方法に関する。
続きを表示(約 920 文字)
【背景技術】
【0002】
従来、半導体結晶インゴットからスライス状に切り出されたウェハに研削加工を施す研削加工装置が知られている(例えば、特許文献1参照)。
【0003】
この種の研削加工装置は、ベース定盤と、砥石定盤とを備えている。砥石定盤は、ベース定盤の上面に形成された取付面に取り付けられている。砥石定盤は、その上面に研削砥石を備えている。
【0004】
ベース定盤の中央部には、鉛直方向の軸線が回転軸線に一致するセンター円盤が一体に設けられている。センター円盤は、ベース定盤の取付部よりも上方に突出している。砥石定盤をベース定盤の取付面に取り付ける際には、砥石定盤の側縁(中央側)を、センター円盤の周壁に当接させることで砥石定盤を位置決めすることができる。
【0005】
ウェハ保持手段に保持されたウェハの被研削面(図中下側の面)は、研削砥石の上面に摺接し、これによってウェハの研削加工が行われる。
【先行技術文献】
【特許文献】
【0006】
2007-19434号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、この種の研削加工装置においては、砥石定盤の研削精度を維持するために、研削砥石のドレッシングが行われる。
【0008】
しかし、砥石定盤の取り付け姿勢は、ベース定盤の取付面の状態に影響を受ける。このため、例えば、取付面の水平でない場合には、研削砥石の上面を水平にするためのドレス加工を行うが、ドレス加工の際の研削砥石の上面の削り量が大きくなる。
【0009】
それによって、ドレッシング時間が長くなることや、砥石定盤の交換頻度が増加する等が生じ、更には、複数のベース定盤間での砥石定盤を付け替えが困難となる不都合がある。
【0010】
そこで、ベース定盤の取付面に対してドレス用砥石を用いてドレス加工を施し、研削砥石の精度出しをする(例えば、平坦かつ水平にする)ことが考えられる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
有限会社サクセス
半導体結晶ウェハの製造装置
1か月前
有限会社サクセス
研削加工装置及び研削加工装置の定盤精度出し方法
1か月前
日本発條株式会社
積層体
14日前
個人
フレキシブル電気化学素子
3日前
東レ株式会社
多孔質炭素シート
1か月前
ローム株式会社
半導体装置
12日前
株式会社ユーシン
操作装置
3日前
個人
防雪防塵カバー
14日前
ローム株式会社
半導体装置
5日前
ローム株式会社
半導体装置
10日前
ローム株式会社
半導体装置
12日前
ローム株式会社
半導体装置
12日前
個人
半導体パッケージ用ガラス基板
13日前
株式会社ホロン
冷陰極電子源
10日前
ニチコン株式会社
コンデンサ
26日前
ニチコン株式会社
コンデンサ
26日前
株式会社GSユアサ
蓄電装置
10日前
太陽誘電株式会社
全固体電池
10日前
オムロン株式会社
電磁継電器
4日前
株式会社ティラド
面接触型熱交換器
25日前
株式会社GSユアサ
蓄電装置
14日前
株式会社GSユアサ
蓄電設備
3日前
株式会社GSユアサ
蓄電設備
3日前
太陽誘電株式会社
コイル部品
3日前
日本特殊陶業株式会社
保持装置
10日前
日本特殊陶業株式会社
保持装置
12日前
日本特殊陶業株式会社
保持装置
14日前
日東電工株式会社
積層体
4日前
日本特殊陶業株式会社
保持装置
10日前
トヨタ自動車株式会社
蓄電装置
3日前
サクサ株式会社
電池の固定構造
3日前
ノリタケ株式会社
熱伝導シート
3日前
トヨタ自動車株式会社
二次電池
14日前
ローム株式会社
電子装置
14日前
マクセル株式会社
配列用マスク
25日前
トヨタ自動車株式会社
バッテリ
4日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ