TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025129470
公報種別
公開特許公報(A)
公開日
2025-09-05
出願番号
2024026116
出願日
2024-02-26
発明の名称
製鋼工程における溶鋼温度降下量予測方法および溶鋼温度降下量予測装置
出願人
JFEスチール株式会社
代理人
弁理士法人銀座マロニエ特許事務所
主分類
C21C
7/00 20060101AFI20250829BHJP(鉄冶金)
要約
【課題】温度降下予測精度を向上させた製鋼工程における溶鋼温度降下量予測技術を提供する。
【解決手段】転炉工程から過去のあるチャージの溶鋼を受けた溶鋼鍋の使用回数、空鍋待機時間、溶鋼鍋の輸送時間、処理時間、終了時における溶鋼温度、処理経路、および、連続鋳造工程における該チャージの溶鋼を受けるタンディッシュの連続使用回数を含む情報を教師データとして、自工程終了時から後工程までの溶鋼温度降下量を予測する温度降下量予測モデルを予め構築し、温度降下予測対象チャージの溶鋼の後工程における目標温度、溶鋼鍋の使用回数、予定空鍋待機時間、輸送予定時間、予定処理時間、終了時における予定溶鋼温度、予定処理経路、および、連続鋳造工程における対象チャージの溶鋼を受けるタンディッシュの予定連続使用回数を含む情報を前記温度降下量予測モデルに入力し、前記対象チャージの自工程終了時から後工程までの溶鋼温度降下量を求める。
【選択図】図1
特許請求の範囲
【請求項1】
転炉工程から溶鋼を溶鋼鍋に受け、該溶鋼を、二次精錬工程を経て、最終的に連続鋳造工程に搬送して処理する製鋼工程で、自工程を転炉工程または二次精錬工程とし、対応する後工程をそれぞれ二次精錬工程または連続鋳造工程とする場合において、
過去のあるチャージを受けた前記溶鋼鍋の使用回数、前回受けた溶鋼を排出してから該チャージの溶鋼を受けるまでの空鍋待機時間、自工程から後工程までの該溶鋼鍋の輸送時間、二次精錬工程における処理時間、二次精錬工程終了時における溶鋼温度、二次精錬工程における処理経路、および、連続鋳造工程における該チャージの溶鋼を受けるタンディッシュの連続使用回数を含む情報を教師データとして、自工程終了時から後工程までの溶鋼温度降下量を予測する温度降下量予測モデルを予め構築し、
温度降下予測対象チャージの溶鋼の後工程における目標温度、対象チャージの溶鋼を受けるのに使用する溶鋼鍋の使用回数、該溶鋼鍋の予定空鍋待機時間、前記自工程から後工程までの輸送予定時間、二次精錬工程における予定処理時間、二次精錬工程終了時における予定溶鋼温度、二次精錬工程における予定処理経路、および、連続鋳造工程における対象チャージの溶鋼を受けるタンディッシュの予定連続使用回数を含む情報を前記温度降下量予測モデルに入力し、前記対象チャージの自工程終了時から後工程までの溶鋼温度降下量を求める、製鋼工程における溶鋼温度降下量予測方法。
続きを表示(約 1,900 文字)
【請求項2】
前記教師データに、さらに、前記過去のチャージの連続鋳造工程における鋳片厚および鋳片幅ならびに該チャージを受けるタンディッシュにおける溶鋼流制御のためのタンディッシュ堰の設置有無の情報を含み、
前記対象チャージの自工程終了時から後工程までの溶鋼温度降下量を求めるにあたり、さらに、前記温度降下量予測モデルに入力する情報に、前記対象チャージの連続鋳造工程における鋳片厚および鋳片幅ならびに前記対象チャージを受けるタンディッシュにおける溶鋼流制御のためのタンディッシュ堰の設置有無を含む、請求項1に記載の製鋼工程における溶鋼温度降下量予測方法。
【請求項3】
前記温度降下量予測モデルが、ロジスティック回帰分析、決定木、ニューラルネットワークおよびディープラーニングのうちのいずれかで機械学習によって構築されたものである、請求項1または2に記載の製鋼工程における溶鋼温度降下量予測方法。
【請求項4】
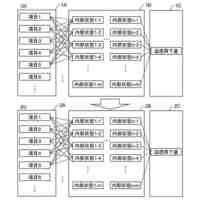
前記温度降下量予測モデルがニューラルネットワークで機械学習によって構築されたものであり、
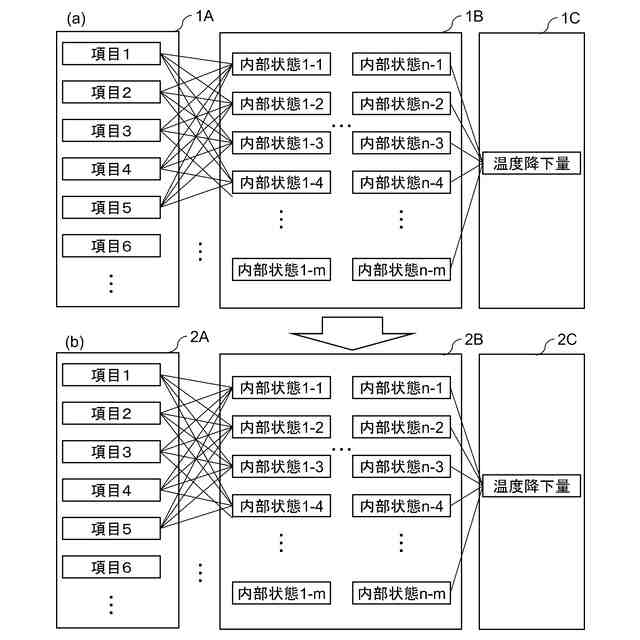
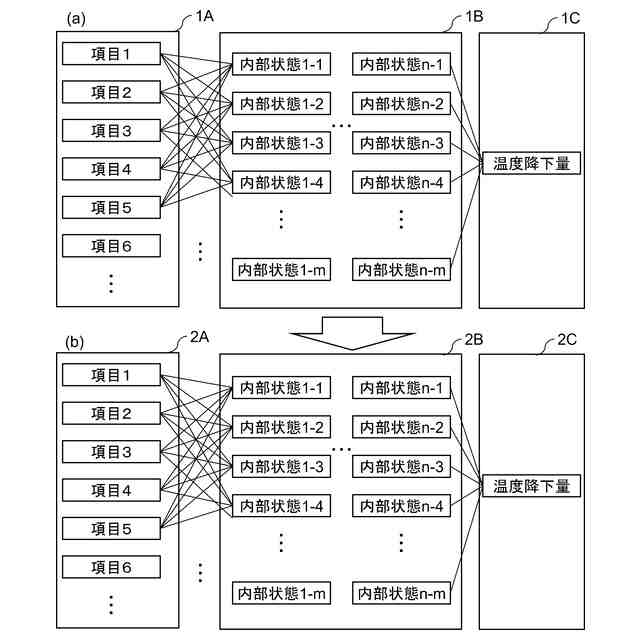
前記教師データをニューラルネットワークに入力し、前記教師データを記憶した前記ニューラルネットワークで重み係数を求め、求めた該重み係数を基にニューロンの内部状態に変換し、変換した該内部状態から有効化する内部状態を選択して学習したものである、請求項3に記載の製鋼工程における溶鋼温度降下量予測方法。
【請求項5】
請求項1に記載の製鋼工程における溶鋼温度降下量予測方法に用いる装置であって、
過去のあるチャージを受けた前記溶鋼鍋の使用回数、前回受けた溶鋼を排出してから該チャージの溶鋼を受けるまでの空鍋待機時間、自工程から後工程までの該溶鋼鍋の搬送時間、二次精錬工程における処理時間、二次精錬工程終了時における溶鋼温度、二次精錬工程における処理経路、および、連続鋳造工程における該チャージの溶鋼を受けるタンディッシュの連続使用回数を含む過去実績を、教師データとして、予め構築した温度降下量予測モデルに入力する過去実績入力部と、
前記教師データにより前記温度降下量予測モデルを学習する学習部と、
前記温度降下量予測モデルに、温度降下予測対象チャージの溶鋼の後工程における目標温度および対象チャージの溶鋼を受けるのに使用する溶鋼鍋の使用回数、該溶鋼鍋の予定空鍋待機時間、前記自工程から後工程までの輸送予定時間、二次精錬工程における予定処理時間、二次精錬工程終了時における予定溶鋼温度、二次精錬工程における予定処理経路、ならびに、連続鋳造工程における対象チャージの溶鋼を受けるタンディッシュの予定連続使用回数を含む情報を入力する対象情報入力部と、
過去実績入力部および対象情報入力部で入力されたデータを用いて、学習部で学習された前記温度降下量予測モデルにより、前記対象チャージの自工程終了時から後工程までの溶鋼温度降下量を予測する予測部と、
前記溶鋼温度降下量の予測結果を出力する出力部と、
を備える、溶鋼温度降下量予測装置。
【請求項6】
過去実績入力部は、さらに、前記過去のチャージの連続鋳造工程における鋳片厚および鋳片幅ならびに該チャージを受けるタンディッシュにおける溶鋼流制御のためのタンディッシュ堰の設置有無の情報を追加して教師データに入力しており、
対象情報入力部は、前記温度降下予測対象チャージの連続鋳造工程における鋳片厚および鋳片幅ならびに対象チャージを受けるタンディッシュにおける溶鋼流制御のためのタンディッシュ堰の設置有無を追加して入力している、
請求項5に記載の溶鋼温度降下量予測装置。
【請求項7】
前記温度降下量予測モデルが、ロジスティック回帰分析、決定木、ニューラルネットワークおよびディープラーニングのうちのいずれかで機械学習によって構築されたものである、請求項5または6に記載の溶鋼温度降下量予測装置。
【請求項8】
前記温度降下量予測モデルがニューラルネットワークで機械学習によって構築されたものであり、
前記教師データをニューラルネットワークに入力し、前記教師データを記憶した前記ニューラルネットワークで重み係数を求め、求めた該重み係数を基にニューロンの内部状態に変換し、変換した該内部状態から有効化する内部状態を選択して学習したものである、
請求項7に記載の溶鋼温度降下量予測装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、製鋼工程における溶鋼温度の降下量算出に関する。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
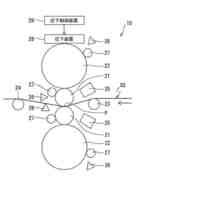
転炉工程から最終的に連続鋳造工程に至る製鋼工程には、転炉工程から真空脱ガス工程を含む二次精錬工程を経由して連続鋳造工程に至るケース1、または、転炉工程から直接連続鋳造工程に至るケース2が存在する。製鋼工程、特に連続鋳造工程における課題として溶鋼の温度高が挙げられる。溶鋼の温度高が発生すると、再溶解性ブレークアウトのリスクが高まるため連続鋳造工程において鋳造速度を減速する必要が生じる。さらに、出鋼温度高により転炉工程における石灰使用量増加に伴うコストが増加する。そこで、製鋼工程においては、出鋼温度を下げ、溶鋼温度を低く保つことがコストダウンやトラブル防止の観点から求められる。一方で、溶鋼温度が過剰に低いと、連続鋳造工程においてタンディッシュのスライディングノズルが詰まるなど、操業上のトラブルの原因にもつながる。そのため、製鋼工程における溶鋼温度の降下量を正確に算出することが課題となる。
【0003】
溶鋼温度の降下量を正確に算出する方法としては、製鋼工程における溶鋼鍋の条件や輸送時間などに対し重み係数を求め、温度降下量を算出する方法がある。
【0004】
たとえば、特許文献1には、後工程からの要求に基づき自工程の溶鋼温度を、階層型ニューラルネットワークを用いて自動的に求める技術が開示されている。その技術は、まず、ニューラルネットワークに溶鋼鍋の使用回数や待機時間、輸送時間、タンディッシュ使用回数、溶鋼への合金投入量の実績データを記憶させる。そして、ニューラルネットワークの重み係数としきい値を求める。そのニューラルネットワークの入力層に温度調整対象チャージの溶鋼鍋の使用回数や待機時間、予定輸送時間、タンディッシュ使用回数、溶鋼への合金投入予定量を入力し、溶鋼の温度降下量を計算するものである。
【先行技術文献】
【特許文献】
【0005】
特開平08-003621号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記各従来技術には以下のような解決しなければならない課題がある。
すなわち、特許文献1に記載の方法では、二次精錬工程での操業条件を十分考慮されておらず、下記(1)~(4)に示すように温度降下量の推定精度が十分ではない問題があった。
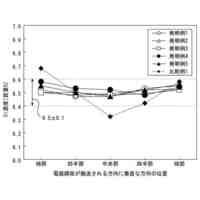
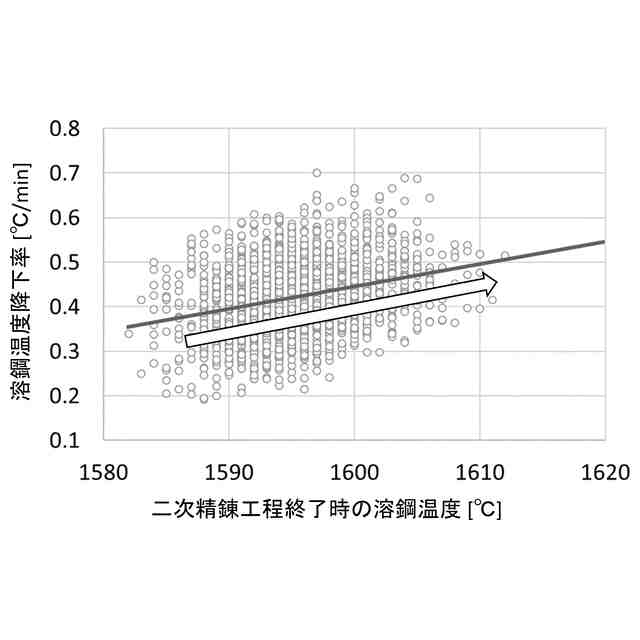
(1)二次精錬工程における処理終了温度が高いほど、連続鋳造工程に至るまでの温度降下量が大きくなる傾向がある。特許文献1では「温度調整対象チャージ」における二次精錬工程の処理終了温度は考慮しておらず、温度調整対象チャージにおいて本影響を十分評価できない。
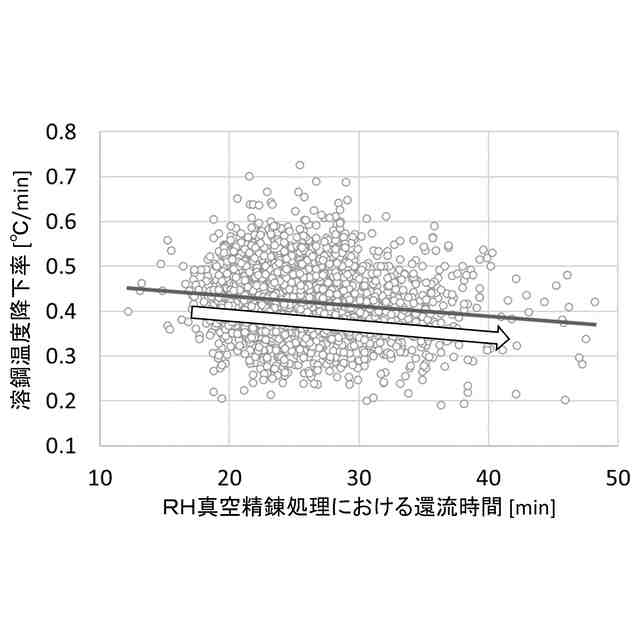
(2)二次精錬工程における処理時間が長いほど、連続鋳造工程に至るまでの温度降下量が小さくなる傾向がある。これは処理時間の変化により、取鍋内における溶鋼の対流現象が変化するためである。
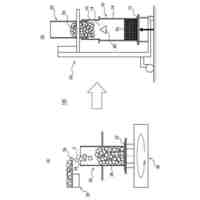
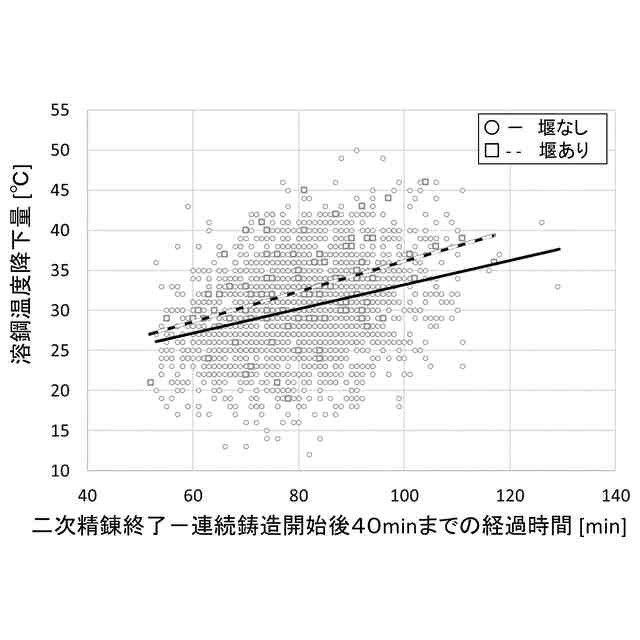
(3)溶鋼流制御のためのタンディッシュ堰の設置有無により、連続鋳造工程に至るまでの温度降下量が変化する。これはタンディッシュ堰により溶鋼の抜熱量が変化することや、溶鋼流が変化することにより溶鋼の対流現象が変化することによる。
(4)連続鋳造工程におけるそのチャージの鋳片厚や鋳片幅により、連続鋳造工程における温度降下量が変化する。これは連続鋳造工程における単位時間当たりの鋳造量により、連続鋳造工程における温度降下量が変化するためである。
【0007】
本発明は前記課題を解決するためになされたものであり、二次精錬工程および連続鋳造工程における操業条件を加味し、温度降下予測精度を向上させた製鋼工程における溶鋼温度降下量予測技術を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を有利に解決する本発明にかかる製鋼工程における溶鋼温度降下量予測方法は、転炉工程から溶鋼を溶鋼鍋に受け、該溶鋼を、二次精錬工程を経て、最終的に連続鋳造工程に搬送して処理する製鋼工程で、自工程を転炉工程または二次精錬工程とし、対応する後工程をそれぞれ二次精錬工程または連続鋳造工程とする場合において、過去のあるチャージを受けた前記溶鋼鍋の使用回数、前回受けた溶鋼を排出してから該チャージの溶鋼を受けるまでの空鍋待機時間、自工程から後工程までの該溶鋼鍋の輸送時間、二次精錬工程における処理時間、二次精錬工程終了時における溶鋼温度、二次精錬工程における処理経路、および、連続鋳造工程における該チャージの溶鋼を受けるタンディッシュの連続使用回数を含む情報を教師データとして、自工程終了時から後工程までの溶鋼温度降下量を予測する温度降下量予測モデルを予め構築し、温度降下予測対象チャージの溶鋼の後工程における目標温度、対象チャージの溶鋼を受けるのに使用する溶鋼鍋の使用回数、該溶鋼鍋の予定空鍋待機時間、前記自工程から後工程までの輸送予定時間、二次精錬工程における予定処理時間、二次精錬工程終了時における予定溶鋼温度、二次精錬工程における予定処理経路、および、連続鋳造工程における対象チャージの溶鋼を受けるタンディッシュの予定連続使用回数を含む情報を前記温度降下量予測モデルに入力し、前記対象チャージの自工程終了時から後工程までの溶鋼温度降下量を求めることを特徴とする。
【0009】
なお、本発明にかかる製鋼工程における溶鋼温度降下量予測方法は、
(a)前記教師データに、さらに、前記過去のチャージの連続鋳造工程における鋳片厚および鋳片幅ならびに該チャージを受けるタンディッシュにおける溶鋼流制御のためのタンディッシュ堰の設置有無の情報を含み、前記対象チャージの自工程終了時から後工程までの溶鋼温度降下量を求めるにあたり、さらに、前記温度降下量予測モデルに入力する情報に、前記対象チャージの連続鋳造工程における鋳片厚および鋳片幅ならびに前記対象チャージを受けるタンディッシュにおける溶鋼流制御のためのタンディッシュ堰の設置有無を含むこと、
(b)前記温度降下量予測モデルが、ロジスティック回帰分析、決定木、ニューラルネットワークおよびディープラーニングのうちのいずれかで機械学習によって構築されたものであること、
(c)前記温度降下量予測モデルがニューラルネットワークで機械学習によって構築されたものであり、前記教師データをニューラルネットワークに入力し、前記教師データを記憶した前記ニューラルネットワークで重み係数を求め、求めた該重み係数を基にニューロンの内部状態に変換し、変換した該内部状態から有効化する内部状態を選択して学習したものであること、
などがより好ましい課題解決手段になる。
【0010】
上記課題を有利に解決する本発明にかかる溶鋼温度降下量予測装置は、上記製鋼工程における溶鋼温度降下量予測方法に用いる装置であって、過去のあるチャージを受けた前記溶鋼鍋の使用回数、前回受けた溶鋼を排出してから該チャージの溶鋼を受けるまでの空鍋待機時間、自工程から後工程までの該溶鋼鍋の搬送時間、二次精錬工程における処理時間、二次精錬工程終了時における溶鋼温度、二次精錬工程における処理経路、および、連続鋳造工程における該チャージの溶鋼を受けるタンディッシュの連続使用回数を含む過去実績を、教師データとして、予め構築した温度降下量予測モデルに入力する過去実績入力部と、前記教師データにより前記温度降下量予測モデルを学習する学習部と、前記温度降下量予測モデルに、温度降下予測対象チャージの溶鋼の後工程における目標温度および対象チャージの溶鋼を受けるのに使用する溶鋼鍋の使用回数、該溶鋼鍋の予定空鍋待機時間、前記自工程から後工程までの輸送予定時間、二次精錬工程における予定処理時間、二次精錬工程終了時における予定溶鋼温度、二次精錬工程における予定処理経路、ならびに、連続鋳造工程における対象チャージの溶鋼を受けるタンディッシュの予定連続使用回数を含む情報を入力する対象情報入力部と、過去実績入力部および対象情報入力部で入力されたデータを用いて、学習部で学習された前記温度降下量予測モデルにより、前記対象チャージの自工程終了時から後工程までの溶鋼温度降下量を予測する予測部と、前記溶鋼温度降下量の予測結果を出力する出力部と、を備えることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
収納箱
2日前
JFEスチール株式会社
モノパイル
6日前
JFEスチール株式会社
排ガス脱硫剤
26日前
JFEスチール株式会社
渦流探傷方法
24日前
JFEスチール株式会社
H形鋼の製造方法
9日前
JFEスチール株式会社
高炉の原料装入方法
9日前
JFEスチール株式会社
熱交換器の性能評価方法
2日前
JFEスチール株式会社
自動車のサイドシル構造
4日前
JFEスチール株式会社
炭酸化物含有物質の製造方法
10日前
JFEスチール株式会社
亜鉛および金属鉄の分離回収方法
6日前
JFEスチール株式会社
芯金治具およびパイプの製造方法
11日前
JFEスチール株式会社
アンモニア応力腐食割れ促進試験方法
12日前
JFEスチール株式会社
幅プレス制御方法及び幅プレス制御装置
20日前
JFEスチール株式会社
ガス分離回収方法およびガス分離回収設備
26日前
JFEスチール株式会社
高炉内の状態測定システム及び状態測定方法
12日前
JFEスチール株式会社
溶接部良否判定装置及び溶接部良否判定方法
1か月前
JFEスチール株式会社
オーダ充当支援装置及びオーダ充当支援方法
10日前
JFEスチール株式会社
酸素化合物ガスの分解方法およびガス分解装置
5日前
JFEスチール株式会社
電極および水電解セルならびにそれらの製造方法
25日前
JFEスチール株式会社
冷間圧延機、冷間圧延方法、及び鋼板の製造方法
19日前
JFEスチール株式会社
フェライト系ステンレス熱延鋼板およびその製造方法
13日前
JFEスチール株式会社
縦型乾留炉の操業状態判定装置及び操業状態判定方法
23日前
JFEスチール株式会社
積層体、ガス分解装置および酸素化合物ガスの分解方法
5日前
JFEスチール株式会社
鋼片の溶削装置、鋼片の溶削方法及び、鋼片の製造方法
11日前
JFEスチール株式会社
コークス炉への原料装入方法およびコークスの製造方法
9日前
JFEスチール株式会社
コークス炉への原料装入方法およびコークスの製造方法
9日前
JFEスチール株式会社
コークス炉の炉蓋部状態推定方法及び状態推定モデルの生成方法
6日前
JFEスチール株式会社
製鋼スラグの蒸気エージング方法、及び製鋼スラグ用の処理ピット
11日前
JFEスチール株式会社
熱交換器性能推定方法、熱交換器性能推定システム、及び、出力装置
4日前
JFEスチール株式会社
鋼材の処理設備、鋼材の製造設備、鋼材の処理方法、及び鋼材の製造方法
18日前
JFEスチール株式会社
製鋼工程における溶鋼温度降下量予測方法および溶鋼温度降下量予測装置
2日前
JFEスチール株式会社
高炉スラグの改質方法、高炉スラグの改質装置及び改質高炉スラグの製造方法
2日前
JFEスチール株式会社
熱回収容器への高温粒状物の装入装置及び装入方法並びに高温粒状物からの熱回収方法
26日前
JFEスチール株式会社
溶融亜鉛めっき鋼帯、溶融亜鉛めっき鋼帯の調質圧延方法及び溶融亜鉛めっき鋼帯の製造方法
13日前
JFEスチール株式会社
粉粒体が堆積した環境での金属材料の耐食性評価方法、構造物の腐食管理方法、鋼材の管理方法および構造物の製造方法
18日前
JFEスチール株式会社
表面検査装置の調整方法、基準偏光素子の調整方法、表面検査装置、物体の品質管理方法、物体の製造設備、基準偏光素子用調整装置、及び、表面検査装置の調整方法で用いる光量計
20日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ