TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025126943
公報種別
公開特許公報(A)
公開日
2025-09-01
出願番号
2024023328
出願日
2024-02-20
発明の名称
加工装置
出願人
株式会社ディスコ
代理人
インフォート弁理士法人
主分類
H01L
21/304 20060101AFI20250825BHJP(基本的電気素子)
要約
【課題】加工装置のスループットとバランスを取りながら電力消費を抑制する。
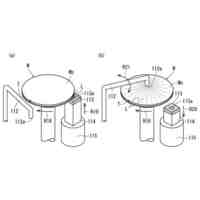
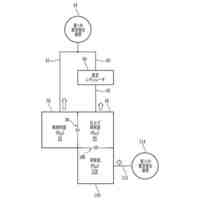
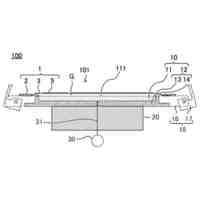
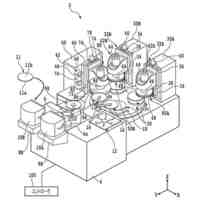
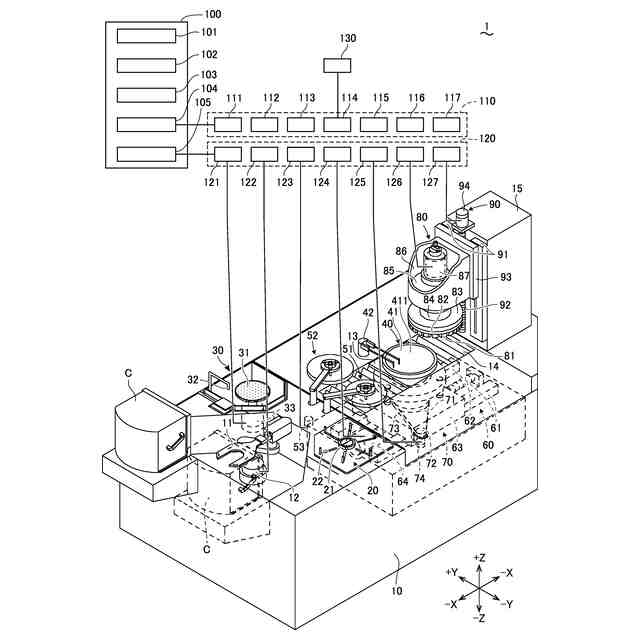
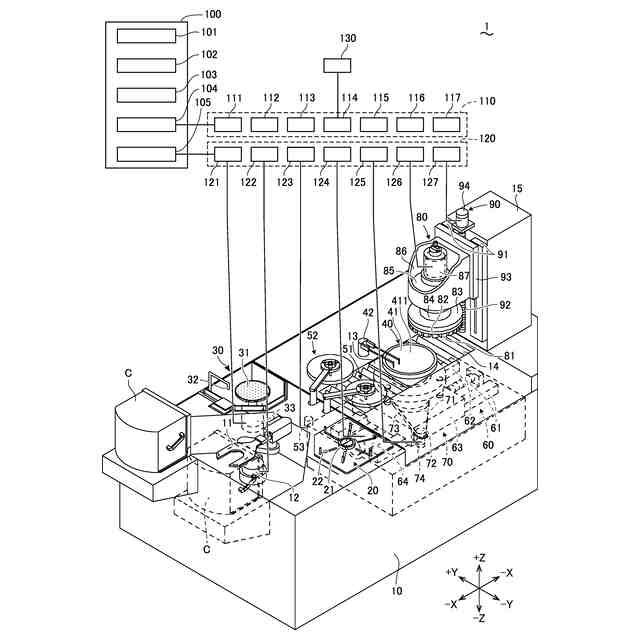
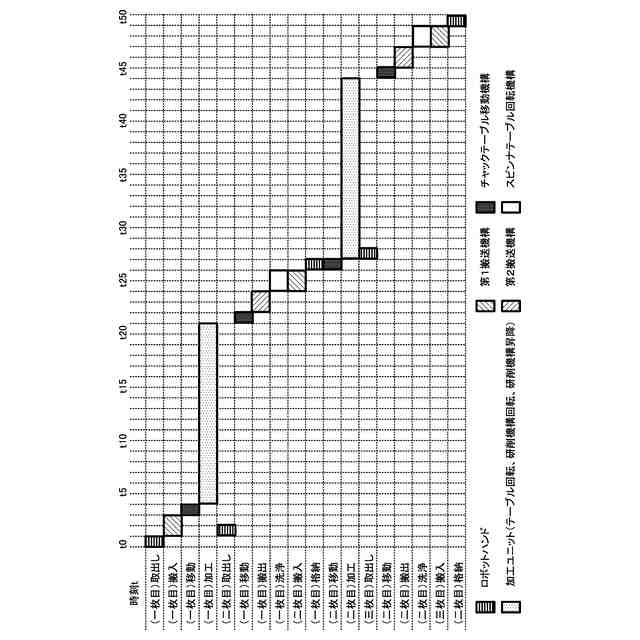
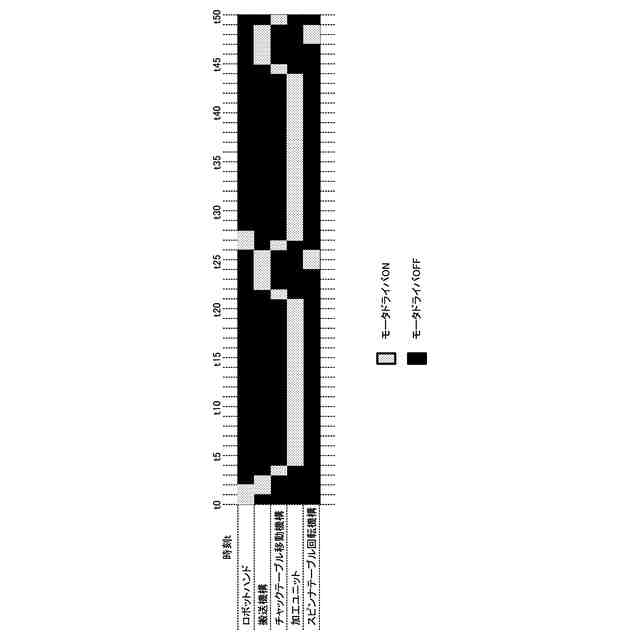
【解決手段】研削装置1は、チャックテーブル40と、チャックテーブル40に保持された被加工物を加工する研削機構80と、チャックテーブル40と研削機構80を相対的に移動させる移動機構を備える。研削装置1は、チャックテーブル40、研削機構80、移動機構を各々駆動させる各々のサーボモータと、サーボモータを動作させるモータドライバ120と、モータドライバ120に供給する電力をON/OFFするスイッチ110と、加工条件を設定する加工条件設定部101と、加工条件を基にサーボモータの駆動期間を算出する期間算出部102と、駆動期間に基づいて動作中でないサーボモータを選出するモータ選出部103と、選出されたサーボモータを動作させるモータドライバ120の電源をオフするスイッチ制御部104を備える。
【選択図】図1
特許請求の範囲
【請求項1】
被加工物を保持して回転する保持機構と、該保持機構に保持された被加工物を加工する加工機構と、該加工機構により被加工物を加工する加工位置に該保持機構と該加工機構とを相対的に移動させる移動機構と、を少なくとも備える加工装置であって、
該保持機構、該加工機構、該移動機構を各々駆動させる各々のサーボモータと、
該サーボモータを動作させるモータドライバと、
該モータドライバに供給する電力をON/OFFするスイッチと、
被加工物を加工するための加工条件を設定する加工条件設定部と、
該加工条件設定部に設定された加工条件を基に該サーボモータの各々の動作が予定される駆動期間を算出する期間算出部と、
前記期間算出部が算出した駆動期間に基づいて動作中でない該サーボモータを選出するモータ選出部と、
該モータ選出部によって選出された該サーボモータを動作させる該モータドライバの電源をオフするスイッチ制御部と、を備える、
加工装置。
続きを表示(約 440 文字)
【請求項2】
被加工物を保持して回転する保持機構と、該保持機構に保持された被加工物を加工する加工機構と、該加工機構により被加工物を加工する加工位置に該保持機構と該加工機構とを相対的に移動させる移動機構と、を少なくとも備える加工装置であって、
該保持機構、該加工機構、該移動機構を駆動させる各々のサーボモータと、
該サーボモータを動作させるモータドライバと、
被加工物を加工するための加工条件を設定する加工条件設定部と、
該加工条件設定部に設定された加工条件を基に該サーボモータの各々の動作が予定される駆動期間を算出する期間算出部と、
前記期間算出部が算出した駆動期間に基づいて動作中でない該サーボモータ、または、処理速度が遅くてもよい該サーボモータを選出するモータ選出部と、
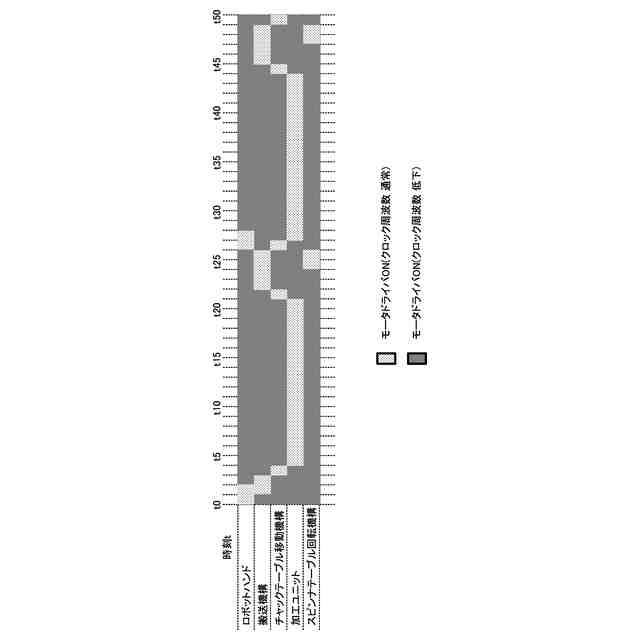
該モータ選出部によって選出された該サーボモータを動作させる該モータドライバのクロック周波数を遅くするクロック周波数変更部と、を備える、
加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
半導体ウェーハなどの被加工物の加工を行う、サーボモータを備えた加工装置が知られている(例えば、特許文献1を参照)。このようなサーボモータを用いたサーボシステムは、サーボモータ、ドライバ、コントローラで構成され、コントローラからの指令とサーボモータのエンコーダからのフィードバック信号に基づいて、ドライバがサーボモータを精密に制御する。
【0003】
一方で、サーボシステムでは、サーボモータが駆動していない間もドライバへ電力が供給されるため、電力を消費しやすい。特に、例えば、特許文献2に記載されるような研削加工時間が長い研削装置にサーボシステムが用いられると、待機時間が長くなるため、各ドライバの待機中に消費される電力が相対的に増加してしまう。
【0004】
このような課題に関連する技術は、例えば、特許文献3に記載されている。サーボアンプ(ドライバ)内のCPUの動作クロックを遅くすることで電力消費を抑える技術が記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2021-091035号公報
特開2006-237333号公報
特開2008-067562号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献3に記載されるように動作クロックを遅くすることで、消費電力を抑えることができる。しかしながら、その分、動作の速度が遅くなり処理時間が長くなってしまうため、加工装置のスループットが低下してしまう。
【0007】
本発明は、上記の事情を鑑みてなされたものであって、スループットとバランスを取りながら加工装置の電力消費を抑制する技術を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の一態様の加工装置は、被加工物を保持して回転する保持機構と、該保持機構に保持された被加工物を加工する加工機構と、該加工機構により被加工物を加工する加工位置に該保持機構と該加工機構とを相対的に移動させる移動機構と、を少なくとも備える加工装置であって、該保持機構、該加工機構、該移動機構を各々駆動させる各々のサーボモータと、該サーボモータを動作させるモータドライバと、該モータドライバに供給する電力をON/OFFするスイッチと、被加工物を加工するための加工条件を設定する加工条件設定部と、該加工条件設定部に設定された加工条件を基に該サーボモータの各々の動作が予定される駆動期間を算出する期間算出部と、前記期間算出部が算出した駆動期間に基づいて動作中でない該サーボモータを選出するモータ選出部と、該モータ選出部によって選出された該サーボモータを動作させる該モータドライバの電源をオフするスイッチ制御部と、を備える。
【0009】
本発明の別の態様の加工装置は、被加工物を保持して回転する保持機構と、該保持機構に保持された被加工物を加工する加工機構と、該加工機構により被加工物を加工する加工位置に該保持機構と該加工機構とを相対的に移動させる移動機構と、を少なくとも備える加工装置であって、該保持機構、該加工機構、該移動機構を駆動させる各々のサーボモータと、該サーボモータを動作させるモータドライバと、被加工物を加工するための加工条件を設定する加工条件設定部と、該加工条件設定部に設定された加工条件を基に該サーボモータの各々の動作が予定される駆動期間を算出する期間算出部と、前記期間算出部が算出した駆動期間に基づいて動作中でない該サーボモータ、または、処理速度が遅くてもよい該サーボモータを選出するモータ選出部と、該モータ選出部によって選出された該サーボモータを動作させる該モータドライバのクロック周波数を遅くするクロック周波数変更部と、を備える。
【発明の効果】
【0010】
本発明によれば、スループットとバランスを取りながら加工装置の電力消費を抑制する技術を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
加工装置
14日前
株式会社ディスコ
切削装置
20日前
株式会社ディスコ
研削装置
8日前
株式会社ディスコ
加工装置
14日前
株式会社ディスコ
固定構造
15日前
株式会社ディスコ
支持基板
13日前
株式会社ディスコ
加工装置
5日前
株式会社ディスコ
加工装置
20日前
株式会社ディスコ
加工装置
1日前
株式会社ディスコ
加工装置
1日前
株式会社ディスコ
加工装置
12日前
株式会社ディスコ
気液分離配管
19日前
株式会社ディスコ
薬液管理方法
7日前
株式会社ディスコ
基板の接合方法
11日前
株式会社ディスコ
基板の製造方法
11日前
株式会社ディスコ
ブレード着脱具
13日前
株式会社ディスコ
基板の製造方法
12日前
株式会社ディスコ
成形品の製造方法
26日前
株式会社ディスコ
ドレッシング方法
4日前
株式会社ディスコ
マスクの形成方法
28日前
株式会社ディスコ
負荷試験システム
1か月前
株式会社ディスコ
ウエーハの加工方法
26日前
株式会社ディスコ
ウエーハの加工方法
1か月前
株式会社ディスコ
ウェーハの分割方法
12日前
株式会社ディスコ
ウエーハの加工装置
4日前
株式会社ディスコ
研削ホイール着脱治具
14日前
株式会社ディスコ
切削方法及び切削装置
8日前
株式会社ディスコ
加工装置及び加工方法
7日前
株式会社ディスコ
砥石及び研削ホイール
5日前
株式会社ディスコ
剥離装置及び剥離方法
20日前
株式会社ディスコ
温度コントロール装置
21日前
株式会社ディスコ
処理装置、及び、処理方法
14日前
株式会社ディスコ
処理装置のメンテナンス方法
14日前
株式会社ディスコ
加工装置及び研磨面整形方法
4日前
株式会社ディスコ
被加工物の加工方法および加工装置
1か月前
株式会社ディスコ
ウエーハの加工方法および加工装置
1日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ