TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025136177
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024034422
出願日
2024-03-06
発明の名称
異常判定装置、加工システム、プログラムおよび異常判定方法
出願人
株式会社リコー
代理人
弁理士法人酒井国際特許事務所
主分類
G05B
19/18 20060101AFI20250911BHJP(制御;調整)
要約
【課題】加工装置の工具が異常であるとの判定を精度よく行う。
【解決手段】加工装置における一連の加工動作を実行中に発生した物理量の検知情報から抽出した特徴量に基づいて異常を判定する異常判定装置において、過去の複数回での異常判定に用いた特徴量の履歴から、補正パラメータを算出する算出部と、前記抽出した特徴量に、前記補正パラメータを加算して補正する補正演算部と、前記補正演算部で補正された特徴量からスコアを算出するスコア算出部と、前記スコア算出部で算出された前記スコアが予め決めた閾値を超えた場合に、前記加工装置の工具が異常であると判定する異常判定部と、を備える。
【選択図】図4
特許請求の範囲
【請求項1】
加工装置における一連の加工動作を実行中に発生した物理量の検知情報から抽出した特徴量に基づいて異常を判定する異常判定装置において、
過去の複数回での異常判定に用いた特徴量の履歴から、補正パラメータを算出する算出部と、
前記抽出した特徴量に、前記補正パラメータを加算して補正する補正演算部と、
前記補正演算部で補正された特徴量からスコアを算出するスコア算出部と、
前記スコア算出部で算出された前記スコアが予め決めた閾値を超えた場合に、前記加工装置の工具が異常であると判定する異常判定部と、
を備えることを特徴とする異常判定装置。
続きを表示(約 1,700 文字)
【請求項2】
前記スコア算出部は、算出した前記スコアを、前記加工装置の所定の動作に対応したスコア代表値を算出する、
ことを特徴とする請求項1に記載の異常判定装置。
【請求項3】
今回の異常判定における特徴量を算出する際に、過去の複数回での異常判定に用いた特徴量から、外れ値を除外する外れ値除外部と、
前記外れ値除外部により外れ値を除外した、特徴量の代表値の履歴を使って、これから診断する最新の時間分割毎の診断時の特徴量の代表値を予測する診断データ予測部と、
をさらに備え、
前記算出部は、前記診断データ予測部が予測した予測値と、正常時データとを用いて、前記補正パラメータを算出する、
ことを特徴とする請求項1に記載の異常判定装置。
【請求項4】
前記診断データ予測部は、特徴量の変化を数式で近似し、次の診断で正常動作した場合の特徴量を、近似式から予測する、
ことを特徴とする請求項3に記載の異常判定装置。
【請求項5】
前記スコア算出部は、機械学習に用いた特徴量と前記診断データ予測部が予測した予測値とで診断時の特徴量を補正したものを学習モデルに適用して、スコアを算出する、
ことを特徴とする請求項3に記載の異常判定装置。
【請求項6】
前記物理量の検知情報を時間分割する時間分割部を備え、
前記算出部は、時間分割された前記検知情報から抽出した特徴量を用いる、
ことを特徴とする請求項1に記載の異常判定装置。
【請求項7】
前記異常判定部での過去の複数回における異常判定の結果を解析する解析部と、
前記解析部による解析結果を表示部に表示させるとともに、前記解析結果に基づいて設定条件の変更を受け付ける表示受付部と、
を備えることを特徴とする請求項1に記載の異常判定装置。
【請求項8】
加工装置と、前記加工装置における一連の加工動作を実行中に発生した物理量の検知情報から抽出した特徴量に基づいて異常を判定する異常判定装置とを備える加工システムにおいて、
前記異常判定装置は、
過去の複数回での異常判定に用いた特徴量の履歴から、補正パラメータを算出する算出部と、
前記抽出した特徴量に、前記補正パラメータを加算して補正する補正演算部と、
前記補正演算部で補正された特徴量からスコアを算出するスコア算出部と、
前記スコア算出部で算出された前記スコアが予め決めた閾値を超えた場合に、前記加工装置の工具が異常であると判定する異常判定部と、
を備えることを特徴とする加工システム。
【請求項9】
加工装置における一連の加工動作を実行中に発生した物理量の検知情報から抽出した特徴量に基づいて異常を判定する異常判定装置を制御するコンピュータを、
過去の複数回での異常判定に用いた特徴量の履歴から、補正パラメータを算出する算出部と、
前記抽出した特徴量に、前記補正パラメータを加算して補正する補正演算部と、
前記補正演算部で補正された特徴量からスコアを算出するスコア算出部と、
前記スコア算出部で算出された前記スコアが予め決めた閾値を超えた場合に、前記加工装置の工具が異常であると判定する異常判定部と、
として機能させるためのプログラム。
【請求項10】
加工装置における一連の加工動作を実行中に発生した物理量の検知情報から抽出した特徴量に基づいて異常を判定する異常判定装置における異常判定方法であって、
過去の複数回での異常判定に用いた特徴量の履歴から、補正パラメータを算出する算出工程と、
前記抽出した特徴量に、前記補正パラメータを加算して補正する補正演算工程と、
前記補正演算工程で補正された特徴量からスコアを算出するスコア算出工程と、
前記スコア算出工程で算出された前記スコアが予め決めた閾値を超えた場合に、前記加工装置の工具が異常であると判定する異常判定工程と、
を含むことを特徴とする異常判定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、異常判定装置、加工システム、プログラムおよび異常判定方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、工作機械における工具の異常を判定する異常判定装置が知られている。従来の異常判定装置は、加工装置に取り付けられた振動センサから振動の検知情報を受信する。異常判定装置は、検知情報から特徴量(周波数スペクトル)を抽出する。また、異常判定装置は、特徴量からスコア(正常状態からの乖離度)を求める。そして、スコアが予め定められた閾値を超えた場合に、異常判定装置は、加工装置の工具が異常であると判定する。
【発明の概要】
【発明が解決しようとする課題】
【0003】
ところで、従来の異常判定装置によれば、加工装置の工具が正常に動作している場合であっても、工具の経時変化(例えば、刃先の摩耗)によって検知情報が変動することがある。このように検知情報の変動があった場合、特徴量が、検知情報の変動によって変動してしまう。更に、検知情報の変動に伴って特徴量の変動があった場合、特徴量から求められるスコアも変動する。
【0004】
しかしながら、従来の異常判定装置によれば、異常判定の際にスコアと比較を行う閾値は、予め定められた値(固定値)である。そのため、従来の異常判定装置によれば、工具が正常に動作している場合であっても、工具の経時変化によって特徴量が変動してしまうことで、特徴量から求められるスコアが予め定められた値である閾値を超えてしまい、工具が異常であると誤って判定されてしまうことがある。
【0005】
本発明は、上記に鑑みてなされたものであって、加工装置の工具が異常であるとの判定を精度よく行うことを目的とする。
【課題を解決するための手段】
【0006】
上述した課題を解決し、目的を達成するために、本発明は、加工装置における一連の加工動作を実行中に発生した物理量の検知情報から抽出した特徴量に基づいて異常を判定する異常判定装置において、過去の複数回での異常判定に用いた特徴量の履歴から、補正パラメータを算出する算出部と、前記抽出した特徴量に、前記補正パラメータを加算して補正する補正演算部と、前記補正演算部で補正された特徴量からスコアを算出するスコア算出部と、前記スコア算出部で算出された前記スコアが予め決めた閾値を超えた場合に、前記加工装置の工具が異常であると判定する異常判定部と、を備えることを特徴とする。
【発明の効果】
【0007】
本発明によれば、加工装置の工具が異常であるとの判定を精度よく行うことができる、という効果を奏する。
【図面の簡単な説明】
【0008】
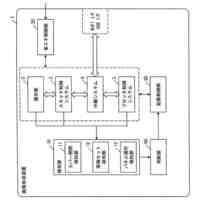
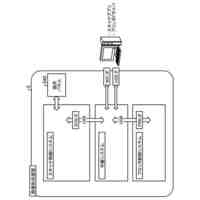
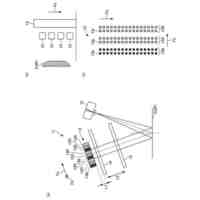
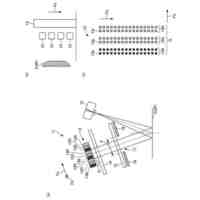
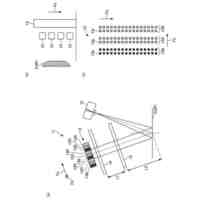
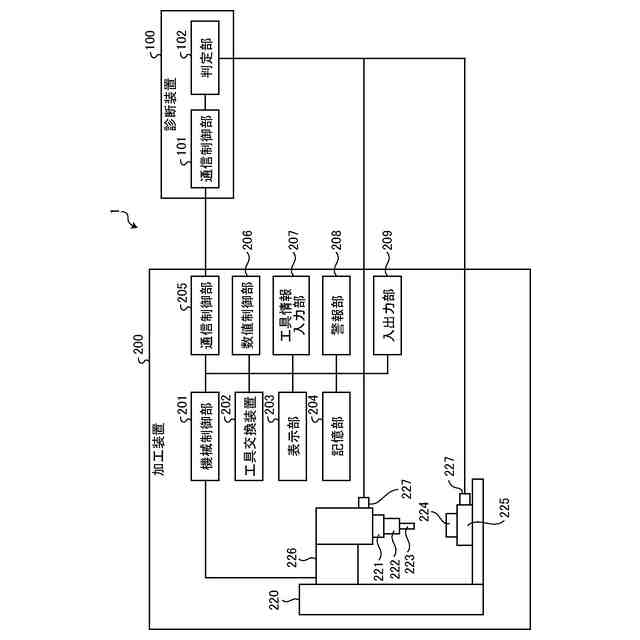
図1は、第1の実施の形態にかかる診断装置を適用した加工システムの構成例を示すブロック図である。
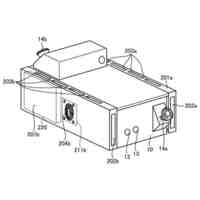
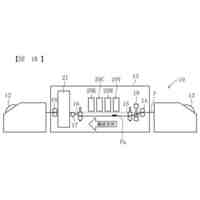
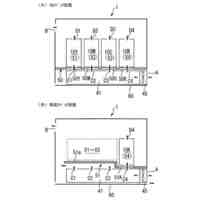
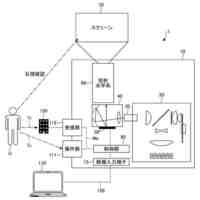
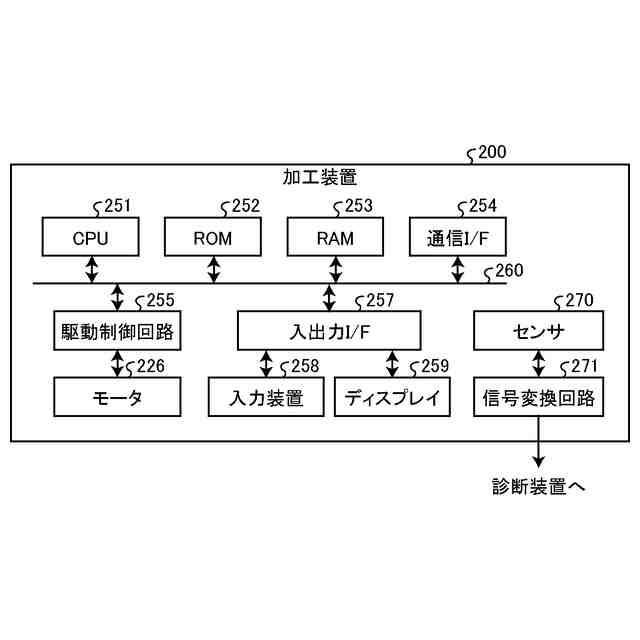
図2は、加工装置のハードウェア構成の一例を示すブロック図である。
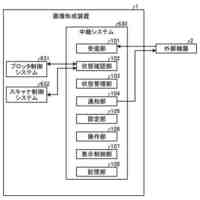
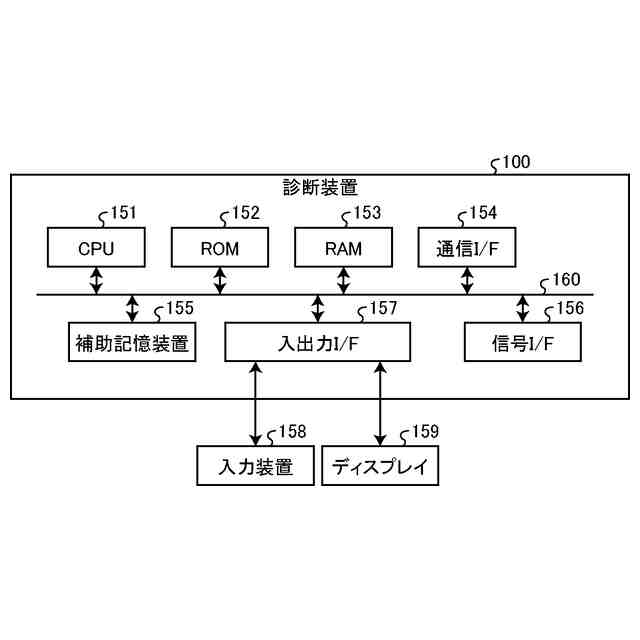
図3は、診断装置のハードウェア構成の一例を示すブロック図である。
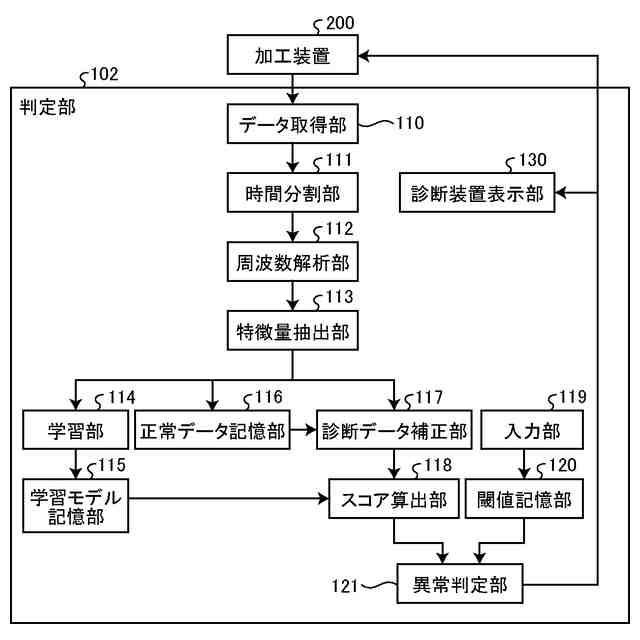
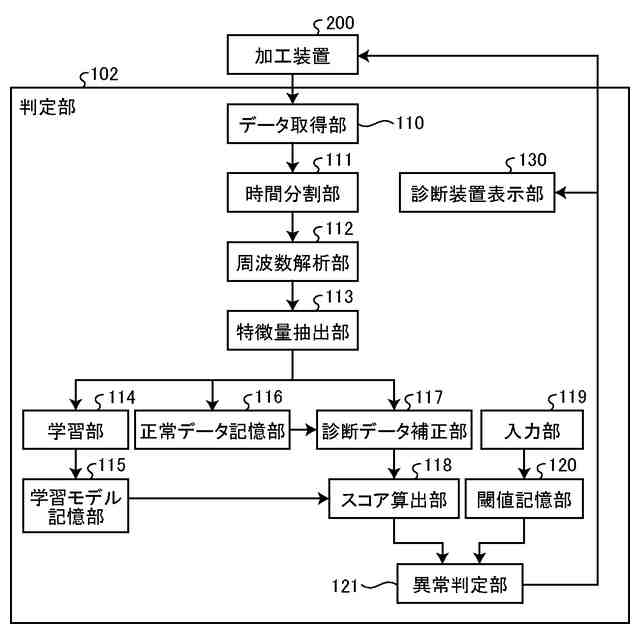
図4は、診断装置の判定部の機能構成の一例を示すブロック図である。
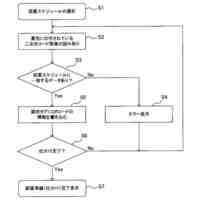
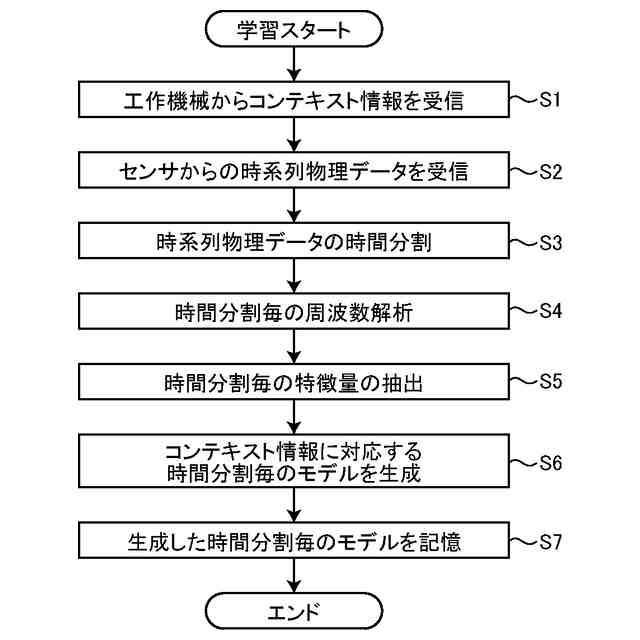
図5は、学習処理の流れを概略的に示すフローチャートである。
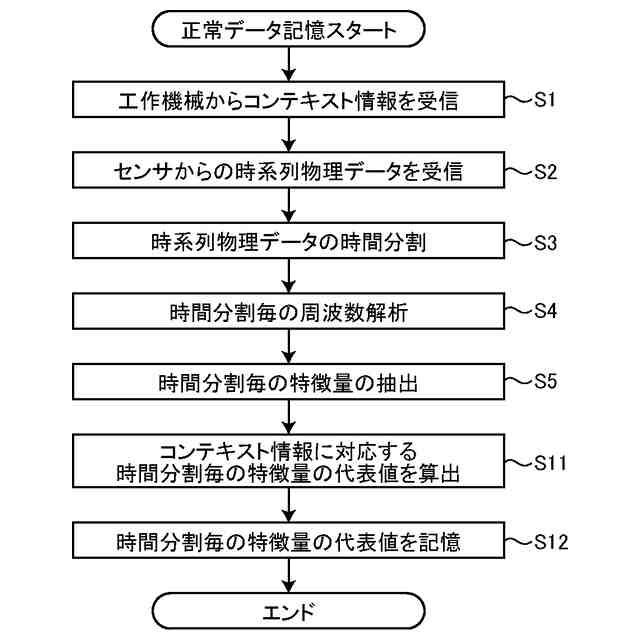
図6は、正常データ記憶処理の流れを概略的に示すフローチャートである。
図7は、診断データ補正部の機能構成の一例を示すブロック図である。
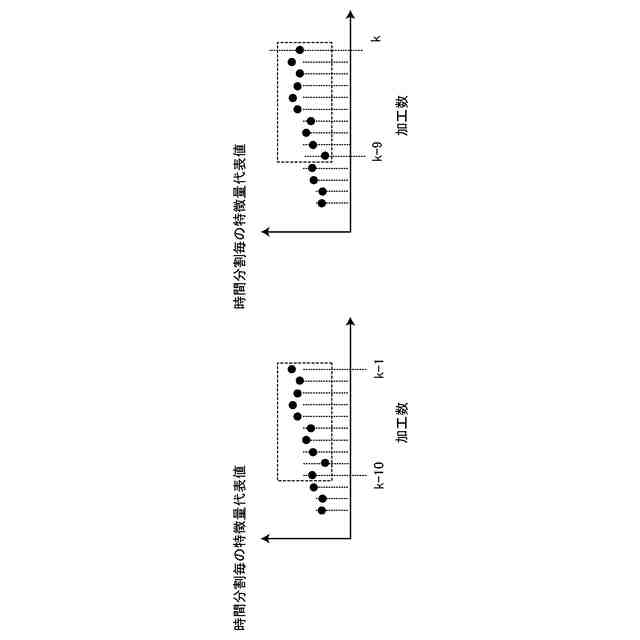
図8は、診断データ履歴記憶部における処理例を示す図である。
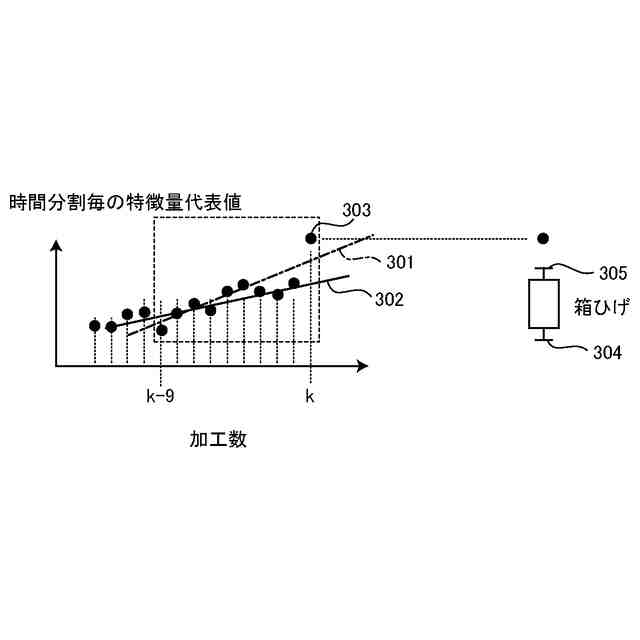
図9は、外れ値除外部と診断データ予測部における処理例を示す図である。
図10は、診断データ予測部と補正パラメータ算出部における処理例を示す図である。
図11は、補正パラメータ算出処理の流れを概略的に示すフローチャートである。
図12は、診断処理の流れを概略的に示すフローチャートである。
図13は、診断処理の具体例を示す図である。
図14は、本発明を適用しない/したスコアについて説明する図である。
図15は、第2の実施の形態にかかる診断装置を適用した加工システムの構成例を示すブロック図である。
図16は、解析部および表示受付部における処理の流れを示すフローチャートである。
図17は、表示画面の一例を示す図である。
【発明を実施するための形態】
【0009】
以下に添付図面を参照して、異常判定装置、加工システム、プログラムおよび異常判定方法の実施の形態を詳細に説明する。
【0010】
(第1の実施の形態)
図1は、第1の実施の形態にかかる診断装置を適用した加工システムの構成例を示すブロック図である。図1に示すように、本実施の形態にかかる加工システム1は、加工装置200と、異常判定装置として機能する診断装置100と、を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社リコー
綴じ装置
26日前
株式会社リコー
液体塗布装置
3日前
株式会社リコー
画像形成装置
1か月前
株式会社リコー
画像形成装置
1か月前
株式会社リコー
液体吐出装置
27日前
株式会社リコー
画像形成装置
27日前
株式会社リコー
履帯式走行体
27日前
株式会社リコー
画像形成装置
26日前
株式会社リコー
映像表示装置
20日前
株式会社リコー
画像形成装置
2日前
株式会社リコー
画像形成装置
18日前
株式会社リコー
画像形成装置
17日前
株式会社リコー
画像形成装置
10日前
株式会社リコー
拡張アンテナ装置
2日前
株式会社リコー
情報処理システム
20日前
株式会社リコー
画像投射システム
10日前
株式会社リコー
投薬管理システム
18日前
株式会社リコー
印刷応答補償機構
3日前
株式会社リコー
カラー画像形成装置
1か月前
株式会社リコー
マーキングシステム
2日前
株式会社リコー
測定装置および測定方法
19日前
株式会社リコー
測定装置および測定方法
19日前
株式会社リコー
測定装置および測定方法
19日前
株式会社リコー
定着装置及び画像形成装置
3日前
株式会社リコー
給送装置及び画像形成装置
27日前
株式会社リコー
定着装置及び画像形成装置
9日前
株式会社リコー
液吐出装置、及び液吐出方法
3日前
株式会社リコー
樹脂粒子およびその製造方法
18日前
株式会社リコー
センサ素子及びセンサアレイ
9日前
株式会社リコー
センサ素子及びセンサアレイ
9日前
株式会社リコー
測定装置および状態測定方法
19日前
株式会社リコー
塗装装置、及び塗装システム
1か月前
株式会社リコー
媒体搬送装置及び画像形成装置
1か月前
株式会社リコー
画像形成装置及び画像形成方法
18日前
株式会社リコー
液体吐出ヘッド、液体吐出装置
19日前
株式会社リコー
印刷ファイル前処理メカニズム
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ