TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025144728
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024044558
出願日
2024-03-21
発明の名称
砥材、砥材の製造方法及び砥石の製造方法
出願人
ノリタケ株式会社
代理人
弁理士法人ぱてな
主分類
B24D
3/00 20060101AFI20250926BHJP(研削;研磨)
要約
【課題】高い加工持続性を維持可能な砥材を提供する。
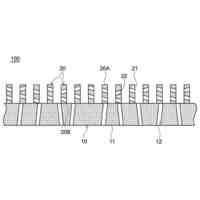
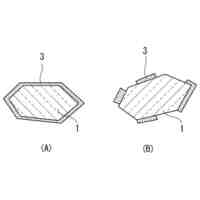
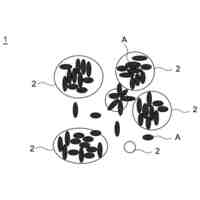
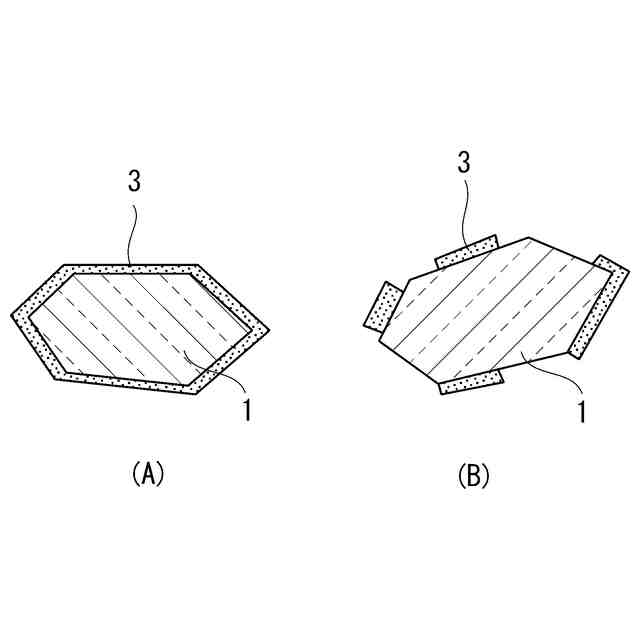
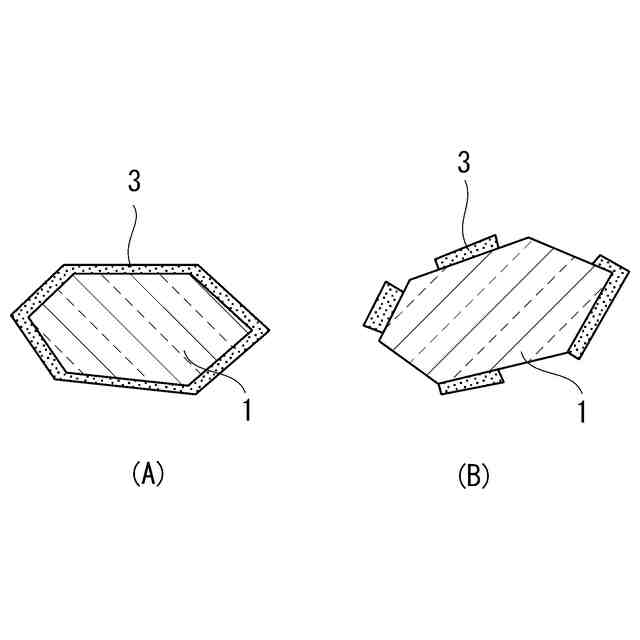
【解決手段】本発明の砥材は、砥粒1と、砥粒1に付着した多孔質の付着材3とからなる。付着材3は気孔率が20%以上である。
【選択図】図1
特許請求の範囲
【請求項1】
砥粒と、前記砥粒に付着した多孔質の付着材とを備え、
前記付着材は気孔率が20%以上であることを特徴とする砥材。
続きを表示(約 590 文字)
【請求項2】
前記付着材は、金属及び半金属の少なくとも一方の酸化物若しくは水酸化物又はこれらの混合物を含む請求項1記載の砥材。
【請求項3】
前記付着材は粒子の集合体である請求項1又は2記載の砥材。
【請求項4】
前記付着材は、平均厚さが0.3nm以上である請求項1記載の砥材。
【請求項5】
前記付着材は、αs法によって算出される平均細孔径が20nm以下である請求項1記載の砥材。
【請求項6】
前記付着材は、NLDFT法によって算出される微分細孔容積分布における最大ピーク細孔径が10nm以下である請求項1又は5記載の砥材。
【請求項7】
前記付着材は、NLDFT法によって算出される細孔径10nm以下の細孔の細孔体積が0.05cm
3
/g以上である請求項6記載の砥材。
【請求項8】
前記付着材は、前記砥粒の単位BET表面積当たりの付着量が0.5mg/m
2
以上である請求項1記載の砥材。
【請求項9】
前記付着材と前記砥粒との合計に対する前記付着材の比率が0.2mass%以上である請求項1記載の砥材。
【請求項10】
前記砥粒は超砥粒である請求項1記載の砥材。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、砥材と、砥材の製造方法と、砥石の製造方法とに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
砥粒と、砥粒を保持するボンドとを含む砥石等の工具において、加工性能を左右する要因の一つは、ボンドが砥粒を保持する力、つまり砥粒保持力である。特に、砥粒がダイヤモンド製である場合には、ボンドと砥粒との濡れが悪いため、砥粒保持力が低い。
【0003】
砥粒保持力の向上のため、特許文献1では、CBN製の砥粒にシリカ又はアルミナの層を付着させた砥材が提案されている。また、特許文献2には、砥粒と、砥粒の表面に付着した酸化物微粒子の層とからなる砥材が開示されている。これらの砥材は、シリカ等の層が凹凸を確保し、ボンドに対してアンカー効果を増すことができる。すなわち、砥材がボンドに対して高い保持力で保持されるため、砥粒保持力も高くなっている。
【先行技術文献】
【特許文献】
【0004】
特開平7-108461号公報
特許第5458459号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、発明者らの試験によれば、例えば、上記のような砥材を用いた砥石では、砥粒保持力が過度に高くなる場合がある。この場合、摩耗して切れ刃の減少した砥粒が砥石に残存し、加工持続性が低下してしまう。
【0006】
本発明は、上記従来の実情に鑑みてなされたものであって、高い加工持続性を維持可能な砥材を提供することを解決すべき課題としている。
【課題を解決するための手段】
【0007】
第1教示の砥材は、砥粒と、前記砥粒に付着した多孔質の付着材とを備え、
前記付着材は気孔率が20%以上であることを特徴とする。
【0008】
発明者らの試験結果によれば、多孔質の付着材の気孔率が20%以上であれば、砥材は加工持続性が低下し難い。付着材が従来よりも脆く、砥粒保持力が過度に高くならないためである。このため、例えば、この砥材を用いた砥石では、砥粒とボンドとの間に存在する付着材により砥粒とボンドとの密着性が低下する。このため、第1教示の砥材では、切れ刃の多い砥粒は付着材によって保持されるものの、摩耗して切れ刃の減少した砥粒は付着材から分離し易くなる。
【0009】
発明者らの試験結果によれば、付着材の気孔率は、25%以上がより好ましく、30%以上がさらに好ましく、35%以上がさらにより好ましく、40%以上が特に好ましい。付着材の気孔率の上限は特にないが、付着材に最低限の強度を持たせつつ、安定的に砥粒上に存在させるため、付着材の気孔率は、90%以下がより好ましく、80%以下がさらに好ましく、70%以下がさらにより好ましく、60%以下が特に好ましい。
【0010】
第2教示の砥材の製造方法は、砥粒と、付着材の成分を含むレジネートとを準備する準備工程と、
前記レジネートを前記砥粒に付着させ、前記砥粒と、前記砥粒に付着した付着体とを含む砥材原料を得る付着工程と、
前記砥材原料の前記付着体を分解し、前記砥粒と、前記砥粒に付着した多孔質の付着材とを備えた砥材を得る分解工程とを備えていることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ノリタケ株式会社
焼成炉
2日前
ノリタケ株式会社
焼成炉
2日前
ノリタケ株式会社
焼成炉
2日前
ノリタケ株式会社
熱処理装置
2か月前
ノリタケ株式会社
金ペースト
4日前
ノリタケ株式会社
熱処理装置
2か月前
ノリタケ株式会社
熱処理装置
1か月前
ノリタケ株式会社
熱処理設備
1か月前
ノリタケ株式会社
熱処理設備
1か月前
ノリタケ株式会社
ガス吸収シート
15日前
ノリタケ株式会社
インクジェットインク
1か月前
ノリタケ株式会社
砥材及びその製造方法
今日
ノリタケ株式会社
搬送装置および熱処理装置
今日
ノリタケ株式会社
搬送装置および熱処理装置
今日
ノリタケ株式会社
砥粒内包型高強度研磨パッド
4日前
ノリタケ株式会社
シリコンウエーハの研磨方法
1か月前
ノリタケ株式会社
導電性インク用インクジェット装置
16日前
ノリタケ株式会社
冷却装置およびそれを備えた熱処理装置
14日前
ノリタケ株式会社
砥材、砥材の製造方法及び砥石の製造方法
今日
ノリタケ株式会社
半導体基板の平面研磨方法及び平面研磨装置
今日
ノリタケ株式会社
導電ペーストおよび導電ペーストの製造方法
28日前
ノリタケ株式会社
樹脂フィルム処理装置および樹脂フィルムの熱処理方法
2か月前
ノリタケ株式会社
熱処理装置
2か月前
ノリタケ株式会社
タンパク質吸着方法、タンパク質精製方法、ならびにタンパク質精製装置
14日前
東邦チタニウム株式会社
ニッケル含有粒子、ニッケル含有粒子の製造方法及び、スラリー
24日前
ノリタケ株式会社
タンパク質吸着方法、タンパク質精製方法、ならびにタンパク質精製装置
14日前
ノリタケ株式会社
ビトリファイド砥石の製造方法、それに用いる砥材、および、ビトリファイド砥石
1か月前
個人
包丁研ぎ器具
2か月前
個人
研磨体
3か月前
株式会社サンポー
ブラスト装置
4か月前
株式会社クボタ
管研削装置
2か月前
株式会社村田製作所
切削装置
3か月前
株式会社ディスコ
被加工物の加工方法
14日前
株式会社ニッチュー
ブラスト装置
2か月前
シンクス株式会社
ボード切断装置
4か月前
不二空機株式会社
可搬型動力工具
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ