TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025156863
公報種別
公開特許公報(A)
公開日
2025-10-15
出願番号
2024059592
出願日
2024-04-02
発明の名称
生産ラインを編成する装置、システムおよび方法
出願人
株式会社日立製作所
代理人
弁理士法人サンネクスト国際特許事務所
主分類
G05B
19/418 20060101AFI20251007BHJP(制御;調整)
要約
【課題】生産ラインを実際に運用する前の設計段階において、当該生産ラインの運用時に生じうる待ち時間を事前に予測して、目標タクトタイムを確実に遵守できる生産ラインを編成することが可能な技術を提供する。
【解決手段】生産ライン編成装置は、生産ラインを編成する装置であって、少なくともプロセッサとメモリとを備えるコンピュータが、編成対象の生産ラインにおいて実行される生産対象の品目を生産するための一連の工程の工程ごとの開始予定時刻および完了予定時刻を少なくとも含む生産計画情報からメイクスパンを決定する一連の工程の組合せを取得し、当該組合せに基づいて当該生産ラインの編成を変更する。
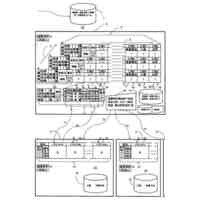
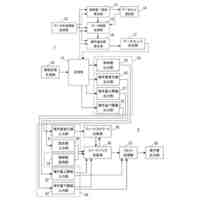
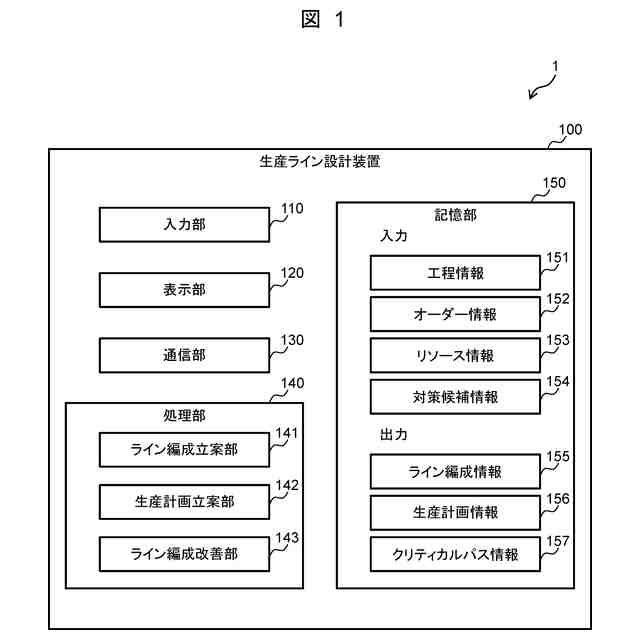
【選択図】図1
特許請求の範囲
【請求項1】
生産ラインを編成する生産ライン編成装置であって、
少なくともプロセッサとメモリとを備えるコンピュータが、
編成対象の生産ラインにおいて実行される生産対象の品目を生産するための一連の工程の工程ごとの開始予定時刻および完了予定時刻を少なくとも含む生産計画情報からメイクスパンを決定する一連の工程の組合せを取得し、
前記組合せに基づいて当該生産ラインの編成を変更する、
生産ライン編成装置。
続きを表示(約 1,700 文字)
【請求項2】
請求項1に記載の生産ライン編成装置であって、
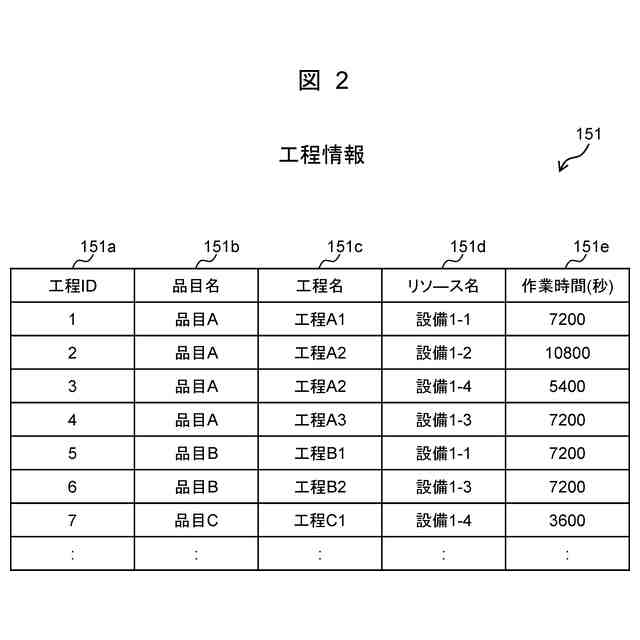
前記生産対象の品目を生産するための一連の工程の各々と、当該工程について使用可能な生産リソースと、当該生産リソースによる当該工程の作業時間とを含む工程情報と、
顧客からのオーダーに関する品目と数量と納期を含むオーダー情報と、
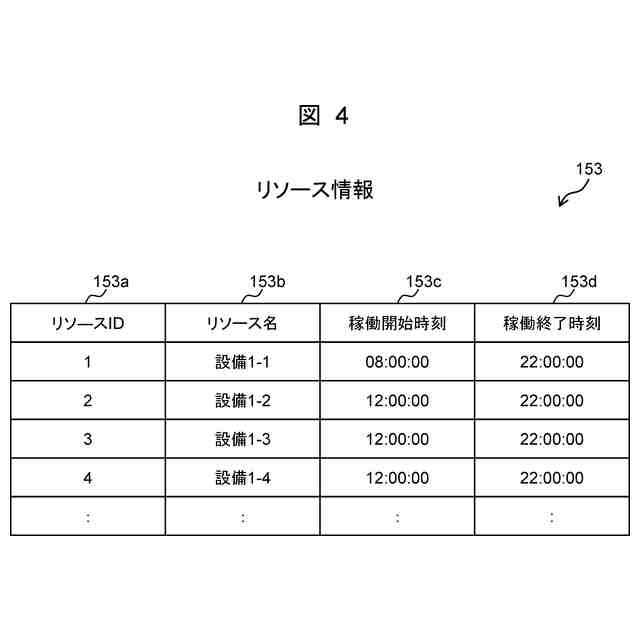
前記使用可能な生産リソースの稼働開始時刻と稼働終了時刻を含むリソース情報と、
当該生産ラインの編成を改善するための対策候補と、当該対策候補の優先順位と、前記生産リソースとしての設備の稼働状態を表すステータスとを含む対策候補情報と、
を記憶する記憶部と、
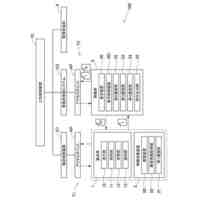
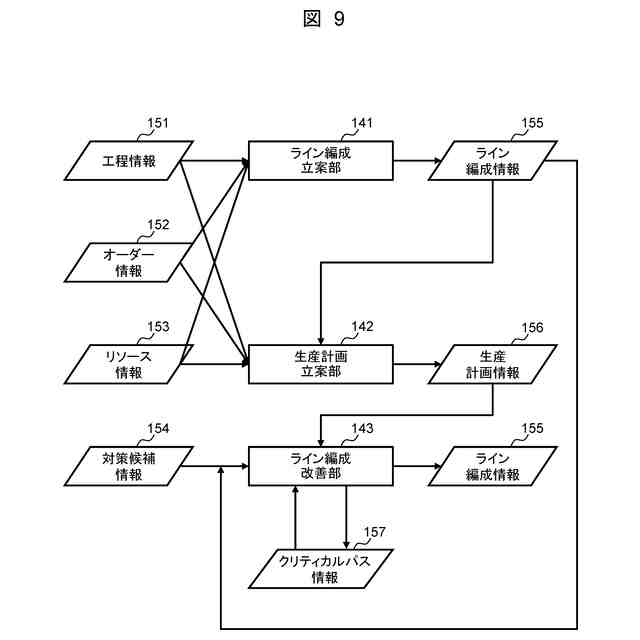
前記工程情報と、前記オーダー情報と、前記リソース情報と、を入力として、当該生産ラインを構成する設備の種類と台数を含むライン編成情報を出力するライン編成立案処理と、
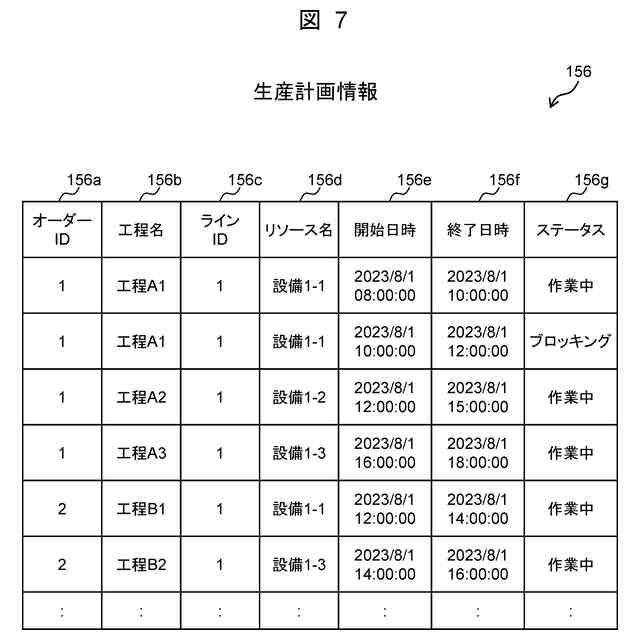
前記工程情報と、前記オーダー情報と、前記リソース情報153と、前記ライン編成情報と、を入力として、各設備での作業開始日時と作業終了日時を含む生産計画情報を出力する生産計画立案処理と、
前記対策候補情報と、前記ライン編成情報と、前記生産計画情報と、を入力として、実施する対策を選択して、対策実行後のライン編成情報を出力するライン編成改善処理と、
を実行する処理部と、
を備える生産ライン編成装置。
【請求項3】
請求項2に記載の生産ライン編成装置であって、
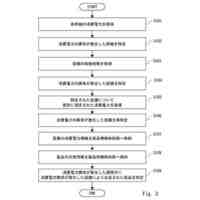
前記処理部は、前記生産計画情報を用いて生産開始から生産終了までの所要時間が最長となる工程の経路であるクリティカルパスを表すクリティカルパス情報を生成し、前記クリティカルパス情報を用いて、前記対策候補情報から選択可能な対策を選択する、生産ライン編成装置。
【請求項4】
請求項2に記載の生産ライン編成装置であって、
前記処理部は、当該設備が作業中か否か、または、後続設備の稼働状況により待機中か否か、を表すステータスを前記クリティカルパス情報を用いて取得して、当該ステータスに応じて前記対策候補情報から選択可能な対策を選択する、生産ライン編成装置。
【請求項5】
請求項4に記載の生産ライン編成装置であって、
前記処理部は、選択可能な対策候補が複数ある場合には、優先順位に基づき実施する対策を選択する、生産ライン編成装置。
【請求項6】
請求項2から5のいずれか1項に記載の生産ライン編成装置であって、
前記ライン編成改善処理において対策が実施された対象設備と、当該対象設備のステータスと、実施した対策のIDと、対策を実施した結果のIDと、を含むライン編成改善ログを表示する表示部をさらに備える、生産ライン編成装置。
【請求項7】
請求項6に記載の生産ライン編成装置であって、
前記表示部は、前記ライン編成情報と、前記ライン編成情報に係る二次元または三次元のライン編成図と、前記着工時刻情報と、前記着工情報に係るガントチャートと、の少なくともいずれか一つを表示する、生産ライン編成装置。
【請求項8】
生産ラインを編成する生産ライン編成システムであって、
少なくともプロセッサとメモリとを備えるコンピュータが、
編成対象の生産ラインにおいて実行される生産対象の品目を生産するための一連の工程の工程ごとの開始予定時刻および完了予定時刻を少なくとも含む生産計画情報からメイクスパンを決定する一連の工程の組合せを取得し、
前記組合せに基づいて当該生産ラインの編成を変更する、
生産ライン編成システム。
【請求項9】
生産ラインを編成する生産ライン編成方法であって、
少なくともプロセッサとメモリとを備えるコンピュータにより、
編成対象の生産ラインにおいて実行される生産対象の品目を生産するための一連の工程の工程ごとの開始予定時刻および完了予定時刻を少なくとも含む生産計画情報からメイクスパンを決定する一連の工程の組合せを取得し、
前記組合せに基づいて当該生産ラインの編成を変更する、
生産ライン編成方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、主に製造業において生産ラインを編成するためのコンピュータ技術に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
工場等の生産拠点において、各種製品(以下、「生産対象物」とも称する)の生産に用いられる生産ライン(以下、単に「ライン」とも称する)を好ましく編成することは、当該拠点の生産性を向上させるうえで、極めて重要な要素の一つである。
【0003】
この生産ラインの編成は、一般に、目標とする生産量や作業時間等を入力情報とし、当該生産拠点において生産可能な品種の数についての柔軟性の度合や、当該生産拠点において所定期間内に生産可能な生産対象物の数量である生産能力等の制約条件を満足したうえで、初期投資コストや運用コスト等のKPI(Key Performance Indicator)が最適な値となるように、必要な生産設備(以下、単に「設備」と称する)の種類や台数等を決定する方法によって、工程ごとに行なわれることが多い。
【0004】
上述の方法により生産ラインを編成する際に、例えば同時に生産する品種の数や当該生産対象物の生産に必要な工程の数が膨大な場合には、人手により、当該生産ラインの最適な編成を実用に耐える十分な計算速度で導出することは難しい。特に、制約条件が複雑な場合、すべての制約条件を満足する解を人手によって導出することは至難の業である。こうした業務上の要求に応えるために、今日では、生産ライン編成業務を支援する技術も種々提案されている(例えば特許文献1)。特許文献1には、「作業順序候補に沿って分割した作業群からなり作業群の所要時間を予定されたタクトタイム内に収めた工程を、順に配列した工程群からなる工程候補を生成する工程候補生成手段」が記載されており、この特許文献1に記載の技術によれば、作業順序と作業時間を所与として、目標タクトタイム内に収まる工程候補を生成できる。これにより、作業群の完遂に要する実時間(以下、「生産完了時間」とも称する)と目標タクトタイムとの差が少なくなるように、必要最小限の設備からなる生産ラインが編成されるため、結果として、目標タクトタイムを満たしつつ、設備投資額や運用コスト等を抑えた生産性の高いラインを設計できる。
【先行技術文献】
【特許文献】
【0005】
特開2021-170240号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載の技術では、当該設備において前後の設備の稼働状況によって発生する可能性がある待ち時間(以下、「ブロッキング」とも称する)が考慮されていない。なお、この設備における待ち時間は、例えば、ある設備がある品目の工程を作業完了し、かつ次設備が当該品目の次工程を作業開始できない状況であるとき、当該設備が生産対象物を搬出して次の作業を開始するために、次設備の作業完了を待機している時間のことである。そのため、特許文献1に記載の技術を用いて生産ラインを編成した場合、生産実行時にそうした当該設備における待ち時間により生産完了時間が増加し、目標タクトタイムを満足できないおそれがあった。
【0007】
本発明は、上記の課題に鑑みてなされたものであり、生産ラインを実際に運用する前の設計段階において、当該生産ラインの運用時に生じうる待ち時間を事前に予測して、目標タクトタイムを確実に遵守できる生産ラインを編成可能な技術を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明による生産ライン編成装置は、生産ラインを編成する装置であって、少なくともプロセッサとメモリとを備えるコンピュータが、編成対象の生産ラインにおいて実行される生産対象の品目を生産するための一連の工程の工程ごとの開始予定時刻および完了予定時刻を少なくとも含む生産計画情報からメイクスパンを決定する一連の工程の組合せを取得し、当該組合せに基づいて当該生産ラインの編成を変更する。
【0009】
その他、本願が開示する課題、およびその解決方法は、発明を実施するための形態の欄、および図面により明らかにされる。
【発明の効果】
【0010】
本発明によれば、生産ラインを実際に運用する前の設計段階において、当該生産ラインの運用時に生じうる待ち時間を事前に予測して、目標タクトタイムを確実に遵守できる生産ラインを編成することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
生産早送り装置
2か月前
株式会社豊田自動織機
産業車両
1か月前
株式会社カネカ
製造システム
1か月前
オムロン株式会社
スレーブ装置
19日前
愛知製鋼株式会社
車両用システム
1か月前
株式会社熊谷組
障害物の検出方法
10日前
ローム株式会社
基準電圧源
1か月前
個人
作業車両自動化システム
2か月前
新電元工業株式会社
作業用ロボット
8日前
豊田合成株式会社
機器制御装置
15日前
愛知製鋼株式会社
目標軌跡の設定方法
2か月前
トヨタ自動車株式会社
移動制御システム
2か月前
株式会社ダイフク
搬送設備
29日前
株式会社ダイフク
搬送設備
1か月前
株式会社ダイフク
搬送設備
2か月前
トヨタ自動車株式会社
生産管理システム
2か月前
トヨタ自動車株式会社
減圧弁
2か月前
エイブリック株式会社
電流補償回路及び半導体装置
4日前
キヤノン株式会社
配送システム
1か月前
カヤバ株式会社
減圧弁
17日前
トヨタ自動車株式会社
クラッチペダル
1か月前
株式会社ダイフク
物品搬送設備
29日前
トヨタ自動車株式会社
制御装置
19日前
日野自動車株式会社
自動運転装置
9日前
株式会社アマダ
工作機械制御装置
9日前
村田機械株式会社
搬送車システム
9日前
キヤノン電子株式会社
加工システム、及び、加工装置
2か月前
株式会社TMEIC
安全性診断装置
23日前
アズビル株式会社
制御システムおよび制御方法
2か月前
キヤノン電子株式会社
加工システム、及び、加工装置
2か月前
株式会社CAOS
移動体の制御システム
1か月前
ルネサスエレクトロニクス株式会社
半導体装置
1か月前
アズビル株式会社
制御システムおよび制御方法
2か月前
愛知製鋼株式会社
マーカシステム及び制御方法
1か月前
株式会社カーメイト
アクセルペダルカバー
15日前
トヨタ自動車株式会社
情報処理装置
19日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ