TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025163225
公報種別
公開特許公報(A)
公開日
2025-10-28
出願番号
2025132033,2022100090
出願日
2025-08-07,2022-06-22
発明の名称
製造ライン設計装置、製造ライン設計システム、製造ライン設計方法、およびコンピュータプログラム
出願人
株式会社豊田中央研究所
,
株式会社デンソー
代理人
個人
,
個人
,
個人
主分類
G05B
19/418 20060101AFI20251021BHJP(制御;調整)
要約
【課題】複数の製造ラインにより複数の製品を製造する場合における、工程編成の作成時間を短縮する。
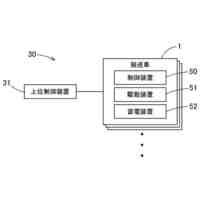
【解決手段】製造ライン設計装置は、製品の製造台数と、製品を製造するために必要な複数の工程について、各工程における負荷を表す工程負荷と、各工程を行うために使用される設備の保有数と、各設備における処理能力を表す設備能力と、を含む製造情報を取得する情報取得部と、製品の製造台数と、工程負荷と、各設備能力との少なくとも1つを用いて、製品をクラスタリングによりクラスタに分類する分類部と、分類部による分類結果を用いて製造ラインを設計する設計部と、を備え、設計部は、分類結果に応じて、製品を、複数の製造ラインのいずれかに、それぞれ振り分け、振り分け後における製造ライン毎に、製造情報を用いて、製造ラインに対して割り当てられる設備の台数を適正化する。
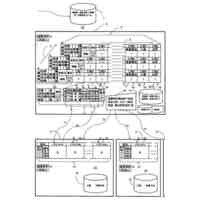
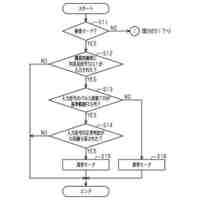
【選択図】図1
特許請求の範囲
【請求項1】
複数種類の製品を製造するための複数の製造ラインを設計する製造ライン設計装置であ
って、
製造情報であって、少なくとも、
種類ごとの前記製品の製造台数と、
前記製品を製造するために必要な複数の工程について、各前記工程における負荷を表
す工程負荷と、
各前記工程を行うために使用される1種類以上の設備の保有数と、
各前記設備における処理能力を表す設備能力と、を含む製造情報を取得する情報取得
部と、
種類ごとの前記製品の製造台数と、前記工程負荷と、各設備能力との少なくとも1つを
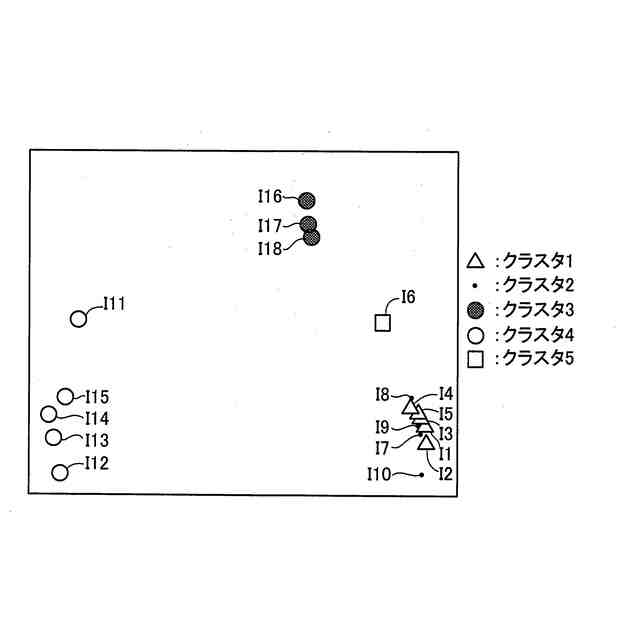
用いて、前記製品をクラスタリングにより複数のクラスタに分類する分類部と、
前記分類部による分類結果を用いて前記製造ラインを設計する設計部と、
を備え、
前記設計部は、
前記分類結果に応じて、全ての前記製品を、複数の製造ラインのいずれかに、それぞ
れ振り分け、
前記製品の振り分け後における前記製造ライン毎に、前記製造情報を用いて、前記製
造ラインに対して割り当てられる前記設備の台数を適正化する、製造ライン設計装置。
続きを表示(約 2,300 文字)
【請求項2】
請求項1に記載の製造ライン設計装置であって、
前記分類部は、全ての前記製品を前記クラスタリングにより前記複数のクラスタに分類
し、
前記設計部は、前記分類結果に応じて、全ての前記製品を、前記複数のクラスタに対応
した複数の製造ラインのいずれかに、それぞれ振り分ける、製造ライン設計装置。
【請求項3】
請求項1に記載の製造ライン設計装置であって、
前記分類部は、前記クラスタリングによりいずれかの前記クラスタに分類しなかった前
記製品を、いずれかの前記クラスタに分類したパターンを複数種類作成し、
前記設計部は、
作成された複数種類の前記パターンのそれぞれに応じて、全ての前記製品を、複数の
製造ラインのいずれかに、それぞれ振り分ける、製造ライン設計装置。
【請求項4】
請求項3に記載の製造ライン設計装置であって、
前記製造情報は、前記設備の種類ごとの前記設備の保有数を含み、
前記設計部は、
前記設備の保有数を制約として、一の前記製造ラインの各前記工程を行うための前記
設備を割り当て、
前記設備を割り当てた都度、当該製造ラインにおいて製造可能な前記製品を振り分け
、
当該製造ラインに少なくとも1つの前記製品を振り分けた場合には、処理を次の前記
製造ラインに遷移させて、前記設備の割り当てと、前記製品の振り分けとを行うことによ
り最低限必要な前記製造ラインの本数を求める、製造ライン設計装置。
【請求項5】
請求項2から請求項4までのいずれか一項に記載の製造ライン設計装置であって、
前記製造情報は、さらに、各前記工程を実行する際に要する費用である設備費と、各前
記工程を実行する際に要する費用である人件費と、各前記製品の製造に要する時間である
製造時間との少なくとも1つを含み、
前記設計部は、前記製造情報内の、前記設備費と、前記人件費と、前記製造時間との少
なくとも1つを表す変数を含む目的関数を最小化するように、各前記製造ラインに割り当
てられる前記設備の台数を決定することにより、前記設備の台数を最適化する、製造ライ
ン設計装置。
【請求項6】
請求項5に記載の製造ライン設計装置であって、
前記設計部は、前記目的関数を最小化し、かつ、各前記製造ラインで製造される前記製
品の製造時間の合計が予め設定された上限時間を超えないようにすることにより、前記設
備の台数を最適化する、製造ライン設計装置。
【請求項7】
請求項2から請求項4までのいずれか一項に記載の製造ライン設計装置であって、
前記設計部は、
前記製品の振り分け後における全ての前記製造ラインで使用される種類毎の前記設備
の台数の総数がそれぞれ前記保有数以下の場合には、前記分類結果に応じて、各前記製造
ラインに割り当てられる前記設備の台数を適正化し、
前記製品の振り分け後における全ての前記製造ラインで使用される種類毎の前記設備
の台数の総数のうち、少なくとも1種類の前記設備の台数の総数が前記保有数を超えてい
る場合には、前記分類部に、前記クラスタリングの条件を変更した全ての前記製品の再分
類を実行させる、製造ライン設計装置。
【請求項8】
請求項7に記載の製造ライン設計装置であって、
前記設計部は、
前記製品の振り分け後における全ての前記製造ラインで使用される種類毎の前記設備
の台数の総数がそれぞれ前記保有数以下の場合には、前記保有数に余剰がある種類の前記
設備が割り当てられている前記製造ラインを抽出し、
抽出された前記製造ラインに対して、前記保有数に余剰がある範囲内で前記設備を追
加で割り当てることにより前記設備の台数を適正化する、製造ライン設計装置。
【請求項9】
請求項8に記載の製造ライン設計装置であって、
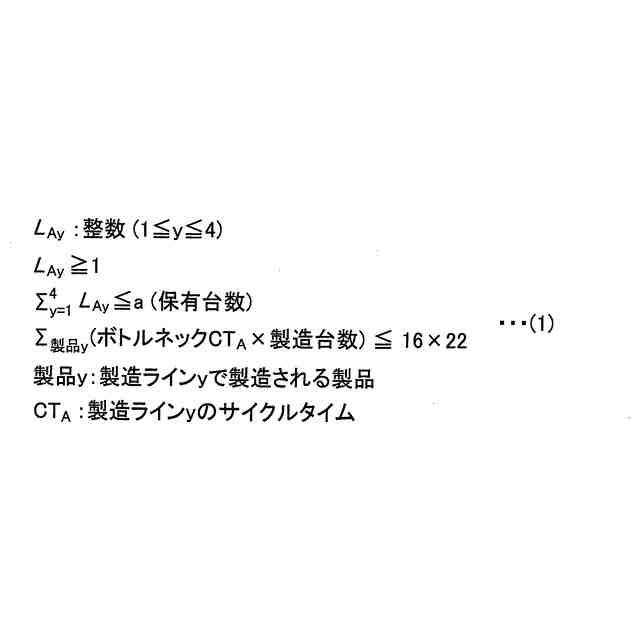
前記設計部は、
抽出された前記製造ラインに前記設備を追加で割り当てることにより、前記製造ライ
ンで行われる複数の前記工程のサイクルタイムのうち、最大である前記サイクルタイムを
小さくして、複数の前記工程の前記サイクルタイムを平準化し、
前記サイクルタイムが平準化された前記製造ラインについて、平準化後に割り当てら
れた前記設備の台数を用いて、前記製造情報に含まれる少なくとも1つを表す変数を含む
目的関数を最小化するように、割り当てられる前記設備の台数を決定することにより、前
記設備の台数を最適化する、製造ライン設計装置。
【請求項10】
製造ライン設計システムであって、
請求項2から請求項4までのいずれか一項に記載の製造ライン設計装置と、
移動用の駆動部を有する前記設備と、
を備え、
前記設計部は、さらに、前記設備が割り当てられた前記製造ラインに応じて、当該設備
が配置される位置を特定する位置情報を生成すると共に、前記位置情報を当該設備へと送
信し、
前記設備の前記駆動部は、受信した前記位置情報が示す位置へと前記設備を移動させる
、製造ライン設計システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、製造ラインを設計する技術に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
複数の工程から構成される製造ラインにより製品を製造する技術が知られている(例え
ば、特許文献1参照)。特許文献1に記載された作業編成装置は、製造ラインに、作業者
と、作業者が行う作業と、作業に必要な治具工具と、設備とを割り当てる。割り当て後に
、作業編成装置は、治具工具と、設備の減価償却費と、人件費とを変数とする目的関数に
より評価することにより、製造ラインを最適化している。このように、製造ラインの最適
化には、目的関数を用いた評価や、工程編成の熟練担当者の経験に基づく設計といった様
々なアルゴリズムを用いた技術が知られている。
【0003】
特許文献2に記載されたライン生産支援システムは、複数品種の作業物を、作業要素に
関する情報と、作業設備に関する情報と、作業設備の補助的機器とを分類指標として、品
種数よりも小さいグループに分類する。各グループの作業物の総生産個数に応じて、一定
個数からなる生産単位に編成され、同一の作業要素の実行順序が連続するように生産順序
が決定される。
【先行技術文献】
【特許文献】
【0004】
特開2018-116507号公報
特開平05-257947号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
製造ラインの最適化では、ライン本数や製造される製品数が増加すると、設備台数の制
約があっても、組み合わせが膨大になる可能性がある。組み合わせ数が多いと、全数探索
で最適解を求めるのに多くの時間を要してしまう。また、製造する製品数の増減などによ
る需要変動に対して、既存の製造ラインを迅速に新しい製造ラインへと変更できない場合
がある。特に需要変動に応じて迅速に製造ラインを変更する場合に、生産コストの内、加
工費に関係する部分を下げることができないおそれがある。この点について、特許文献1
には、全数探索を前提とした作業編成が記載されており、製造ラインの最適化に要する時
間の短縮に向上の余地がある。特許文献2では、単一の製造ラインについて考慮されてお
り、複数の製造ラインで製品を製造する場合について考慮されていない。なお、このよう
な課題は、製造ラインの最適化に限らず、製造ラインの適正化についても共通する。
【0006】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、複数の
製造ラインにより複数の製品を製造する場合における、工程編成の作成時間を短縮するこ
とを目的とする。
【課題を解決するための手段】
【0007】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の
形態として実現できる。
【0008】
(1)本発明の一形態によれば、複数種類の製品を製造するための複数の製造ラインを設
計する製造ライン設計装置が提供される。この製造ライン設計装置は、製造情報であって
、少なくとも、種類ごとの前記製品の製造台数と、前記製品を製造するために必要な複数
の工程について、各前記工程における負荷を表す工程負荷と、各前記工程を行うために使
用される1種類以上の設備の保有数と、各前記設備における処理能力を表す設備能力と、
を含む製造情報を取得する情報取得部と、種類ごとの前記製品の製造台数と、前記工程負
荷と、各設備能力との少なくとも1つを用いて、前記製品をクラスタリングにより複数の
クラスタに分類する分類部と、前記分類部による分類結果を用いて前記製造ラインを設計
する設計部と、を備え、前記設計部は、前記分類結果に応じて、全ての前記製品を、複数
の製造ラインのいずれかに、それぞれ振り分け、前記製品の振り分け後における前記製造
ライン毎に、前記製造情報を用いて、前記製造ラインに対して割り当てられる前記設備の
台数を適正化する。
【0009】
この構成によれば、分類部の分類結果に応じて、各製造ラインで製造する製品が振り分
けられる。振り分け後に、製造ライン毎に、製造ラインに割り当てられる設備の台数が適
正化される。すなわち、本構成では、製品の振り分けも含めた全製造ラインでの設備の台
数の適正化が行われるのではなく、製造ラインへの製品振り分け後に、各製造ラインでの
適正化が行われている。そのため、全製造ラインで製品の振り分けも含めた適正化を行う
場合と比較して、本構成では、適正化のために変化させる変数の数が少なくなる。さらに
、本構成では、各製造ラインで製造する製品の振り分けは、クラスタリングにより分類さ
れた複数のクラスタに応じて行われているため、各製造ラインに振り分けられた製品の組
み合わせは、全体の最適解に近い解である。すなわち、本構成では、製造ラインの振り分
けにより求めた最適解に近い解を用いて、各製造ラインに割り当てられる各工程の設備の
台数が適正化される。この結果、製造ラインへの製品の振り分けにより求められる最適解
に近い解と、減少したパラメータ数とを用いて、各製造ラインに割り当てられる設備の台
数が適正化される。これにより、複数の製造ラインにより複数の製品を製造する場合にお
ける、工程編成の作成時間を短縮できる。
【0010】
(2)上記態様の製造ライン設計装置において、前記分類部は、全ての前記製品を前記ク
ラスタリングにより前記複数のクラスタに分類し、前記設計部は、前記分類結果に応じて
、全ての前記製品を、前記複数のクラスタに対応した複数の製造ラインのいずれかに、そ
れぞれ振り分けてもよい。
この構成によれば、各製品はいずれかのクラスタに分類される。すなわち、いずれのク
ラスタにも分類されない製品がないため、1つの分類結果が導かれる。分類結果が1つで
あるため、設備台数の適正化による工程編成の作成時間をさらに短縮できる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
生産早送り装置
2か月前
株式会社豊田自動織機
産業車両
2か月前
株式会社カネカ
製造システム
1か月前
オムロン株式会社
スレーブ装置
1か月前
ローム株式会社
基準電圧源
1か月前
株式会社熊谷組
障害物の検出方法
24日前
愛知製鋼株式会社
車両用システム
2か月前
個人
作業車両自動化システム
2か月前
株式会社クボタ
作業車
2日前
新電元工業株式会社
作業用ロボット
22日前
愛知製鋼株式会社
目標軌跡の設定方法
3か月前
豊田合成株式会社
機器制御装置
29日前
株式会社ダイフク
搬送設備
1か月前
トヨタ自動車株式会社
移動制御システム
2か月前
株式会社ダイフク
搬送設備
2か月前
トヨタ自動車株式会社
生産管理システム
3か月前
株式会社ダイフク
搬送設備
2か月前
トヨタ自動車株式会社
減圧弁
2か月前
カヤバ株式会社
減圧弁
1か月前
トヨタ自動車株式会社
制御装置
1か月前
エイブリック株式会社
電流補償回路及び半導体装置
18日前
株式会社ダイフク
物品搬送設備
1か月前
トヨタ自動車株式会社
クラッチペダル
2か月前
キヤノン株式会社
配送システム
1か月前
株式会社ダイフク
物品搬送設備
3日前
キヤノン電子株式会社
加工システム、及び、加工装置
2か月前
株式会社CAOS
移動体の制御システム
1か月前
村田機械株式会社
搬送車システム
23日前
株式会社アマダ
工作機械制御装置
23日前
ルネサスエレクトロニクス株式会社
半導体装置
2か月前
愛知製鋼株式会社
マーカシステム及び制御方法
2か月前
日野自動車株式会社
自動運転装置
23日前
キヤノン電子株式会社
加工システム、及び、加工装置
2か月前
株式会社TMEIC
安全性診断装置
1か月前
株式会社明電舎
負荷制御装置
4日前
ローム株式会社
電源回路用の電子負荷装置
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ