TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025079026
公報種別
公開特許公報(A)
公開日
2025-05-21
出願番号
2023191420
出願日
2023-11-09
発明の名称
射出成形機の制御方法、射出成形品の製造方法、および射出成形システム
出願人
キヤノン株式会社
代理人
弁理士法人秀和特許事務所
主分類
B29C
45/76 20060101AFI20250514BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】材料特性がばらつく場合であっても、安定した成形品品質を達成可能な射出成形技術を提供する。
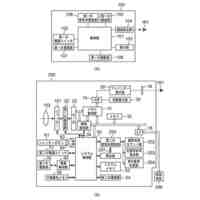
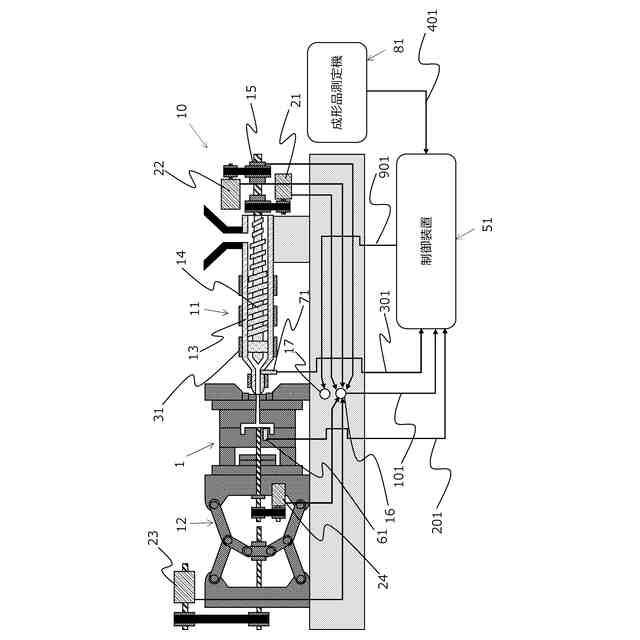
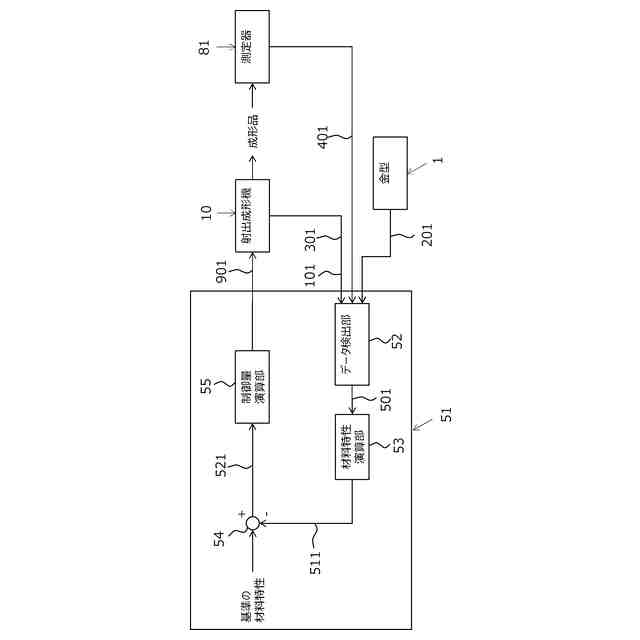
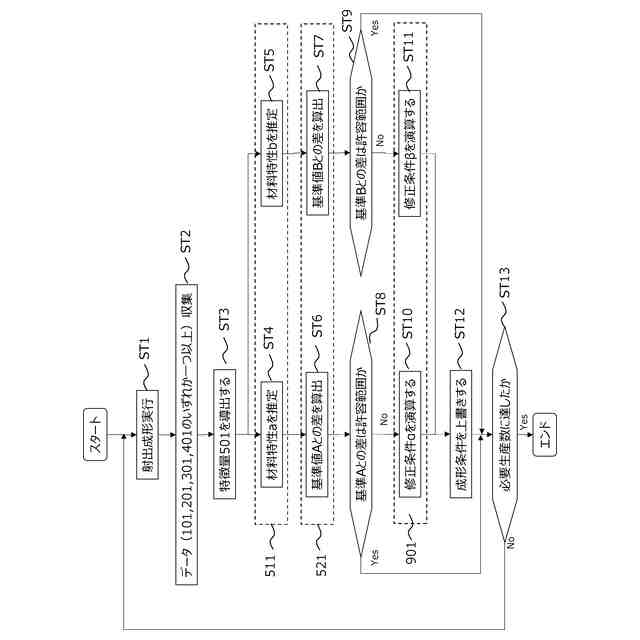
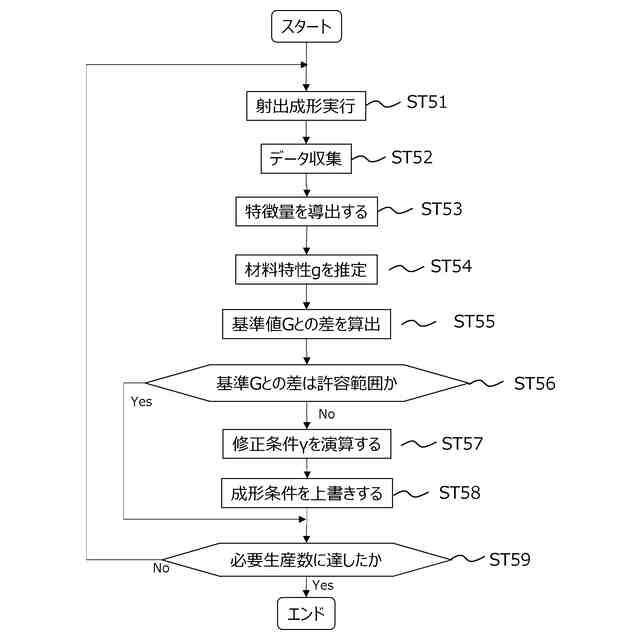
【解決手段】制御装置によって実行される製造装置の制御方法であって、前記製造装置は、射出成形機および前記射出成形機に取り付けられる金型を含み、前記製造装置に設けられた複数のセンサーから、第一の射出成形中に計測された複数のプロセスデータを収集する収集ステップと、前記プロセスデータに基づいて、射出成形に用いられている樹脂材料の複数の材料特性に関連する複数のパラメータを取得する取得ステップと、前記複数のパラメータに基づいて、前記第一の射出成形の後の第二の射出成形の成形条件を設定する制御ステップと、を含む、ことを特徴とする射出成形機の制御方法。
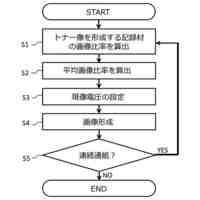
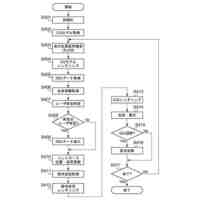
【選択図】図3
特許請求の範囲
【請求項1】
制御装置によって実行される製造装置の制御方法であって、
前記製造装置は、射出成形機および前記射出成形機に取り付けられる金型を含み、
前記製造装置に設けられた複数のセンサーから、第一の射出成形中に計測された複数のプロセスデータを収集する収集ステップと、
前記プロセスデータに基づいて、射出成形に用いられている樹脂材料の複数の材料特性に関連する複数のパラメータを取得する取得ステップと、
前記複数のパラメータに基づいて、前記第一の射出成形の後の第二の射出成形の成形条件を設定する制御ステップと、
を含む、ことを特徴とする射出成形機の制御方法。
続きを表示(約 1,700 文字)
【請求項2】
前記制御ステップでは、前記複数のパラメータのそれぞれについてあらかじめ求められた、成形条件の調整量と前記パラメータの変化の関係式を含む連立方程式を用いて、前記第二の射出成形の成形条件を設定する、
ことを特徴とする請求項1に記載の射出成形機の制御方法。
【請求項3】
前記複数の材料特性は、粘度、弾性率、および収縮特性のうちの少なくとも2つの材料特性が含まれる、
ことを特徴とする請求項1に記載の制御方法。
【請求項4】
前記材料特性に関連する複数のパラメータは、
射出工程および保圧工程において金型内の樹脂材料の温度がガラス転移温度Tg以上であるときの、前記射出成形機の可塑化部内の樹脂流路における第一の圧力センサー値P
1
と前記金型内の樹脂流路における第二の圧力センサー値P
2
の差P
1
-P
2
に応じた値である、粘度に関連するパラメータと、
保圧工程において金型内の樹脂材料の温度がガラス転移温度Tg+10℃以下まで低下したときの金型内の樹脂材料の圧力センサー値P
3
に対する前記射出成形機のスクリュー加圧力値Psの割合Ps/P
3
に応じた値、または、射出工程における前記射出成形機のスクリュー位置の変化量ΔLsに対する金型内の圧力センサー値の変化量ΔP
4
の割合ΔP
4
/ΔLsに応じた値である、弾性率に関連するパラメータと、
保圧工程および冷却工程における、金型のゲートが封止されたときの金型内の樹脂流路における圧力センサー値P
5
と成形品が荷重たわみ温度以下になったときの金型内の樹脂流路における圧力センサー値P
6
を、射出体積Viまたは成形品重量W
A
で割った値(P
5
-P
6
)/Viまたは(P
5
-P
6
)/W
A
に応じた値である、収縮特性に関連するパラメータ、
のうち少なくとも2つのパラメータを含む、
ことを特徴とする請求項1に記載の制御方法。
【請求項5】
前記第一の射出成形の前に、複数の異なる条件で射出成形を実施し、そのときの材料特性を計測して、材料特性と成形条件の関係を求める分析ステップを、さらに含み、
前記制御ステップでは、前記分析ステップで求めた前記関係を用いて、前記複数のパラメータに基づく前記成形条件の設定を行う、
ことを特徴とする請求項1に記載の制御方法。
【請求項6】
射出成形の成形結果に基づいて前記関係を継続的に更新するステップをさらに含む、
ことを特徴とする請求項5に記載の制御方法。
【請求項7】
前記第一の射出成形の前に、複数の異なる条件で射出成形を実施し、そのときの材料特性を計測して、材料特性と成形条件の関係のモデルを学習する学習ステップを、さらに含
み、
前記制御ステップでは、前記モデルを用いて、前記複数のパラメータに基づく前記成形条件の設定を行う、
ことを特徴とする請求項1に記載の制御方法。
【請求項8】
前記第二の射出成形の結果に基づいて前記モデルを更新するステップをさらに含む、
ことを特徴とする請求項7に記載の制御方法。
【請求項9】
前記複数の材料特性に関連する複数のパラメータが、あらかじめ設定した適正範囲に入るか否かにより、射出成形品の良品・不良品を判別する判定ステップをさらに含む、
ことを特徴とする請求項1に記載の制御方法。
【請求項10】
前記複数の材料特性に関連する複数のパラメータを、モニターに表示する表示ステップをさらに含む、
ことを特徴とする請求項1に記載の制御方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、射出成形機の制御方法、および射出成形システムに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
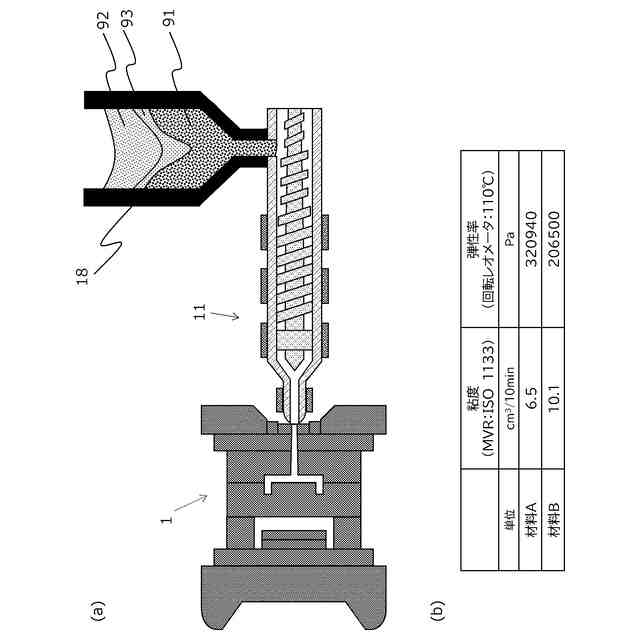
従来の射出成形機では、主にヒータによる加熱で樹脂材料を溶融し、モータによるスクリューの回転と後退動作で溶融樹脂が計量される。計量された溶融樹脂はモータ駆動によるスクリュー前進動作で金型内に充填・加圧される。その後、溶融樹脂は金型内で十分に冷却固化されプラスチック成形品として金型から取り出される。
【0003】
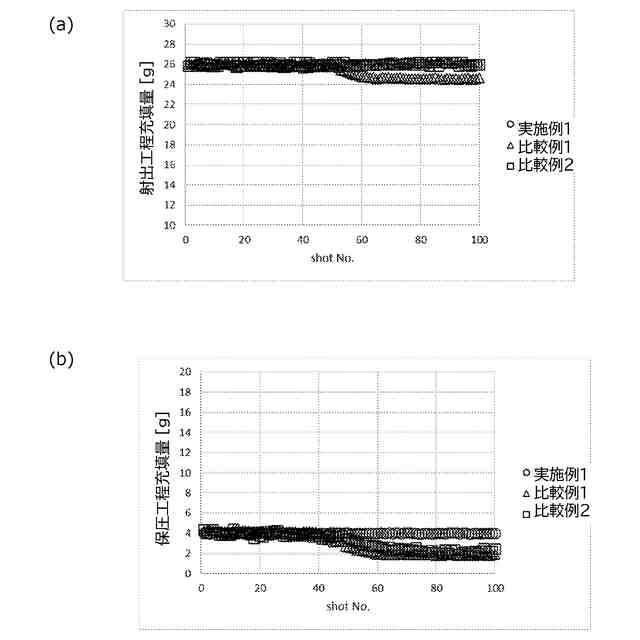
樹脂材料の溶融に用いるヒータの出力はシリンダー部に設けられた熱電対の検出により設定温度になるよう制御される。また、樹脂計量は溶融と同時に行われ、スクリュー位置が設定位置になるまで後退することで行われる。その際、溶融樹脂は所定の圧力状態になるようスクリューに具備されているロードセル等の圧力センサーの検出によって制御される。また、溶融樹脂の充填動作もスクリュー位置情報に基づいて制御され、スクリュー移動速度と移動量が設定値に従うよう動作する。充填後には保圧と呼ばれる加圧動作が行われる。これは溶融樹脂の収縮による体積収縮を補充するために補償流動を生じさせることを目的としている。この加圧動作は前述したスクリューに具備されたロードセル等の検出によって制御されることが一般的であり、設定圧力値に従うようにスクリューが前進する。
【0004】
上記したヒータ温度、スクリューの移動速度、移動量、圧力などの設定値は成形条件と呼ばれる。成形条件は使用する樹脂材料の種類や成形品の体積、金型の仕様等によって装置使用者自らが決定する必要がある。使用者は主に所望の成形品品質が得られるように成形条件を決定する。成形条件は射出成形機が量産稼働中であっても使用者の手によって変更することが可能である。しかし品質を担保するための成形条件を導くには多くの経験と知識が必要になるため、量産中の変更は敬遠される傾向にある。
【0005】
量産中に成形条件の変更が必要になるのは、外乱によって成形品品質が不安定になる場合である。特に成形品寸法は安定していることが好ましい。
【0006】
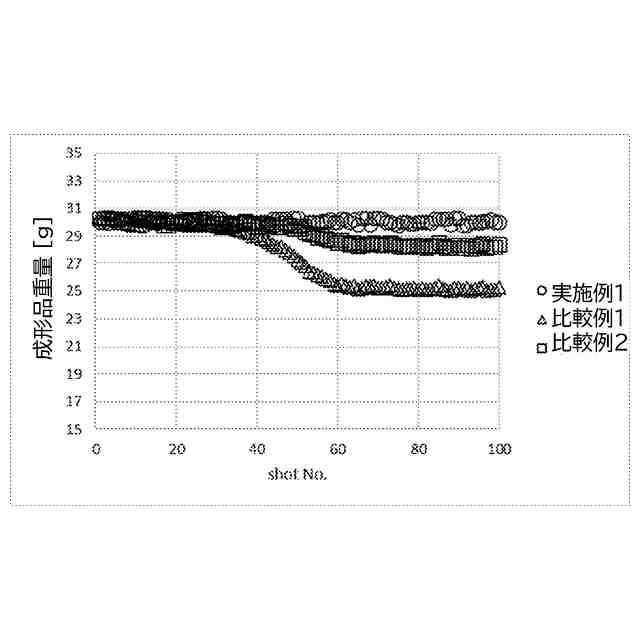
材料特性のばらつきが成形品品質、とくに成形品寸法に大きく影響することはかねてより指摘されてきた。それ故、量産中に材料特性の変化を検出し、その変化に応じて成形条件を調整することで品質を安定化させる技術も提案されてきた。
【0007】
例えば特許文献1では、射出成形機の可塑化装置に粘度計測用プランジャーとセンサーを新たに設けることで成形中に粘度を算出し、その算出結果から速度・温度・背圧条件を調整する技術が開示されている。
【先行技術文献】
【特許文献】
【0008】
特開2005-238519号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明者らの検討によって、成形品のばらつきは特定の材料特性一つだけを対象に成形条件制御すれば解決するものではないことが分かった。成形品品質に影響を与える材料特性は多く存在するので、複数の材料特性のばらつきが原因となって十分な成形品品質が得
られない場合には、単一の材料特性を成形中に検出して成形条件を制御しても十分な品質向上は達成できない。
【0010】
本開示は、上述した従来技術の問題点に鑑みてなされたものであり、材料特性がばらつく場合であっても、安定した成形品品質を達成可能な射出成形技術の提供を目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
キヤノン株式会社
光走査装置
1日前
キヤノン株式会社
撮像システム
2日前
キヤノン株式会社
画像形成装置
1日前
キヤノン株式会社
撮影システム
今日
キヤノン株式会社
画像形成装置
2日前
キヤノン株式会社
画像形成装置
2日前
キヤノン株式会社
画像形成装置
2日前
キヤノン株式会社
画像処理装置
今日
キヤノン株式会社
画像形成装置
今日
キヤノン株式会社
画像形成装置
1日前
キヤノン株式会社
液体吐出ヘッド
2日前
キヤノン株式会社
光学系および撮像装置
1日前
キヤノン株式会社
レンズ鏡筒および光学機器
今日
キヤノン株式会社
制御装置およびその制御方法
1日前
キヤノン株式会社
通信装置およびその制御方法
今日
キヤノン株式会社
撮像装置およびその制御方法
今日
キヤノン株式会社
物品の製造方法及び製造装置
1日前
キヤノン株式会社
記録素子基板および記録ヘッド
2日前
キヤノン株式会社
画像処理装置および画像処理方法
3日前
キヤノン株式会社
制御装置、制御方法、プログラム
2日前
キヤノン株式会社
シート積載装置及び画像形成装置
今日
キヤノン株式会社
情報処理システム、及びプログラム
1日前
キヤノン株式会社
部材の接合方法および部材の組立体
3日前
キヤノン株式会社
画像記録用組成物及びその製造方法
2日前
キヤノン株式会社
画像記録用組成物及びその製造方法
2日前
キヤノン株式会社
電子機器、方法、およびプログラム
2日前
キヤノン株式会社
画像記録用組成物及びその製造方法
2日前
キヤノン株式会社
電子機器、方法、およびプログラム
2日前
キヤノン株式会社
画像記録用組成物及びその製造方法
2日前
キヤノン株式会社
発光装置、光電変換装置及び電子機器
3日前
キヤノン株式会社
処理装置、処理方法、及びプログラム
1日前
キヤノン株式会社
レンズ装置、及びそれを有する撮像装置
2日前
キヤノン株式会社
放射線撮影装置及び放射線撮影システム
今日
キヤノン株式会社
通信装置、制御方法、及び、プログラム
2日前
キヤノン株式会社
放射線撮影装置及び放射線撮影システム
2日前
キヤノン株式会社
情報処理方法、情報処理装置、プログラム
2日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ