TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025115182
公報種別
公開特許公報(A)
公開日
2025-08-06
出願番号
2024009576
出願日
2024-01-25
発明の名称
蓄電デバイス及び蓄電デバイスの製造方法
出願人
プライムプラネットエナジー&ソリューションズ株式会社
代理人
弁理士法人コスモス国際特許商標事務所
主分類
H01M
50/188 20210101AFI20250730BHJP(基本的電気素子)
要約
【課題】ケース部材に端子部材を固定する樹脂部材と、ケース部材及び端子部材とのシール性を良好に保持することができる蓄電デバイス等を提供すること。
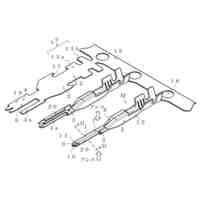
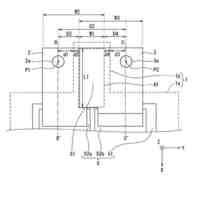
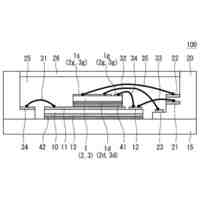
【解決手段】蓄電デバイス1は、挿通孔21hを有するケース部材21と、端子部材40と、ケース部材21に端子部材40を固定する樹脂部材60を備える。端子部材40は、端子天板部43と端子延出部53とを有する。端子部材40と樹脂部材60は、端子天板部43の天板裏面45に帯環状に形成され表面粗化された天板粗化部47においてのみ、気密にシールしてなる。またケース部材21と樹脂部材60は、ケース部材21のケース内側面24に帯環状に形成され表面粗化されたケース粗化部27においてのみ、気密にシールしてなる。
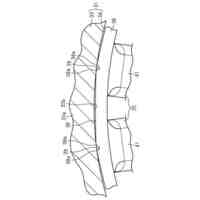
【選択図】図3
特許請求の範囲
【請求項1】
挿通孔を有するケース部材と、
前記ケース部材の前記挿通孔内に挿通された端子部材と、
前記ケース部材と前記端子部材との間を絶縁しつつ、これらに接し、前記ケース部材に前記端子部材を固定する樹脂部材と、を備える
蓄電デバイスであって、
前記端子部材は、
前記ケース部材の外側に位置する板状の端子天板部と、
前記端子天板部から前記ケース部材の内側に向けて延び、前記挿通孔内を通じ、前記樹脂部材を貫通する端子延出部と、を有しており、
前記端子部材と前記樹脂部材は、
前記端子天板部のうち、前記ケース部材側を向く天板裏面に、前記端子天板部の全周にわたる帯環状に形成され表面粗化された天板粗化部においてのみ、気密にシールしてなり、
前記ケース部材と前記樹脂部材は、
前記ケース部材のうち、前記内側を向くケース内側面に、前記挿通孔の全周にわたる帯環状に形成され表面粗化されたケース粗化部においてのみ、気密にシールしてなる
蓄電デバイス。
続きを表示(約 1,600 文字)
【請求項2】
請求項1に記載の蓄電デバイスであって、
前記ケース粗化部は、
前記ケース部材をなす金属に由来する粒子が数珠つなぎ状に結合して柱状となった高さ50nm以上のケースナノ柱が林立しており、
前記天板粗化部は、
前記端子部材をなす金属に由来する粒子が数珠つなぎ状に結合して柱状となった高さ50nm以上の端子ナノ柱が林立しており、
前記樹脂部材は、
林立する前記ケースナノ柱同士の間に前記樹脂部材をなす樹脂材が充填されて、前記ケース粗化部に気密に接合するとともに、
林立する前記端子ナノ柱同士の間に前記樹脂材が充填されて、前記天板粗化部に気密に接合してなる
蓄電デバイス。
【請求項3】
挿通孔を有するケース部材と、
前記ケース部材の前記挿通孔内に挿通された端子部材と、
前記ケース部材と前記端子部材との間を絶縁しつつ、これらに接し、前記ケース部材に前記端子部材を固定する樹脂部材と、を備え、
前記端子部材は、
前記ケース部材の外側に位置する板状の端子天板部と、
前記端子天板部から前記ケース部材の内側に向けて延び、前記挿通孔内を通じ、前記樹脂部材を貫通する端子延出部と、を有しており、
前記端子部材と前記樹脂部材は、
前記端子天板部のうち、前記ケース部材側を向く天板裏面に、前記端子天板部の全周にわたる帯環状に形成され表面粗化された天板粗化部においてのみ、気密にシールしてなり、
前記ケース部材と前記樹脂部材は、
前記ケース部材のうち、前記内側を向くケース内側面に、前記挿通孔の全周にわたる帯環状に形成され表面粗化されたケース粗化部においてのみ、気密にシールしてなる
蓄電デバイスの製造方法であって、
粗化前のケース部材に表面粗化処理を施して、前記ケース粗化部を形成するケース粗化工程と、
前記端子天板部をなす天板部材と、前記端子延出部をなす延出部材とを溶接して、前記端子部材を形成する端子形成工程と、
前記端子形成工程に先立ち、粗化前の天板部材に表面粗化処理を施して、前記天板粗化部を形成する天板粗化工程と、
前記ケース部材の前記挿通孔内に前記端子部材を挿通した状態で、前記ケース粗化部及び前記天板粗化部に気密に接合する前記樹脂部材を成形する樹脂成形工程と、を備える
蓄電デバイスの製造方法。
【請求項4】
請求項3に記載の蓄電デバイスの製造方法であって、
前記ケース粗化部は、
前記ケース部材をなす金属に由来する粒子が数珠つなぎ状に結合して柱状となった高さ50nm以上のケースナノ柱が林立しており、
前記天板粗化部は、
前記端子部材をなす金属に由来する粒子が数珠つなぎ状に結合して柱状となった高さ50nm以上の端子ナノ柱が林立しており、
前記樹脂部材は、
林立する前記ケースナノ柱同士の間に前記樹脂部材をなす樹脂材が充填されて、前記ケース粗化部に気密に接合するとともに、
林立する前記端子ナノ柱同士の間に前記樹脂材が充填されて、前記天板粗化部に気密に接合してなり、
前記ケース粗化工程は、
粗化前の前記ケース部材にパルスレーザ光を照射位置をずらしながら間欠的に照射して、前記ケースナノ柱が林立する前記ケース粗化部を形成し、
前記天板粗化工程は、
粗化前の前記天板部材にパルスレーザ光を照射位置をずらしながら間欠的に照射して、前記端子ナノ柱が林立する前記天板粗化部を形成し、
前記樹脂成形工程は、
前記ケース粗化部の林立する前記ケースナノ柱同士の間に前記樹脂材を充填するとともに、前記天板粗化部の林立する前記端子ナノ柱同士の間に前記樹脂材を充填して、前記樹脂部材を成形する
蓄電デバイスの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ケースを構成するケース部材に、樹脂部材を介して端子部材が固定された蓄電デバイス、及び、この蓄電デバイスの製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
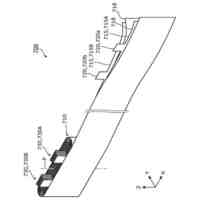
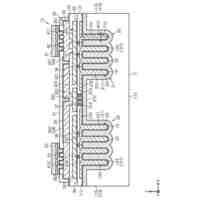
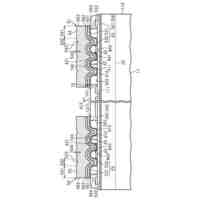
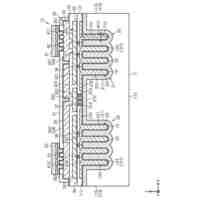
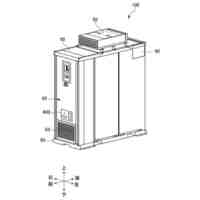
蓄電デバイスとして、直方体箱状のケースを構成する矩形板状のケース蓋部材(ケース部材)に、正負の端子部材がそれぞれ樹脂部材を介して固定された電池が知られている。具体的には、正負の端子部材は、それぞれケース蓋部材に設けた挿通孔内に挿通されている。そして、樹脂部材が、ケース蓋部材と端子部材に接して、ケース部材に端子部材を固定している。
更にこのような電池において、ケース蓋部材のうち、樹脂部材が接する接触面の全面、及び、端子部材のうち、樹脂部材が接する接触面の全面をそれぞれ表面粗化し、各接触面の全面で、樹脂部材とケース蓋部材及び端子部材とを気密にシールすることがある。なお、関連する従来技術として、例えば特許文献1が挙げられる(特許文献1の請求項1,5及び図1,5,8等を参照)。
【先行技術文献】
【特許文献】
【0003】
特開2011-216396号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述の電池では、冷熱サイクル試験を行うと、樹脂部材とケース蓋部材または端子部材との間に亀裂が生じてシールが破断する場合があり、樹脂部材とケース蓋部材及び端子部材とのシール性を長期間にわたり良好に保持するのが難しいことが判ってきた。
【0005】
本発明は、かかる現状に鑑みてなされたものであって、ケース部材に端子部材を固定する樹脂部材と、ケース部材及び端子部材とのシール性を良好に保持することができる蓄電デバイス、及び、蓄電デバイスの製造方法を提供する。
【課題を解決するための手段】
【0006】
(1)上記課題を解決するための本発明の一態様は、挿通孔を有するケース部材と、前記ケース部材の前記挿通孔内に挿通された端子部材と、前記ケース部材と前記端子部材との間を絶縁しつつ、これらに接し、前記ケース部材に前記端子部材を固定する樹脂部材と、を備える蓄電デバイスであって、前記端子部材は、前記ケース部材の外側に位置する板状の端子天板部と、前記端子天板部から前記ケース部材の内側に向けて延び、前記挿通孔内を通じ、前記樹脂部材を貫通する端子延出部と、を有しており、前記端子部材と前記樹脂部材は、前記端子天板部のうち、前記ケース部材側を向く天板裏面に、前記端子天板部の全周にわたる帯環状に形成され表面粗化された天板粗化部においてのみ、気密にシールしてなり、前記ケース部材と前記樹脂部材は、前記ケース部材のうち、前記内側を向くケース内側面に、前記挿通孔の全周にわたる帯環状に形成され表面粗化されたケース粗化部においてのみ、気密にシールしてなる蓄電デバイスである。
【0007】
上述の蓄電デバイスでは、ケース部材と樹脂部材は、これらが接する部分の全体で気密にシールするのではなく、ケース粗化部でのみ気密にシールしている。また端子部材と樹脂部材は、これらが接する部分の全体で気密にシールするのではなく、天板粗化部でのみ気密にシールしている。これにより、ケース部材と樹脂部材とをこれらが接する部分の全体で気密にシールし、端子部材と樹脂部材とをこれらが接する部分の全体で気密にシールする場合に比べて、ケース部材と樹脂部材のシール性及び端子部材と樹脂部材のシール性を、それぞれ良好に保持できることが判ってきた。
【0008】
その理由は、ケース部材と樹脂部材が接する部分の全体及び端子部材と樹脂部材が接する部分の全体で気密にシールするよりも、ケース粗化部のみ及び天板粗化部のみで気密にシールする方が、冷熱サイクル試験の際などに樹脂部材に発生する応力が小さくなる。更に上述の蓄電デバイスでは、ケース粗化部と天板粗化部とが離間しているので、樹脂部材のうち、ケース粗化部と天板粗化部との間に配置された部位に生じる応力が小さくなる。このため、ケース粗化部と樹脂部材とのシール部分や、天板粗化部と樹脂部材とのシール部分で亀裂が生じ難くなり、シール性を良好に保持できると考えられる。
【0009】
なお、「蓄電デバイス」としては、例えば、リチウムイオン二次電池、ナトリウムイオン二次電池、カルシウムイオン二次電池等の二次電池や、リチウムイオンキャパシタ等のキャパシタなどが挙げられる。
【0010】
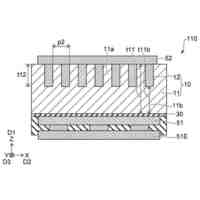
(2)更に(1)に記載の蓄電デバイスであって、前記ケース粗化部は、前記ケース部材をなす金属に由来する粒子が数珠つなぎ状に結合して柱状となった高さ50nm以上のケースナノ柱が林立しており、前記天板粗化部は、前記端子部材をなす金属に由来する粒子が数珠つなぎ状に結合して柱状となった高さ50nm以上の端子ナノ柱が林立しており、前記樹脂部材は、林立する前記ケースナノ柱同士の間に前記樹脂部材をなす樹脂材が充填されて、前記ケース粗化部に気密に接合するとともに、林立する前記端子ナノ柱同士の間に前記樹脂材が充填されて、前記天板粗化部に気密に接合してなる蓄電デバイスとすると良い。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
雄端子
2日前
個人
後付地震遮断機
6日前
個人
超精密位置決め機構
7日前
東レ株式会社
積層多孔質膜
10日前
CKD株式会社
巻回装置
9日前
矢崎総業株式会社
電線
17日前
株式会社GSユアサ
蓄電装置
13日前
住友電装株式会社
端子
1日前
株式会社大阪ソーダ
複合固体電解質
16日前
株式会社GSユアサ
蓄電素子
16日前
日本特殊陶業株式会社
保持装置
9日前
ダイハツ工業株式会社
固定治具
16日前
日本化薬株式会社
電流遮断装置
7日前
日本特殊陶業株式会社
保持装置
14日前
株式会社村田製作所
アンテナ装置
8日前
TOWA株式会社
製造装置
14日前
住友電装株式会社
コネクタ
1日前
株式会社東芝
回路素子
8日前
個人
“hi-light surf.”
15日前
東レエンジニアリング株式会社
実装装置
17日前
ローム株式会社
チップ部品
20日前
ローム株式会社
チップ部品
20日前
ローム株式会社
チップ部品
20日前
ローム株式会社
チップ部品
20日前
富士電機株式会社
半導体装置
1日前
三菱電機株式会社
半導体装置
9日前
三菱電機株式会社
半導体装置
16日前
株式会社JVCケンウッド
放熱構造
21日前
三浦工業株式会社
発電ユニット
16日前
TDK株式会社
電子部品
15日前
三浦工業株式会社
発電ユニット
16日前
三浦工業株式会社
発電ユニット
16日前
株式会社アイシン
加湿器
2日前
株式会社アイシン
加湿器
2日前
日立建機株式会社
建設機械
17日前
三浦工業株式会社
発電ユニット
16日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ