TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025120540
公報種別
公開特許公報(A)
公開日
2025-08-18
出願番号
2024015377
出願日
2024-02-05
発明の名称
研磨装置、及びSiCウェーハの研磨方法
出願人
株式会社ディスコ
代理人
インフォート弁理士法人
主分類
H01L
21/304 20060101AFI20250808BHJP(基本的電気素子)
要約
【課題】SiCウェーハの両面を研磨する研磨装置において、効率的な研磨加工を行って総加工時間を短縮する。
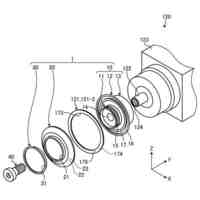
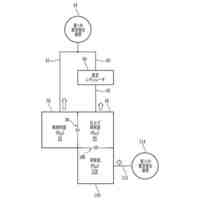
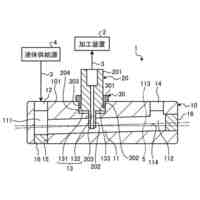
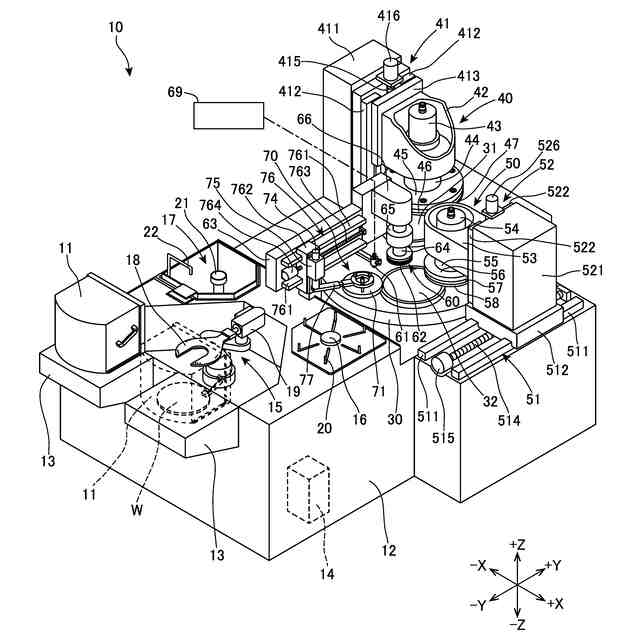
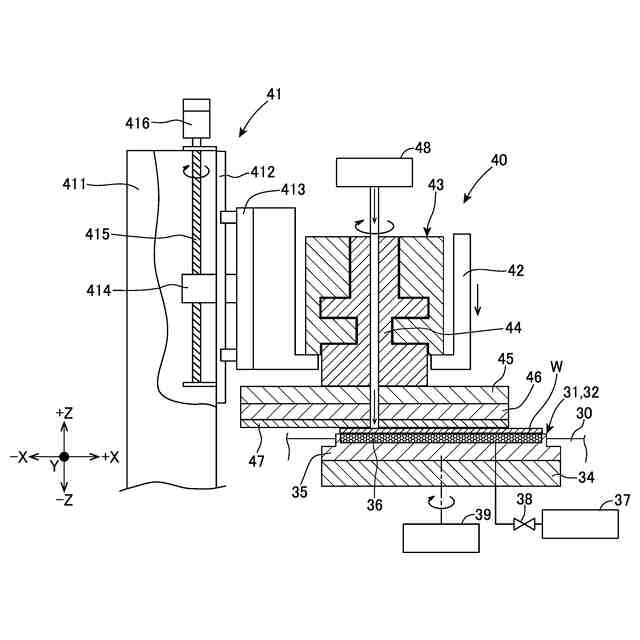
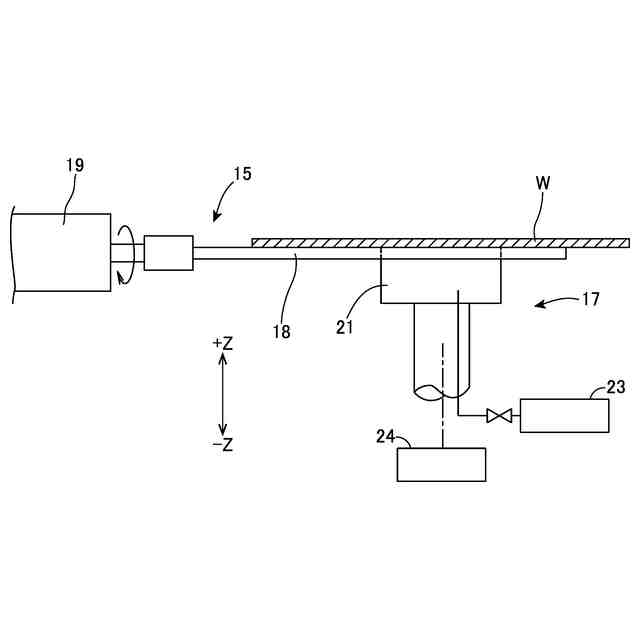
【解決手段】SiCウェーハ(W)を保持するチャックテーブル(31、32)と、チャックテーブルを少なくとも2つ配置したターンテーブル(30)と、チャックテーブルに保持されたSiCウェーハを研磨パッド(47)で研磨する研磨機構(40)と、を備え、ターンテーブルを回転させ研磨パッドで研磨加工する研磨位置に位置付けSiCウェーハを研磨する研磨装置であって、研磨位置に位置付けたチャックテーブルに保持されたSiCウェーハを研磨加工しているときに、研磨位置に位置付けられていないチャックテーブルに保持されたSiCウェーハのC面をC面研磨パッド(58)で研磨するC面研磨機構(50)を備え、研磨機構とC面研磨機構とによってSiCウェーハの両面を研磨する。
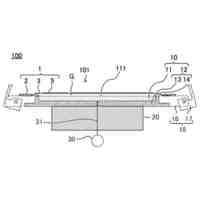
【選択図】図1
特許請求の範囲
【請求項1】
SiCウェーハを保持するチャックテーブルと、該チャックテーブルを少なくとも2つ配置したターンテーブルと、該チャックテーブルに保持されたSiCウェーハを研磨パッドで研磨する研磨機構と、を備え、該ターンテーブルを回転させ該研磨パッドで研磨加工する研磨位置に位置付けSiCウェーハを研磨する研磨装置であって、
該研磨機構の該研磨位置に位置付けた少なくとも一方の該チャックテーブルに保持されたSiCウェーハを研磨加工しているときに、
該研磨位置に位置付けられていない該チャックテーブルに保持されたSiCウェーハのC面をC面研磨パッドで研磨するC面研磨機構を備え、
該研磨機構と該C面研磨機構とによってSiCウェーハの両面を研磨する研磨装置。
続きを表示(約 570 文字)
【請求項2】
該チャックテーブルに対してSiCウェーハを搬入及び搬出する搬送機構を備える、請求項1記載の研磨装置。
【請求項3】
該研磨位置に位置付けられていない該チャックテーブルに保持されたSiCウェーハの上下面を反転させる反転機構を備える、請求項1または請求項2記載の研磨装置。
【請求項4】
SiCウェーハの両面を研磨するSiCウェーハの研磨方法であって、
ターンテーブルに配設された少なくとも2つのチャックテーブルのうちの一方のチャックテーブルに保持された第1のSiCウェーハのSi面を研磨パッドで研磨している間に、
他方のチャックテーブルに第2のSiCウェーハのC面を上にして保持させる第1保持工程と、
該第2のSiCウェーハのC面をC面研磨パッドで研磨するC面研磨工程と、
該第2のSiCウェーハを該他方のチャックテーブルから離し、反転して、該第2のSiCウェーハのSi面を上にして該他方のチャックテーブルに保持させる第2保持工程と、を少なくとも実施する、
SiCウェーハの研磨方法。
【請求項5】
該第1保持工程の前に、該他方のチャックテーブルから該第2のSiCウェーハを搬出する搬出工程を含む、請求項4記載のSiCウェーハの研磨方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、SiCウェーハを研磨する研磨装置及び研磨方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
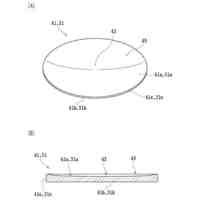
SiC(炭化ケイ素)を材料とするSiCウェーハは、電流容量や耐熱性などの性質に優れることから、半導体デバイスなどの分野での利用が多くなっている。特許文献1、2及び3に開示のように、SiCウェーハの製造工程では、インゴットからスライスされた板状のスライスウェーハの両面を研削した後、両面を研磨している。SiCウェーハは、Si原子で終端されたSi面を一方の面に露出させ、C原子で終端されたC面を他方の面に露出させるように形成される。
【先行技術文献】
【特許文献】
【0003】
特開2020-027895号公報
特開2022-028362号公報
特開2023-071254号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
SiCウェーハは、硬度や化学的な安定性が高く、研磨加工に多くの時間を要する。また、SiCウェーハのSi面とC面は、機械的な性質や化学的な性質が大きく異なり、Si面を研磨するのに要する時間が、C面を研磨するのに要する時間に比べて長くなる。SiCウェーハの研磨に要する時間は加工条件によって異なるが、一例として、Si面の研磨には、C面の研磨の3倍程度の時間がかかっていた。そのため、研磨工程において、SiCウェーハのSi面を研磨しているときに、次に研磨加工されるSiCウェーハの待機時間が長くなり、生産性を向上させる余地があった。
【0005】
したがって、SiCウェーハの両面を研磨する研磨装置は、次のSiCウェーハが待機する時間を有効活用して、総加工時間を短縮することが求められている。
【課題を解決するための手段】
【0006】
本発明の一態様は、SiCウェーハを保持するチャックテーブルと、該チャックテーブルを少なくとも2つ配置したターンテーブルと、該チャックテーブルに保持されたSiCウェーハを研磨パッドで研磨する研磨機構と、を備え、該ターンテーブルを回転させ該研磨パッドで研磨加工する研磨位置に位置付けSiCウェーハを研磨する研磨装置であって、該研磨機構の該研磨位置に位置付けた少なくとも一方の該チャックテーブルに保持されたSiCウェーハを研磨加工しているときに、該研磨位置に位置付けられていない該チャックテーブルに保持されたSiCウェーハのC面をC面研磨パッドで研磨するC面研磨機構を備え、該研磨機構と該C面研磨機構とによってSiCウェーハの両面を研磨することを特徴とする。
【0007】
該チャックテーブルに対してSiCウェーハを搬入及び搬出する搬送機構を備えてもよい。また、該研磨位置に位置付けられていない該チャックテーブルに保持されたSiCウェーハの上下面を反転させる反転機構を備えてもよい。
【0008】
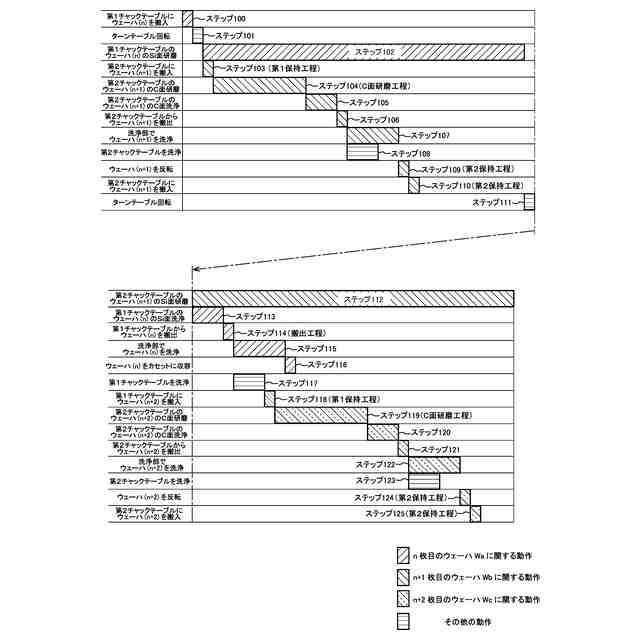
本発明の一態様は、SiCウェーハの両面を研磨するSiCウェーハの研磨方法であって、ターンテーブルに配設された少なくとも2つのチャックテーブルのうちの一方のチャックテーブルに保持された第1のSiCウェーハのSi面を研磨パッドで研磨している間に、他方のチャックテーブルに第2のSiCウェーハのC面を上にして保持させる第1保持工程と、該第2のSiCウェーハのC面をC面研磨パッドで研磨するC面研磨工程と、該第2のSiCウェーハを該他方のチャックテーブルから離し、反転して、該第2のSiCウェーハのSi面を上にして該他方のチャックテーブルに保持させる第2保持工程と、を少なくとも実施する、ことを特徴とする。
【0009】
該第1保持工程の前に、該他方のチャックテーブルから該第2のSiCウェーハを搬出する搬出工程を含んでもよい。
【発明の効果】
【0010】
本発明の研磨装置によれば、研磨機構によってSiCウェーハのSi面を研磨する間に、C面研磨機構によって次のSiCウェーハのC面を研磨することができ、Si面の研磨にかかる時間を有効活用して総加工時間を短縮することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
固定機構
1か月前
株式会社ディスコ
支持基板
6日前
株式会社ディスコ
研削装置
28日前
株式会社ディスコ
切削装置
25日前
株式会社ディスコ
加工装置
13日前
株式会社ディスコ
固定構造
8日前
株式会社ディスコ
加工装置
7日前
株式会社ディスコ
加工装置
7日前
株式会社ディスコ
切削装置
13日前
株式会社ディスコ
加工装置
5日前
株式会社ディスコ
研削装置
1日前
株式会社ディスコ
検査ユニット
1か月前
株式会社ディスコ
薬液管理方法
今日
株式会社ディスコ
気液分離配管
12日前
株式会社ディスコ
基板の接合方法
4日前
株式会社ディスコ
基板の製造方法
5日前
株式会社ディスコ
ブレード着脱具
6日前
株式会社ディスコ
基板の製造方法
4日前
株式会社ディスコ
負荷試験システム
25日前
株式会社ディスコ
マスクの形成方法
21日前
株式会社ディスコ
成形品の製造方法
19日前
株式会社ディスコ
ウェーハの分割方法
5日前
株式会社ディスコ
ウエーハの加工方法
19日前
株式会社ディスコ
被加工物の加工方法
1か月前
株式会社ディスコ
被加工物の加工方法
28日前
株式会社ディスコ
被加工物の加工方法
26日前
株式会社ディスコ
ウエーハの加工方法
25日前
株式会社ディスコ
切削方法及び切削装置
1日前
株式会社ディスコ
研削ホイール着脱治具
7日前
株式会社ディスコ
剥離装置及び剥離方法
13日前
株式会社ディスコ
加工装置及び加工方法
今日
株式会社ディスコ
温度コントロール装置
14日前
株式会社ディスコ
処理装置、及び、処理方法
7日前
株式会社ディスコ
処理装置のメンテナンス方法
7日前
株式会社ディスコ
ワーク搬送装置および加工装置
28日前
株式会社ディスコ
被加工物の加工方法および加工装置
25日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ