TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025121048
公報種別
公開特許公報(A)
公開日
2025-08-19
出願番号
2024016217
出願日
2024-02-06
発明の名称
加工装置
出願人
株式会社ディスコ
代理人
弁理士法人愛宕綜合特許事務所
主分類
H01L
21/304 20060101AFI20250812BHJP(基本的電気素子)
要約
【課題】ウエーハの裏面を研削して得られる仕上がり厚さを僅かに超えるような高い精度で面取り部の除去ができる加工装置を提供する。
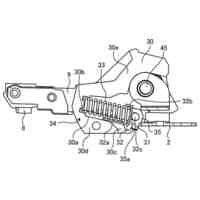
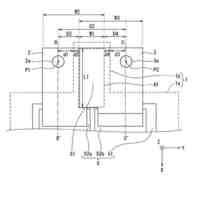
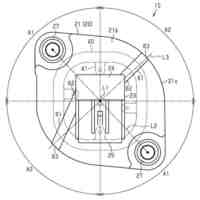
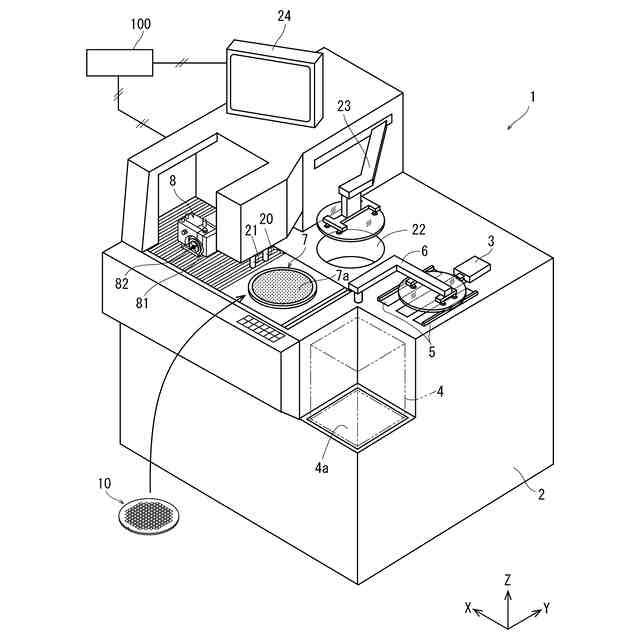
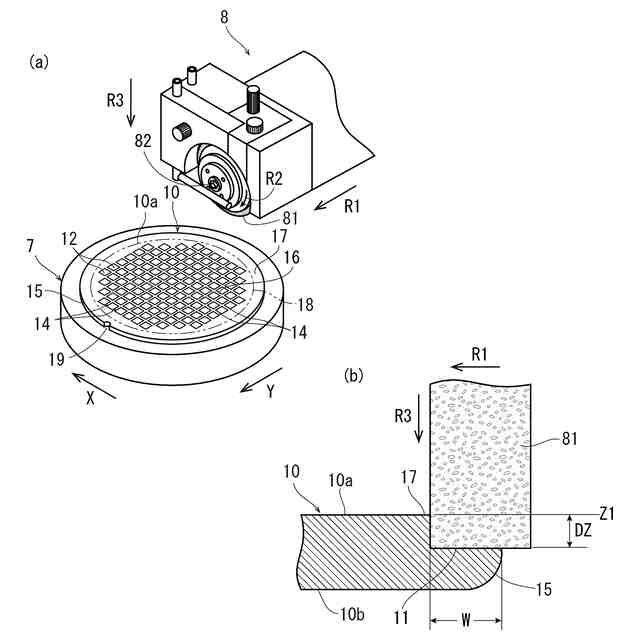
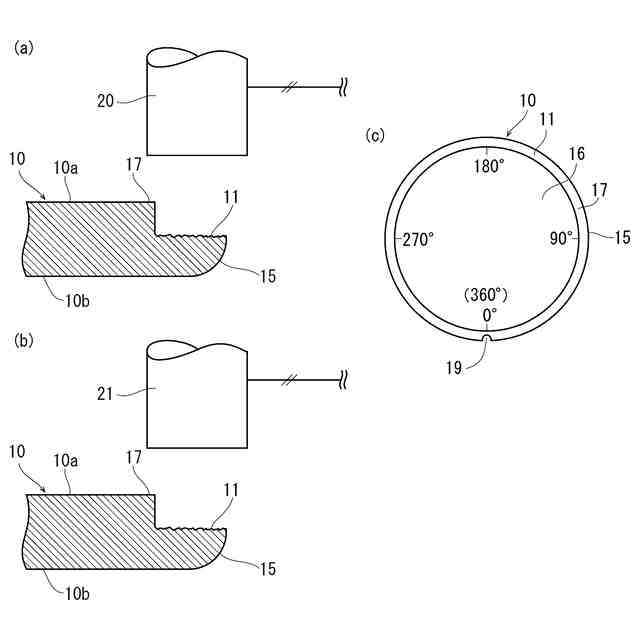
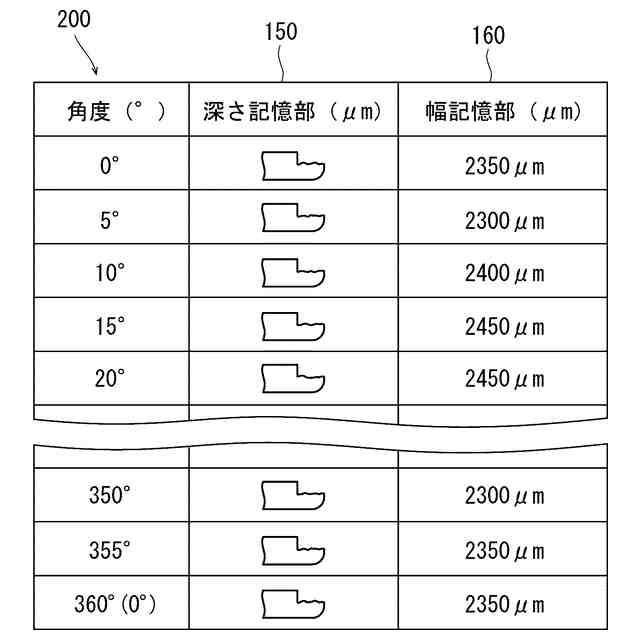
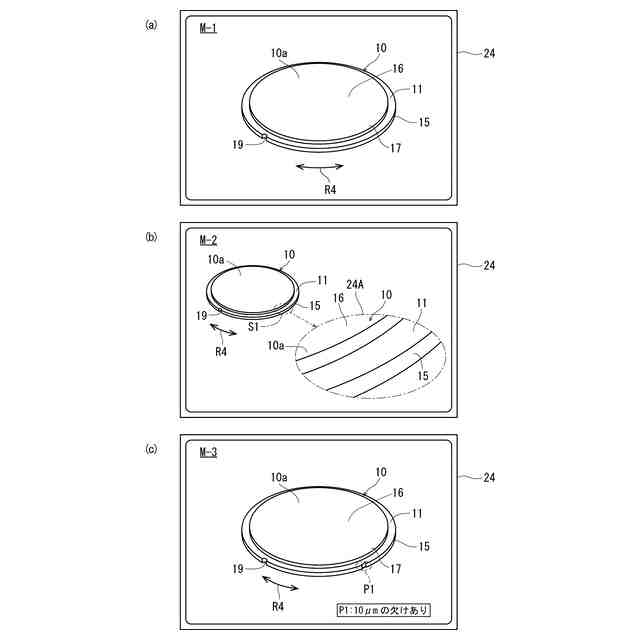
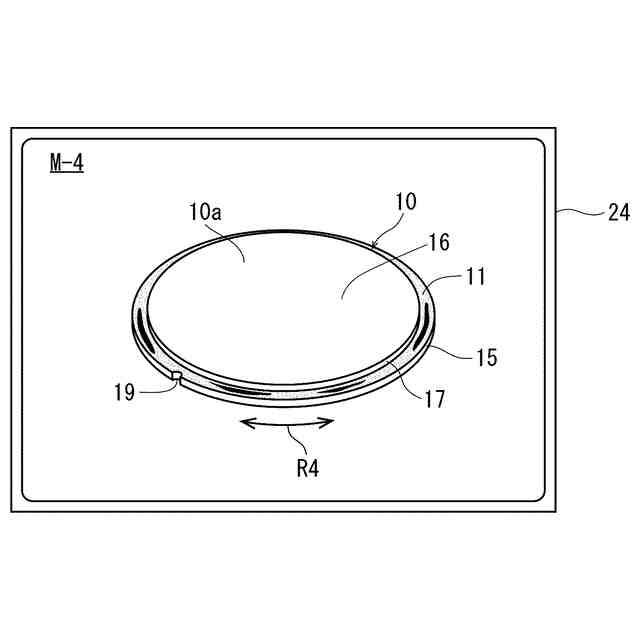
【解決手段】加工装置において、制御手段100は、チャックテーブル7を回転させながら、0度から一周の角度に対応してウエーハ10の外周に高さ計測手段20を位置付けて、ウエーハの面取り部15をウエーハの仕上がり厚みに対応して切削手段8で切削した段差部の深さを計測して、角度毎の段差部の深さDZを記憶し、ウエーハの外周にカメラ21を位置付けて段差部の半径方向の幅Wを計測して角度毎に記憶し、これらの計測値を角度毎に合成して3次元合成画像を生成して表示手段24に表示ささせる。
【選択図】図2
特許請求の範囲
【請求項1】
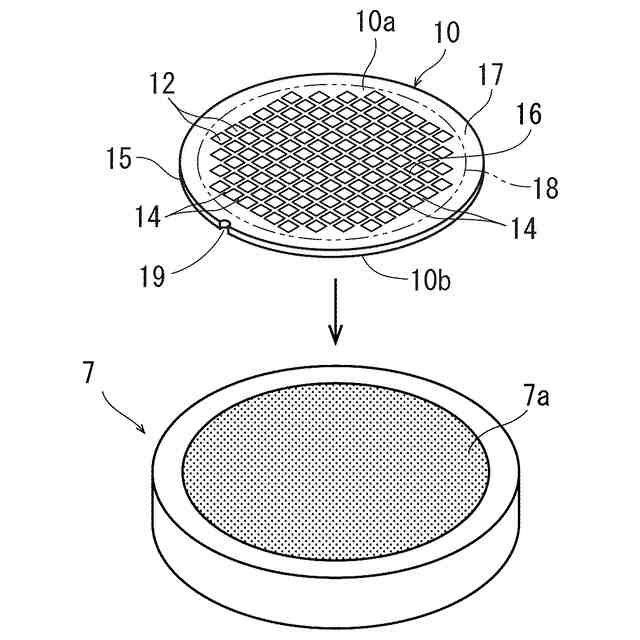
複数のデバイスが分割予定ラインによって区画されたデバイス領域と該デバイス領域を囲繞する面取り部を備えた外周余剰領域が表面に形成されたウエーハの加工装置であって、
ウエーハを吸引保持するX軸Y軸で規定される保持面を備えると共に回転可能なチャックテーブルと、該チャックテーブルに吸引保持されたウエーハの面取り部をウエーハの仕上がり厚みに対応して切削し段差部を形成する切削ブレードを支持するY軸方向に回転軸を備えた切削手段と、該切削手段を該保持面に対して垂直なZ軸方向に加工送りするZ軸送り手段と、該チャックテーブルに吸引保持されたウエーハの上面高さを計測する高さ計測手段と、該段差部の半径方向の幅を計測するカメラと、制御手段と、表示手段とを含み、
該制御手段は、
該チャックテーブルに吸引保持されたウエーハの表面から切削すべき面取り部のZ軸方向の切り込み深さを設定する切り込み深さ設定部と、
切削すべき面取り部の半径方向の幅を設定する幅設定部と、
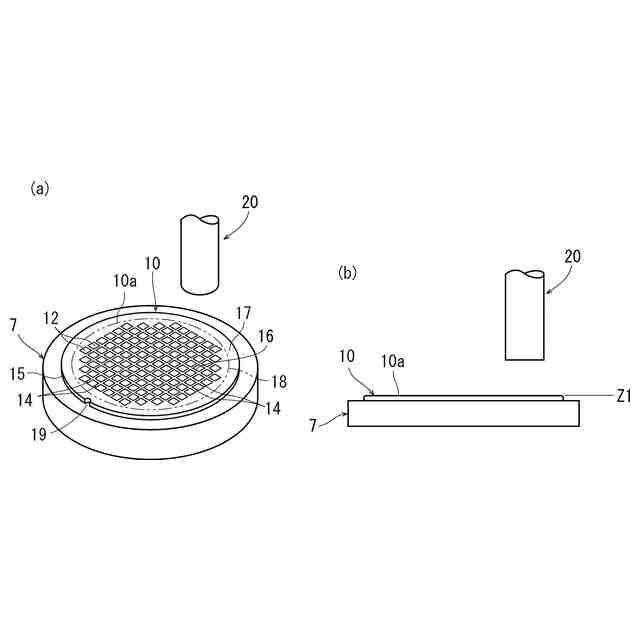
該高さ計測手段を作動してウエーハの表面のZ軸座標を計測して記憶する表面座標記憶部と、
該切り込み深さ設定部で設定された切り込み深さと、該幅設定部で設定された幅と、該表面座標記憶部に記憶されたZ軸座標とから面取り部を切削する加工を実施する面取り動作部と、
該面取り動作部による面取り部の切削が終了した後、該チャックテーブルを回転させながら、0度から一周の角度に対応してウエーハの外周に該高さ計測手段を位置付けて該段差部の深さを計測して、該角度毎の該段差部の深さを記憶する深さ記憶部と、ウエーハの外周に該カメラを位置付けて該段差部の半径方向の幅を計測して角度毎に記憶する幅記憶部と、該深さ記憶部及び該幅記憶部に記憶された計測値を角度毎に合成して3次元合成画像を生成して該表示手段に表示する3次元画像生成部と、
を備える加工装置。
続きを表示(約 610 文字)
【請求項2】
該制御手段は、該表示手段に該3次元合成画像を回転させながら表示する請求項1に記載の加工装置。
【請求項3】
該制御手段は、該3次元合成画像を部分的に拡大して該表示手段に表示する請求項1に記載の加工装置。
【請求項4】
該制御手段は、該3次元合成画像に基づいて、注目すべき箇所を見つけた際に、該注目情報を記録する注目情報記録部を備える請求項1に記載の加工装置。
【請求項5】
該制御手段は、該切り込み深さ設定部で設定された切り込み深さと、該幅設定部で設定された幅を基準として、該深さ記憶部と該幅記憶部とに記憶された計測値との違いを色分けして表示する請求項1に記載の加工装置。
【請求項6】
該制御手段は、第3次元合成画像をスライスする線を表示し、該スライスする線に対応する断面図及び計測値を表示する請求項1に記載の加工装置。
【請求項7】
該制御手段は、面取り部を切削する面取り動作部を実行する際に該切削手段の加工時の情報を記録する加工時情報記録部を備える請求項1に記載の加工装置。
【請求項8】
該制御手段は、切削ブレードのメンテナンスを促す請求項1に記載の加工装置。
【請求項9】
該制御手段は、複数ウエーハの3次元合成画像を該表示手段に連続して表示する請求項1に記載の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数のデバイスが分割予定ラインによって区画されたデバイス領域と該デバイス領域を囲繞する面取り部を備えた外周余剰領域が表面に形成されたウエーハの加工装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
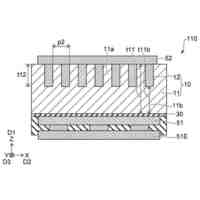
IC、LSI等の複数のデバイスが分割予定ラインによって区画され表面に形成されたウエーハは、裏面が研削されて所定の厚みに形成された後、ダイシング装置によって個々のデバイスチップに分割されて、携帯電話、パソコン等の電気機器に利用される。
【0003】
研削装置は、ウエーハを保持するチャックテーブルと、該チャックテーブルに保持されたウエーハを研削する研削砥石を環状に配設した研削ホイールを回転可能に備えた研削手段と、該研削手段を研削送りする送り手段と、ウエーハの厚みを計測する計測手段と、を含み構成されていて、ウエーハを所望の厚みに研削することができる。
【0004】
ところが、ウエーハの外周には面取り部が形成されており、ウエーハの裏面を研削して薄化すると、面取り部が鋭利なナイフエッジとなり、外周から生じたクラックが複数のデバイスが分割予定ラインによって区画され形成されたデバイス領域に伸展して、デバイスを損傷させると共に、オペレータが怪我をするおそれがあるという問題がある。
【0005】
そこで、ウエーハの裏面を研削する前に面取り部を除去する技術が本出願人によって提案されている(例えば特許文献1を参照)。
【先行技術文献】
【特許文献】
【0006】
特開2016-096295号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
また、特に2層ウエーハの場合には、ウエーハを積層する前に、裏面が研削される一方のウエーハの面取り部を除去し、その後、面取りされた一方のウエーハの表面を他方のウエーハに積層する場合がある。しかし、該一方のウエーハの面取り部が全て除去されていると、該一方のウエーハの中心と他方のウエーハの中心とを正確に位置合わせすることが困難であることから、該一方のウエーハの面取り部を半分以上残す必要がある。しかし、該一方のウエーハの裏面を研削して得られる仕上がり厚さを僅かに超えるように、ウエーハの表面から面取り部を正確に切削して除去することが困難であるという問題がある。
【0008】
本発明は、上記事実に鑑みなされたものであり、その主たる技術課題は、ウエーハの裏面を研削して得られる仕上がり厚さを僅かに超えるような高い精度で面取り部の除去ができる加工装置を提供することにある。
【課題を解決するための手段】
【0009】
上記主たる技術課題を解決するため、本発明によれば、複数のデバイスが分割予定ラインによって区画されたデバイス領域と該デバイス領域を囲繞する面取り部を備えた外周余剰領域が表面に形成されたウエーハの加工装置であって、ウエーハを吸引保持するX軸Y軸で規定される保持面を備えると共に回転可能なチャックテーブルと、該チャックテーブルに吸引保持されたウエーハの面取り部をウエーハの仕上がり厚みに対応して切削し段差部を形成する切削ブレードを支持するY軸方向に回転軸を備えた切削手段と、該切削手段を該保持面に対して垂直なZ軸方向に加工送りするZ軸送り手段と、該チャックテーブルに吸引保持されたウエーハの上面高さを計測する高さ計測手段と、該段差部の半径方向の幅を計測するカメラと、制御手段と、表示手段とを含み、該制御手段は、該チャックテーブルに吸引保持されたウエーハの表面から切削すべき面取り部のZ軸方向の切り込み深さを設定する切り込み深さ設定部と、切削すべき面取り部の半径方向の幅を設定する幅設定部と、該高さ計測手段を作動してウエーハの表面のZ軸座標を計測して記憶する表面座標記憶部と、該切り込み深さ設定部で設定された切り込み深さと、該幅設定部で設定された幅と、該表面座標記憶部に記憶されたZ軸座標とから面取り部を切削する加工を実施する面取り動作部と、該面取り動作部による面取り部の切削が終了した後、該チャックテーブルを回転させながら、0度から一周の角度に対応してウエーハの外周に該高さ計測手段を位置付けて該段差部の深さを計測して、該角度毎の該段差部の深さを記憶する深さ記憶部と、ウエーハの外周に該カメラを位置付けて該段差部の半径方向の幅を計測して角度毎に記憶する幅記憶部と、該深さ記憶部及び該幅記憶部に記憶された計測値を角度毎に合成して3次元合成画像を生成して該表示手段に表示する3次元画像生成部と、を備える加工装置が提供される。
【0010】
該制御手段は、該表示手段に該3次元合成画像を回転させながら表示することができる。また、該制御手段は、該3次元合成画像を部分的に拡大して該表示手段に表示することができる。さらには、該制御手段は、該3次元合成画像に基づいて、注目すべき箇所を見つけた際に、該注目情報を記録する注目情報記録部を備えていることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
雄端子
9日前
個人
後付地震遮断機
13日前
個人
超精密位置決め機構
14日前
愛知電機株式会社
電力機器
6日前
東レ株式会社
積層多孔質膜
17日前
ヒロセ電機株式会社
端子
6日前
日機装株式会社
加圧装置
1日前
CKD株式会社
巻回装置
16日前
ローム株式会社
半導体装置
1日前
住友電装株式会社
端子
8日前
三菱電機株式会社
回路遮断器
2日前
株式会社GSユアサ
蓄電装置
20日前
日本特殊陶業株式会社
保持装置
21日前
日本特殊陶業株式会社
保持装置
16日前
日本化薬株式会社
電流遮断装置
14日前
株式会社東芝
回路素子
15日前
日新イオン機器株式会社
イオン注入装置
1日前
三菱自動車工業株式会社
放熱構造
1日前
TOWA株式会社
製造装置
21日前
住友電装株式会社
コネクタ
8日前
株式会社村田製作所
アンテナ装置
15日前
個人
“hi-light surf.”
22日前
富士電機株式会社
半導体装置
8日前
三菱電機株式会社
半導体装置
16日前
TDK株式会社
電子部品
今日
本田技研工業株式会社
積層装置
13日前
株式会社アイシン
加湿器
9日前
日本特殊陶業株式会社
保持部材
1日前
矢崎総業株式会社
すり割り端子
6日前
株式会社村田製作所
コイル部品
1日前
株式会社アイシン
加湿器
9日前
TDK株式会社
電子部品
16日前
日本バイリーン株式会社
負極部材および電池
16日前
住友電装株式会社
中継コネクタ
6日前
TDK株式会社
電子部品
22日前
株式会社村田製作所
コイル部品
14日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ