TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025141405
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024041318
出願日
2024-03-15
発明の名称
電池の製造方法、電池
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
代理人
個人
,
個人
,
個人
主分類
H01M
50/262 20210101AFI20250919BHJP(基本的電気素子)
要約
【課題】補助治具を取り付け易くし、作業性を向上する。
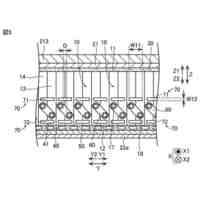
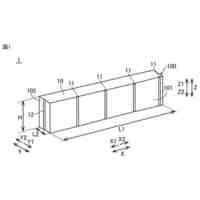
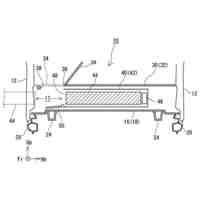
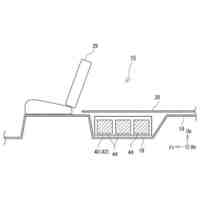
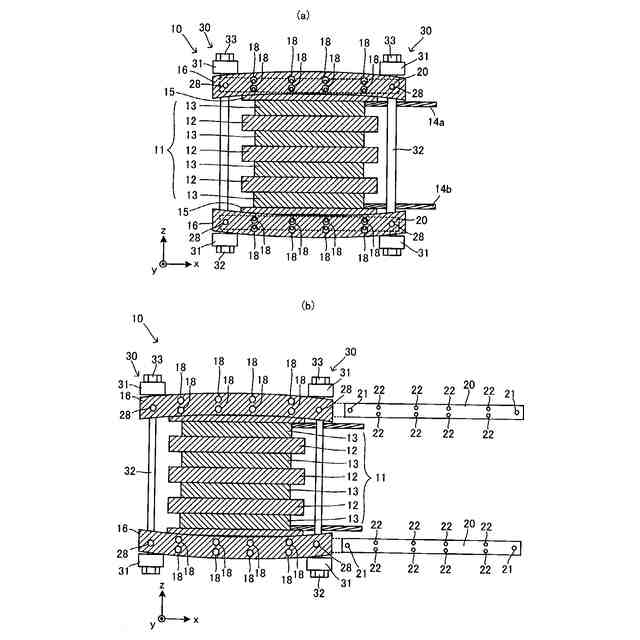
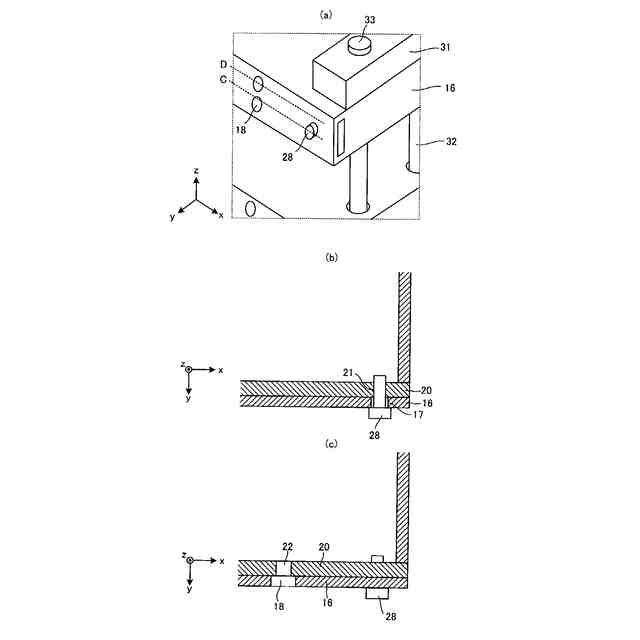
【解決手段】電池は、セル積層体と、セル積層体の積層方向の両端のそれぞれに配置された弾性体と、弾性体の積層方向両端に配置された拘束板と、拘束板の内部に配置された内部プレートと、2つの拘束板を近づける方向に押圧する拘束具と、を有しており、拘束板には、積層方向に直交する方向の端面に補助治具を取り付けるためのボルトが通される補助治具用通し穴と、補助治具用通し穴を挟むように端面の両端のそれぞれに内部プレートを拘束板に取り付けるためのボルトが通される内部プレート用通し穴と、を備え、内部プレートは内部プレート用通し穴を貫通したボルトにより拘束板に締結されている。
【選択図】図2
特許請求の範囲
【請求項1】
電池の製造方法であって、
前記電池は、セル積層体と、前記セル積層体の積層方向の両端のそれぞれに配置された弾性体と、前記弾性体の積層方向両端に配置された拘束板と、前記拘束板の内部に配置された内部プレートと、2つの前記拘束板を近づける方向に押圧する拘束具と、を有しており、
前記拘束板には、積層方向に直交する方向の端面に補助治具を取り付けるためのボルトが通される補助治具用通し穴と、前記補助治具用通し穴を挟むように前記端面の両端のそれぞれに前記内部プレートを前記拘束板に取り付けるためのボルトが通される内部プレート用通し穴と、を備え、
前記内部プレートは前記内部プレート用通し穴を貫通したボルトにより前記拘束板に締結されており、
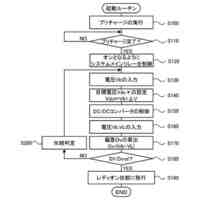
前記製造方法は、
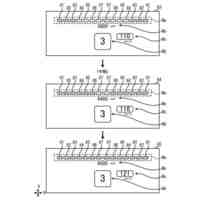
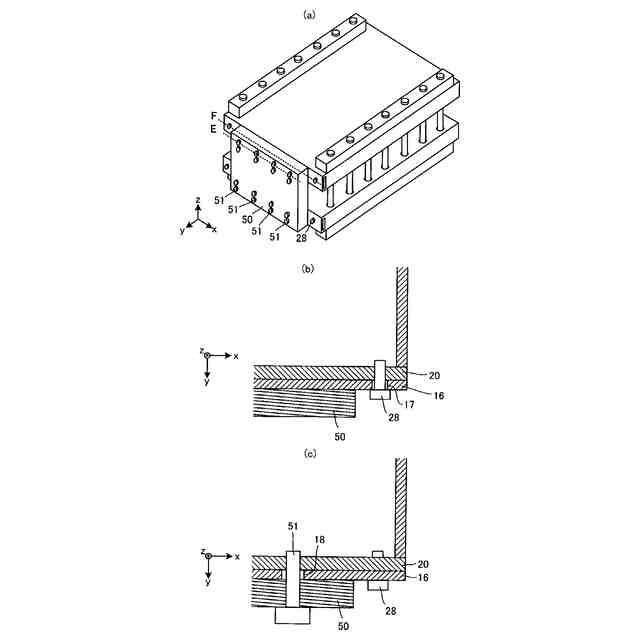
前記拘束具により前記拘束板を介して前記セル積層体を拘束しながら、前記補助治具を前記補助治具用通し穴を貫通したボルトにより前記内部プレートに締結することにより前記補助治具を前記電池に取り付ける工程を有し、
その後に前記補助治具から前記電池に電解液の注入を行う、
電池の製造方法。
続きを表示(約 340 文字)
【請求項2】
セル積層体と、
前記セル積層体の積層方向の両端のそれぞれに配置された弾性体と、
前記弾性体の積層方向両端に配置された拘束板と、
前記拘束板の内部に配置された内部プレートと、
2つの前記拘束板を近づける方向に押圧する拘束具と、を有しており、
前記拘束板には、積層方向に直交する方向の端面に補助治具を取り付けるためボルトが通される補助治具用通し穴と、前記補助治具用通し穴を挟むように前記端面の両端のそれぞれに前記内部プレートを前記拘束板に取り付けるためのボルトが通される内部プレート用通し穴と、を備え、
前記内部プレートは前記内部プレート用通し穴を貫通したボルトにより前記拘束板に締結されている、
電池。
発明の詳細な説明
【技術分野】
【0001】
本開示は電池の製造方法、及び電池に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1には、拘束板によりセルに荷重をかけることが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2020-091947号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の技術では、拘束板がたわんでしまい、注液のための治具ような補助治具を拘束板にボルトで締結することが困難であった。
【0005】
そこで、本開示では補助治具を取り付け易くし、作業性を向上することができる二次電池の製造方法を提供することを目的とする。また、そのための電池を提供する。
【課題を解決するための手段】
【0006】
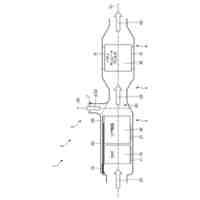
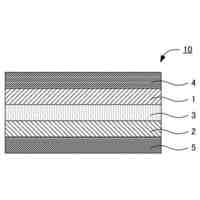
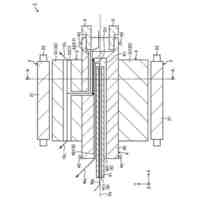
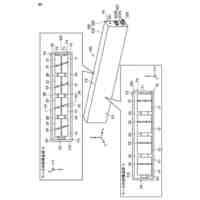
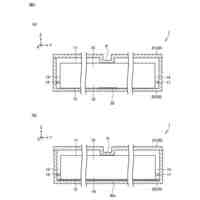
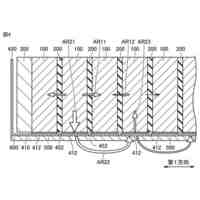
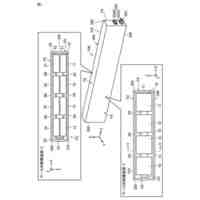
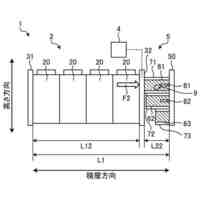
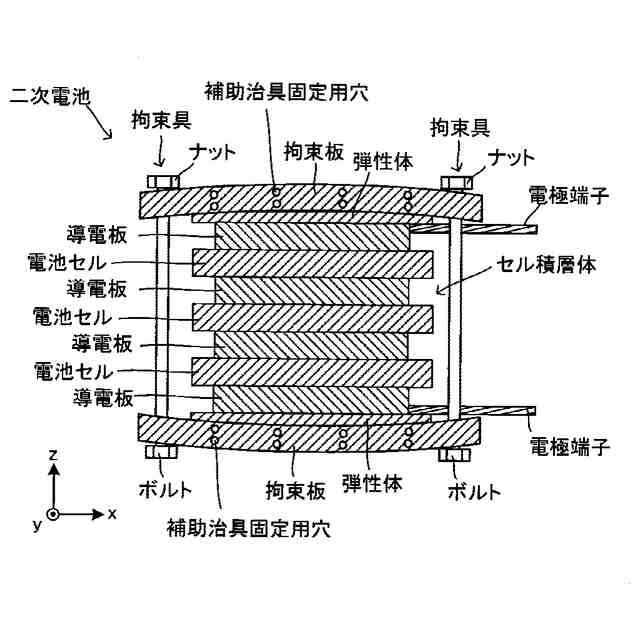
上記のように、従来技術では拘束板がたわんでしまい、注液のための治具のような補助治具を拘束板にボルトで締結することが困難であるが、具体的には次の通りである。図5に説明のための図を示した。なお、図5は側面図ではあるが、部材の区別のし易さのためにハッチングを付している。
【0007】
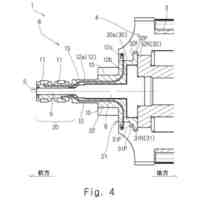
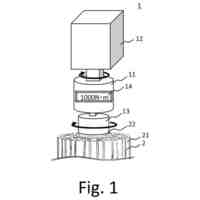
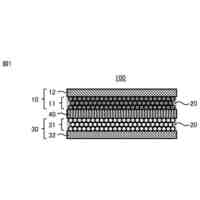
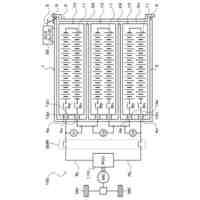
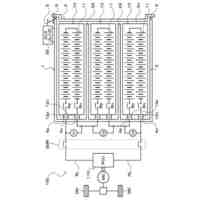
図5からわかるように、単電池である電池セルと導電板とが交互に積層されることでセル積層体が形成されている。セル積層体の積層方向両端には弾性体が配置されており、その外側に拘束板が積層されている。
拘束板はセル積層体や弾性体よりも大きく形成されており、当該大きく形成された突出した部位で、積層方向両端に配置された拘束具(通しボルト及びナット)で締結され、2つの拘束板でセル積層体及び弾性体を挟むようにして固定している。拘束板にはその端面に補助治具を取り付けるための補助治具用穴が設けられている。
【0008】
ここで、拘束板は拘束具により締結拘束されているため図5に示したようにたわみが生じる。このたわみにより、たわむ前に比べて補助治具固定用穴の位置が変わって位置ずれが生じ、補助治具を拘束板に固定することに手間がかかり、作業性が低下する問題があった。これに対して本開示では拘束板にたわみが生じても補助治具を補助治具固定用穴に取り付けて固定し易くして作業性を高めた。
【0009】
本願は、電池の製造方法であって、電池は、セル積層体と、セル積層体の積層方向の両端のそれぞれに配置された弾性体と、弾性体の積層方向両端に配置された拘束板と、拘束板の内部に配置された内部プレートと、2つの拘束板を近づける方向に押圧する拘束具と、を有しており、拘束板には、積層方向に直交する方向の端面に補助治具を取り付けるためのボルトが通される補助治具用通し穴と、補助治具用通し穴を挟むように端面の両端のそれぞれに内部プレートを拘束板に取り付けるためのボルトが通される内部プレート用通し穴と、を備え、内部プレートは内部プレート用通し穴を貫通したボルトにより拘束板に締結されており、製造方法は、拘束具により拘束板を介してセル積層体を拘束しながら、補助治具を補助治具用通し穴を貫通したボルトにより内部プレートに締結することにより補助治具を電池に取り付ける工程を有し、その後に補助治具から電池に電解液の注入を行う、電池の製造方法を開示する。
【0010】
また、本開示は、セル積層体と、セル積層体の積層方向の両端のそれぞれに配置された弾性体と、弾性体の積層方向両端に配置された拘束板と、拘束板の内部に配置された内部プレートと、2つの拘束板を近づける方向に押圧する拘束具と、を有しており、拘束板には、積層方向に直交する方向の端面に補助治具を取り付けるためボルトが通される補助治具用通し穴と、補助治具用通し穴を挟むように端面の両端のそれぞれに内部プレートを拘束板に取り付けるためのボルトが通される内部プレート用通し穴と、を備え、内部プレートは内部プレート用通し穴を貫通したボルトにより拘束板に締結されている、電池を開示する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
24日前
トヨタ自動車株式会社
車両
19日前
トヨタ自動車株式会社
装置
20日前
トヨタ自動車株式会社
車両
26日前
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
車両
21日前
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
電池
今日
トヨタ自動車株式会社
装置
20日前
トヨタ自動車株式会社
サーバ
4日前
トヨタ自動車株式会社
電動車
10日前
トヨタ自動車株式会社
回転子
11日前
トヨタ自動車株式会社
モータ
11日前
トヨタ自動車株式会社
検査装置
今日
トヨタ自動車株式会社
蓄電装置
10日前
トヨタ自動車株式会社
表示装置
12日前
トヨタ自動車株式会社
二次電池
今日
トヨタ自動車株式会社
給電装置
10日前
トヨタ自動車株式会社
蓄電装置
24日前
トヨタ自動車株式会社
制御装置
26日前
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
冷却装置
10日前
トヨタ自動車株式会社
制御装置
今日
トヨタ自動車株式会社
蓄電装置
12日前
トヨタ自動車株式会社
水系電池
18日前
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
制御装置
今日
トヨタ自動車株式会社
電動車両
19日前
トヨタ自動車株式会社
溶接装置
24日前
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
電動車両
19日前
トヨタ自動車株式会社
電動車両
19日前
トヨタ自動車株式会社
電動車両
10日前
トヨタ自動車株式会社
電動車両
10日前
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
制御装置
24日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ