TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025150079
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024050774
出願日
2024-03-27
発明の名称
スパンボンド不織布およびその製造方法ならびに積層体、表皮材
出願人
東レ株式会社
代理人
主分類
D04H
3/16 20060101AFI20251002BHJP(組みひも;レース編み;メリヤス編成;縁とり;不織布)
要約
【課題】 十分な断熱性を有しながら印刷視認性が良好なスパンボンド不織布を提供すること。
【解決手段】 熱可塑性樹脂を主成分とする繊維で構成されてなるスパンボンド不織布であって、少なくとも一方の算術平均粗さRaが4.0μm以上10.0μm以下であり、繊維配向度が0°以上20°以下である繊維の割合が40%以上70%以下である、スパンボンド不織布。
【選択図】 なし
特許請求の範囲
【請求項1】
熱可塑性樹脂を主成分とする繊維で構成されてなるスパンボンド不織布であって、少なくとも一方の算術平均粗さRaが4.0μm以上10.0μm以下であり、繊維配向度が0°以上20°以下である繊維の割合が40%以上70%以下である、スパンボンド不織布。
続きを表示(約 1,400 文字)
【請求項2】
Q-maxが0.01W/cm
2
以上0.10W/cm
2
以下である、請求項1に記載のスパンボンド不織布。
【請求項3】
前記繊維が高融点重合体の周りに該高融点重合体の融点よりも低い融点を有する低融点重合体を配した複合繊維である、請求項1または2に記載のスパンボンド不織布。
【請求項4】
前記繊維の平均単繊維径が5.0μm以上16.0μm以下である、請求項1または2に記載のスパンボンド不織布。
【請求項5】
目付が5g/m
2
以上50g/m
2
以下である、請求項1または2に記載のスパンボンド不織布。
【請求項6】
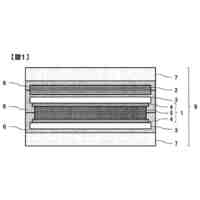
請求項1または2に記載のスパンボンド不織布と、フィルムと、が接着樹脂を介して積層されてなる、積層体。
【請求項7】
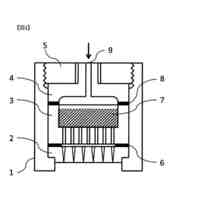
熱可塑性樹脂を紡糸口金の吐出孔から紡出し、さらに吸引延伸して長繊維を得る工程と、
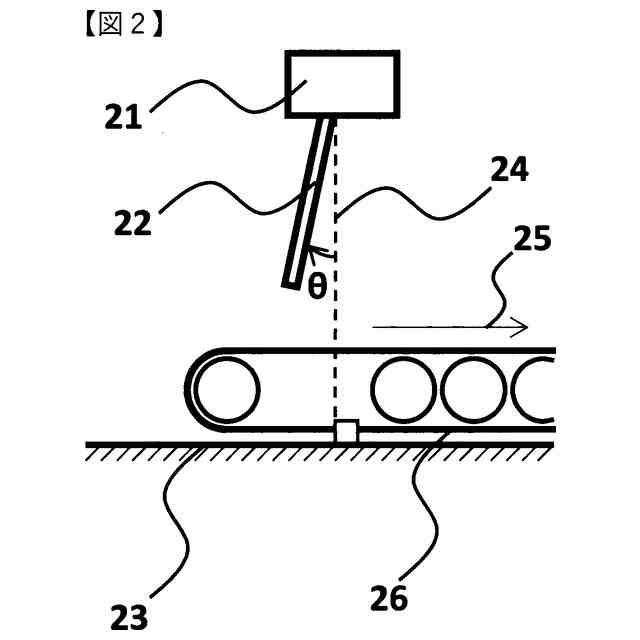
平均傾き角度θが0°以上40°以下である分散板に前記長繊維を沿わせた後、移動するネットコンベア上に該長繊維を捕集して、繊維ウェブを得る工程と、
前記繊維ウェブの一方の表面のみに加熱面を接触させて予熱して、予熱繊維ウェブを得る工程と、
前記予熱繊維ウェブを一対のフラットロールで熱接着する工程と、
を順次施す、前記スパンボンド不織布の製造方法であって、
前記吸引延伸する際の紡糸速度が3000m/分以上6000m/分以下であり、
前記予熱において、前記加熱面の温度が前記熱可塑性樹脂の融点よりも30℃以上110℃以下低い温度で、かつ、前記加熱面の線圧が1N/cm以上100N/cm以下であって、
前記熱接着において、前記一対のフラットロールの表面の温度が前記熱可塑性樹脂の融点よりも30℃以上70℃以下低い温度で、かつ、前記一対のフラットロールの線圧が100N/cm以上900N/cm以下である、スパンボンド不織布の製造方法。
【請求項8】
高融点重合体と、前記高融点重合体の融点よりも10℃以上110℃以下低い融点を有する低融点重合体と、を複合紡糸口金の吐出孔から紡出し、さらに吸引延伸して高融点重合体を露出させずに低融点重合体が覆ってなる長繊維を得る工程と、
平均傾き角度θが0°以上40°以下である分散板に前記長繊維を沿わせた後、移動するネットコンベア上に該長繊維を捕集して、繊維ウェブを得る工程と、
前記繊維ウェブの一方の表面のみに加熱面を接触させて予熱して、予熱繊維ウェブを得る工程と、
前記予熱繊維ウェブを一対のフラットロールで熱接着する工程と、
を順次施す、前記スパンボンド不織布の製造方法であって、
前記吸引延伸する際の紡糸速度が3000m/分以上6000m/分以下であり、
前記予熱において、前記加熱面の温度が前記低融点重合体の融点よりも30℃以上110℃以下低い温度で、かつ、前記加熱面の線圧が1N/cm以上100N/cm以下であって、
前記熱接着において、前記一対のフラットロールの表面温度が前記低融点重合体の融点よりも30℃以上70℃以下低い温度で、かつ、前記一対のフラットロールの線圧が100N/cm以上900N/cm以下である、スパンボンド不織布の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、スパンボンド不織布に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、ペットボトルやアルミ缶などの容器の表示ラベルとして熱収縮性フィルムが用いられてきた。これらの熱収縮性フィルムには、商品名や内容物の表示の観点からは鮮明な印刷性が求められる。さらに、内容物が高温の場合には、内容物の温度を保持できることが、内容物が室温よりも低温の場合には空気中の水分が容器表面で結露することを防止できることが求められる。このような表示ラベルには断熱層として、繊維シートを表面に被覆したものが提案されており、生産コストの観点から不織布シートが使用されている。
【0003】
例えば、特許文献1では、外側層である熱収縮性プラスチックフィルムと内側層である不織布シートとが積層接合されたラミネートシートからなる飲料充填容器用断熱性シュリンクチューブが提案されている。これによれば、基材フィルムの熱収縮力により飲料充填容器の胴部を安定に被覆すると共に、これに積層一体化された不織布シートの多孔質構造による良好な断熱効果を奏し、店頭や自動販売機で加温販売される飲料充填容器の取扱いの困難を解消する旨が記載されている。
【0004】
また、特許文献2では、少なくとも熱収縮性フィルムと不織布とを有する積層体を筒状にして、その一端における熱収縮性フィルム層の表面部分と、他端において対面する不織布層の表面部分とを互いに溶剤接着してなる熱収縮性ラベルが提案されている。これによれば、ボトルやカップなど様々な形態の容器にも熱収縮により被覆装着可能で、実用的な断熱効果があり、かつ通常の溶剤接着加工工程で生産可能な熱収縮性ラベルが提供される旨が記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2004-67189号公報
特開2005-338304号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1や2に開示されたラベルに使用される不織布は、一定の断熱性を有するものと考えられるが、印字された文字や画像の視認性(印刷視認性)は十分ではない。そのため、視認性を向上させるためには容器の全周を不織布で覆わないようにする必要があり、そうなると、断熱性が十分なものではなくなるという課題がある。
【0007】
そこで、本発明は、上記の事情に鑑みてなされたものであって、その目的は、十分な断熱性を有しながら印刷視認性が良好なスパンボンド不織布を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記の目的を達成するべく、鋭意検討を重ねた結果、スパンボンド不織布の表面粗さと繊維配向度が一定の範囲であることで、十分な断熱性を有しながら印刷視認性が良好となり、さらに、飲料容器からラベルを除去する際の手切れ性にも優れるスパンボンド不織布となるという知見を得た。
【0009】
本発明は、これら知見に基づいて完成に至ったものであり、本発明によれば、以下の発明が提供される。
【0010】
[1] 熱可塑性樹脂を主成分とする繊維で構成されてなるスパンボンド不織布であって、少なくとも一方の算術平均粗さRaが4.0μm以上10.0μm以下であり、繊維配向度が0°以上20°以下である繊維の割合が40%以上70%以下である、スパンボンド不織布。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
浄水器
21日前
東レ株式会社
防護服
3日前
東レ株式会社
複合半透膜
1か月前
東レ株式会社
積層フィルム
3か月前
東レ株式会社
積層多孔質膜
2か月前
東レ株式会社
積層フィルム
2日前
東レ株式会社
風車ブレード
1か月前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
黒色樹脂組成物
7日前
東レ株式会社
光透過性表皮材
2日前
東レ株式会社
加飾用フィルム
7日前
東レ株式会社
多孔質炭素シート
1か月前
東レ株式会社
多層積層フィルム
23日前
東レ株式会社
不織布の製造装置
1日前
東レ株式会社
中空糸膜モジュール
7日前
東レ株式会社
テーパ付き円筒部材
2日前
東レ株式会社
太陽電池モジュール
2日前
東レ株式会社
マルチフィラメント
3か月前
東レ株式会社
織物および繊維製品
2か月前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
遮熱性アクリル繊維
8日前
東レ株式会社
熱硬化性樹脂組成物
1か月前
東レ株式会社
溶融紡糸口金パック
8日前
東レ株式会社
繊維断面の検査方法
8日前
東レ株式会社
合成繊維の巻取装置
2か月前
東レ株式会社
サンドイッチ構造体
1か月前
東レ株式会社
ガス拡散層の製造方法
1か月前
東レ株式会社
複合成形体の製造方法
21日前
東レ株式会社
ポリエステルフィルム
15日前
東レ株式会社
引抜成形品の製造方法
1か月前
東レ株式会社
フィルムの製造方法。
2か月前
東レ株式会社
プラスチック光ファイバ
1か月前
東レ株式会社
織物およびシート表皮材
1か月前
東レ株式会社
ポリオレフィン微多孔膜
2か月前
東レ株式会社
ポリプロピレンフィルム
7日前
東レ株式会社
霧化状活性液体供給装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ