TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025087519
公報種別
公開特許公報(A)
公開日
2025-06-10
出願番号
2023202226
出願日
2023-11-29
発明の名称
情報処理装置、情報処理プログラム、及び情報処理方法
出願人
三井化学株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
B29C
64/386 20170101AFI20250603BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】本開示は、三次元対象造形装置に備わる吐出部の移動速度を一律に制御する場合と比較して、三次元データとの誤差が小さい三次元対象を造形することに要する時間を短縮することができる、情報処理装置、情報処理プログラム、及び情報処理方法を提供することを目的とする。
【解決手段】三次元対象を造形するための三次元データを受け付ける受付部と、前記三次元データを分割し、前記三次元対象を造形するための複数の造形層のデータを生成する分割部と、前記造形層のデータに基づき、材料を吐出する吐出部が前記造形層を造形する際に現れる形状の複雑さを示す指標を算出し、かつ、前記指標に応じて、前記吐出部の移動速度を算出する算出部と、前記吐出部の移動速度に応じて前記吐出部を制御するための制御命令を生成する生成部と、を含む、情報処理装置。
【選択図】図2
特許請求の範囲
【請求項1】
三次元対象を造形するための三次元データを受け付ける受付部と、
前記三次元データを分割し、前記三次元対象を造形するための複数の造形層のデータを生成する分割部と、
前記造形層のデータに基づき、材料を吐出する吐出部が前記造形層を造形する際に現れる形状の複雑さを示す指標を算出し、かつ、前記指標に応じて、前記吐出部の移動速度を算出する算出部と、
前記吐出部の移動速度に応じて前記吐出部を制御するための制御命令を生成する生成部と、
を含む、
情報処理装置。
続きを表示(約 1,400 文字)
【請求項2】
前記算出部は、
前記吐出部のノズル径に対して定められる直径を有する範囲に含まれる、前記吐出部が前記材料を吐出する道筋を示す造形経路のうち、前記指標を算出する対象となる造形経路を示す対象経路の長さを、前記吐出部のノズル径に対して定められる直径の半分の値で除して算出される値を、前記対象経路の前記複雑さを示す指標として算出する、
請求項1記載の情報処理装置。
【請求項3】
前記算出部は、
前記吐出部のノズル径に対して定められる直径を有する範囲に含まれる、前記吐出部が前記材料を吐出する道筋を示す造形経路の形状が、予め定められた曲率を有する形状の場合、当該予め定められた曲率に対応する値を、前記造形経路の前記複雑さを示す指標として算出する、
請求項1記載の情報処理装置。
【請求項4】
前記算出部は、
前記吐出部のノズル径に対して定められる直径を有する範囲に含まれる、前記吐出部が前記材料を吐出する道筋を示す造形経路の形状が、基準となる少なくとも2つの線分の端点が予め定められた距離で離間する形状の場合、当該予め定められた距離に対応する値を、前記複雑さを示す指標として算出する、
請求項1記載の情報処理装置。
【請求項5】
前記算出部は、
前記吐出部のノズル径に対して定められる直径を有する範囲に含まれる、前記吐出部が前記材料を吐出する道筋を示す造形経路の形状が、予め定められた角度を有する形状の場合、当該予め定められた角度に対応する値を、前記複雑さを示す指標として算出する、
請求項1記載の情報処理装置。
【請求項6】
前記吐出部のノズル径に対して定められる直径を有する範囲の前記直径は、ノズル径の5倍以上、30倍以下の範囲で設定される、
請求項2から請求項5の何れか1項に記載の情報処理装置。
【請求項7】
前記算出部は、
前記複雑さを示す指標が基準値よりも大きくなるにつれて、前記吐出部の移動速度が、前記複雑さを示す指標が前記基準値である場合の前記吐出部の移動速度よりも遅くなるよう算出する、
請求項1記載の情報処理装置。
【請求項8】
コンピュータに、
三次元対象を造形するための三次元データを受け付け、
前記三次元データを分割し、前記三次元対象を造形するための複数の造形層のデータを生成し、
前記造形層のデータに基づき、材料を吐出する吐出部が前記造形層を造形する際に現れる形状の複雑さを示す指標を算出し、かつ、前記指標に応じて、前記吐出部の移動速度を算出し、
前記吐出部の移動速度に応じて前記吐出部を制御するための制御命令を生成する生成部する、
処理を実行させる情報処理プログラム。
【請求項9】
コンピュータが、
三次元対象を造形するための三次元データを受け付けるステップと、
前記三次元データを分割し、前記三次元対象を造形するための複数の造形層のデータを生成するステップと、
前記造形層のデータに基づき、材料を吐出する吐出部が前記造形層を造形する際に現れる形状の複雑さを示す指標を算出し、かつ、前記指標に応じて、前記吐出部の移動速度を算出するステップと、
前記吐出部の移動速度に応じて前記吐出部を制御するための制御命令を生成する生成部するステップと、
を実行する情報処理方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、情報処理装置、情報処理プログラム、及び情報処理方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
特許文献1には、3次元(3D)印刷の材料押出(ME)工程を使用して、3Dオブジェクトの製造工程のために適合された制御命令を生成する方法であって、製造される3Dオブジェクトの電子3Dモデルを取得すること(301)、前記電子3Dモデルおよび前記製造工程の工程パラメーターに基づいて制御命令を生成すること、前記電子3Dモデルを表すメッシュモデルを決定することであって、前記メッシュモデルは、前記工程パラメーターの少なくとも1つによって影響を受ける少なくとも1つの特性を有する要素を含むこと、前記制御命令、前記メッシュモデル、および前記工程パラメーターを使用して、前記製造工程のシミュレーションを時間的に実行すること、前記実行は、以下を含む、前記メッシュモデルの各素について、基準に対する前記少なくとも1つの特性の偏差を確立すること、ここで、前記偏差は、前記工程パラメーターの少なくとも1つによって誘発され、前記偏差を補正するために、前記メッシュモデルの前記各要素の前記少なくとも1つの特性に対する適合を確立すること、前記制御命令に前記適合を適用して、少なくとも1つの適合された制御命令を取得すること、を含むことを特徴とする方法が開示されている。
【0003】
特許文献2には、造形予測システムであって、造形物を造形するための層毎の造形データと造形条件設定とを取得する取得手段と、前記造形条件設定および前記層毎の造形データに基づいて、前記造形物の造形を開始してからの層毎の変形の時系列を予測する予測手段と、前記層毎の変形の時系列に基づき、層毎の補正データを計算する計算手段とを含む、造形予測システム、が開示されている。
【先行技術文献】
【特許文献】
【0004】
特表2021-511986
特開2020-001295
【発明の概要】
【発明が解決しようとする課題】
【0005】
一定の速度で移動することが可能な吐出部から材料を押し出して層を重ねることで三次元対象を造形する三次元対象造形装置が知られている。このような三次元対象造形装置で複雑な形状を有する三次元対象を造形する場合において、吐出部の移動速度を上げると、吐出した樹脂が目的の部位に定着しなかったり、複雑な形状を造形するには移動速度が速すぎたりする。これにより、モデルとなる三次元データと造形された三次元対象との比較において、誤差が発生する可能性があった。一方で、吐出部の移動速度を下げると、三次元対象の造形に時間を要する。
【0006】
本開示は、三次元対象造形装置に備わる吐出部の移動速度を一律に制御する場合と比較して、三次元データとの誤差が小さい三次元対象を造形することに要する時間を短縮することができる、情報処理装置、情報処理プログラム、及び情報処理方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、第1態様に係る情報処理装置は、三次元対象を造形するための三次元データを受け付ける受付部と、前記三次元データを分割し、前記三次元対象を造形するための複数の造形層のデータを生成する分割部と、前記造形層のデータに基づき、材料を吐出する吐出部が前記造形層を造形する際に現れる形状の複雑さを示す指標を算出し、かつ、前記指標に応じて、前記吐出部の移動速度を算出する算出部と、前記吐出部の移動速度に応じて前記吐出部を制御するための制御命令を生成する生成部と、を含む。
【発明の効果】
【0008】
第1態様の情報処理装置によれば、吐出部の移動速度を一律に制御する場合と比較して、三次元データとの誤差が小さい三次元対象を造形することに要する時間を短縮することができる、という効果を奏する。
【図面の簡単な説明】
【0009】
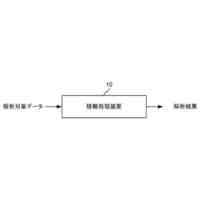
本実施形態に係る情報処理装置の概略の一例を説明する図である。
情報処理装置のハードウェア構成の一例を示すブロック図である。
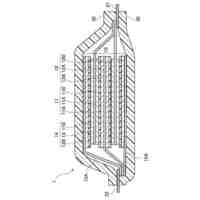
三次元対象造形装置のハードウェア構成の一例を示す図である。
情報処理装置におけるプロセッサの機能構成を示す図である。
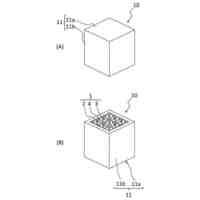
受付部が受け付ける三次元データの一例を示す図である。
三次元データの造形層の一例を示す図である。
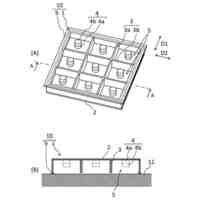
図5、6に示す三次元データとは異なる形状の三次元データを示す図である。
造形層LN’の平面図を示す図である。
造形層LN’の造形経路400を示す図である。
予め定められた範囲内に含まれる造形経路に現れる形状の種類の一例を示す図である。
ある三次元データの1つの造形層の造形経路の一部を示している。
図11に示す造形経路の部位とは異なる部位の造形経路を示している。
値αを変更して指標Xを算出する例を説明する図である。
情報処理装置のプロセッサが実行する情報処理プログラムによる処理の一例を説明する図である。
指標Xが1より大きい場合の指標Xと吐出部の移動速度との関係を示すグラフである。
曲率を有する形状における指標Xの算出方法を説明する図である。
曲線の曲率半径と、指標Xとの関係を示す図である。
角度を有する形状における指標Xの算出方法を説明する図である。
角度と指標Xとの関係を示す図である。
端点の離間距離に予め対応付けられている値を説明する図である。
三次元対象と三次元データとの誤差について説明する図である
【発明を実施するための形態】
【0010】
以下、図面を参照し、本実施形態について詳細に説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三井化学株式会社
積層体
10日前
三井化学株式会社
遮音構造体
1か月前
三井化学株式会社
遮音構造体
1か月前
三井化学株式会社
ゴム組成物
23日前
三井化学株式会社
遮音構造体
1か月前
三井化学株式会社
吸音構造体
1か月前
三井化学株式会社
非水電解液二次電池
1か月前
三井化学株式会社
ポリアミド樹脂組成物
1か月前
三井化学株式会社
ポリアミド樹脂組成物
1か月前
三井化学株式会社
抗菌部材及び抗菌製品
21日前
三井化学株式会社
樹脂成形体及び樹脂組成物
7日前
三井化学株式会社
積層体およびその製造方法
1か月前
三井化学株式会社
重合体組成物および成形体
1か月前
三井化学株式会社
半導体装置及びその製造方法
1日前
三井化学株式会社
積層体及び積層体の製造方法
1か月前
三井化学株式会社
成形体および高周波通信機器
7日前
三井化学株式会社
シート状シール材および積層体
1日前
三井化学株式会社
非水電解液二次電池の製造方法
15日前
三井化学株式会社
半導体装置の製造方法及び積層体
1日前
三井化学株式会社
繊維強化樹脂組成物および成形体
6日前
三井化学株式会社
培養容器及び培養容器の製造方法
1か月前
三井化学株式会社
ポリアミド樹脂組成物および成形体
7日前
三井化学株式会社
伝動ベルト用組成物およびその用途
1か月前
三井化学株式会社
ポリアミド樹脂組成物および成形体
10日前
三井化学株式会社
ポリアミド樹脂組成物および成形体
1か月前
三井化学株式会社
非水電解液及び非水電解液二次電池
1か月前
三井化学株式会社
熱可塑性エラストマー組成物および成形体
7日前
三井化学株式会社
ポリアミド樹脂組成物および金属樹脂接合体
17日前
三井化学株式会社
消臭触媒、並びに、その製造方法および用途
9日前
三井化学株式会社
ポリアミド樹脂組成物および金属樹脂接合体
2日前
三井化学株式会社
粘着テープ、積層体及び半導体装置の製造方法
1か月前
三井化学株式会社
資源回収システム及びコンピュータプログラム
1か月前
三井化学株式会社
シーラントフィルム、積層体、およびその製造方法
1か月前
三井化学株式会社
粘着剤層および粘着シート、並びに、これらの用途
1か月前
三井化学株式会社
情報処理装置、情報処理方法及び情報処理プログラム
15日前
三井化学株式会社
オレフィン共重合体の製造方法および遷移金属化合物
6日前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ