TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025097144
公報種別
公開特許公報(A)
公開日
2025-06-30
出願番号
2023213263
出願日
2023-12-18
発明の名称
導体接続構造の製造方法
出願人
矢崎総業株式会社
代理人
個人
,
個人
,
個人
主分類
H01R
43/16 20060101AFI20250623BHJP(基本的電気素子)
要約
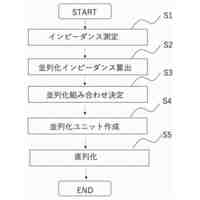
【課題】複数の素線が束状に集結した電線の一端と、板状に成形された導体の一端とを接合する工程を含む導体接続構造の製造方法において、電線と導体とを接合する際の素線の飛び出しを抑制し得る、導体接続構造の製造方法を提供する。
【解決手段】板状に成形された導体と、複数の素線が束状に集結した電線と、を準備する工程、導体の一端面に凹凸加工を施す工程、導体の凹凸加工を施した面に、電線の一端部を押し付け、電線と導体とを仮接合する工程、及び電線と導体との仮接合部を溶接し、電線と前記導体とを接合する工程、を含む、導体接続構造の製造方法である。
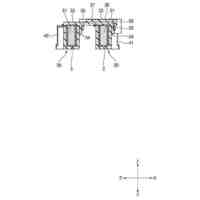
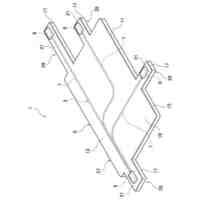
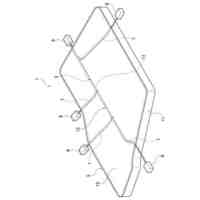
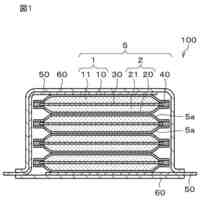
【選択図】図1
特許請求の範囲
【請求項1】
板状に成形された導体と、複数の素線が束状に集結した電線と、を準備する工程、
前記導体の一端面に凹凸加工を施す工程、
前記導体の凹凸加工を施した面に、前記電線の一端部を押し付け、前記電線と前記導体とを仮接合する工程、及び
前記電線と前記導体との仮接合部を溶接し、前記電線と前記導体とを接合する工程、
を含む、導体接続構造の製造方法。
続きを表示(約 200 文字)
【請求項2】
前記凹凸加工により形成される、前記導体の一端面の凹部の深さを0.2~2.0mmとする、請求項1に記載の導体接続構造の製造方法。
【請求項3】
前記凹凸加工を、ローレット加工により行う、請求項1又は2に記載の導体接続構造の製造方法。
【請求項4】
前記ローレット加工により、前記導体の一端面に綾目模様を形成する、請求項3に記載の導体接続構造の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、導体接続構造の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
自動車には、多種多様な電子機器が搭載され、電子機器に電力や制御信号等を伝えるために、ワイヤハーネスが配索されている。ワイヤハーネスは、複数の電線と、コネクタとを備え、このコネクタを電子機器のコネクタや他のワイヤハーネスのコネクタに嵌合させることで、電子機器や他のワイヤハーネスに接続されている。
【0003】
このようなワイヤハーネスを構成する端子付き電線(導体付き電線)は、電線と、該電線の末端に取り付けられる端子金具(導体)とを備えたものが一般的である(特許文献1参照)。
【0004】
特許文献1には、第1の金属を主成分とする材料からなる導体部が絶縁材で被覆された電線と、第1の金属とは別の第2の金属を主成分とする材料からなり、電線の一端部にて露出した導体部に接続された端子とを備える端子付き電線が開示されている。当該端子付き電線においては、さらに、導体部と端子との接触部の全外周縁に導体部と端子とに跨って第1の金属と第2の金属とを含む合金層が形成されている。具体的には、複数の素線を含む導体部と端子とを突き合わせた状態で、レーザー溶接機により導体部と端子との接触部を溶融させて接合する。このようにして生じる導体部と端子との接合部は合金層となり、導体部と端子とは導通状態になるとともに強固に接合される。
【先行技術文献】
【特許文献】
【0005】
特開2018-190617号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
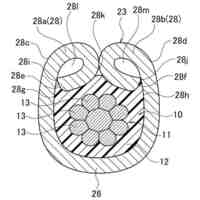
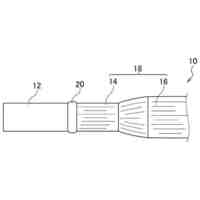
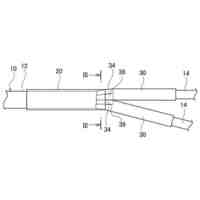
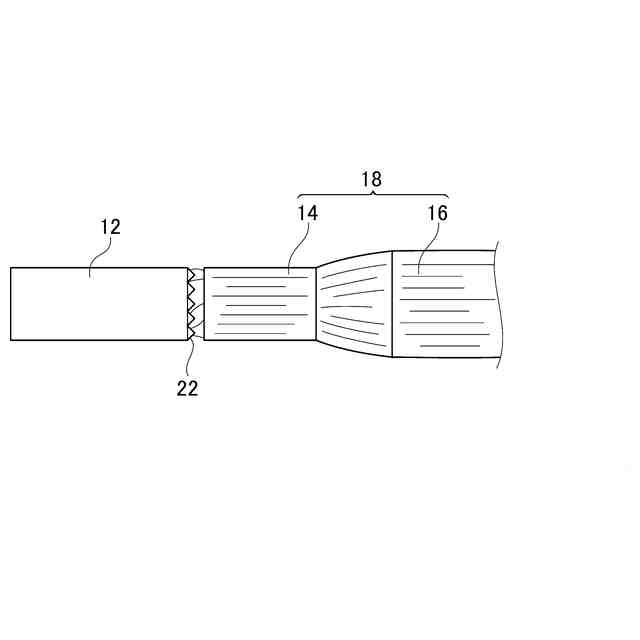
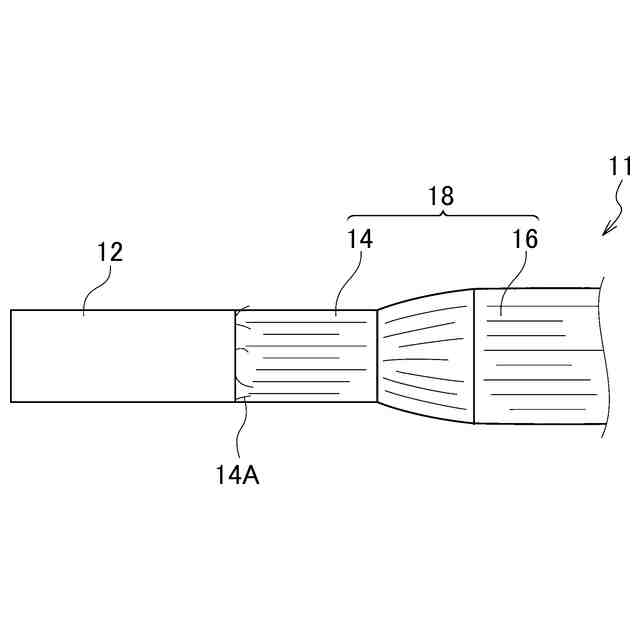
しかしながら、特許文献1に記載の端子付き電線においては次のような問題がある。例えば、図7に示す導体付き電線11のように、複数の素線16と、素線16を矩形状に成形した素線成形部14とを有する電線18を、導体12の端面に突き合わせた際、素線成形部14から素線14Aが外部に飛び出す傾向にある。すなわち、導体12の端面はフラットであるのに対し、電線18の端部の素線成形部14は素線が束状となっているため、電線18の端部を導体12の端面に突き合わせた際、素線14Aが外部に飛び出すこととなる。素線14Aが外部に飛び出すと、鋭利な素線14Aの先端が、電線18に付与する絶縁用の保護テープ又チューブ等を引き裂くことがある。それを防止するためには、電線18に付与する保護テープ又チューブ等を厚く形成すること又は飛び出した素線14Aを切断すること等の対策が必要である。
【0007】
本発明は、このような従来技術が有する課題に鑑みてなされたものである。そして本発明の目的は、複数の素線が束状に集結した電線の一端と、板状に成形された導体の一端とを接合する工程を含む導体接続構造の製造方法において、電線と導体とを接合する際の素線の飛び出しを抑制し得る、導体接続構造の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明の態様に係る導体接続構造の製造方法は、板状に成形された導体と、複数の素線が束状に集結した電線と、を準備する工程、導体の一端面に凹凸加工を施す工程、導体の凹凸加工を施した面に、電線の一端部を押し付け、電線と導体とを仮接合する工程、及び電線と導体との仮接合部を溶接し、電線と導体とを接合する工程、を含む。
【発明の効果】
【0009】
本発明によれば、複数の素線が束状に集結した電線の一端と、板状に成形された導体の一端とを接合する工程を含む導体接続構造の製造方法において、電線と導体とを接合する際の素線の飛び出しを抑制し得る、導体接続構造の製造方法を提供することができる。
【図面の簡単な説明】
【0010】
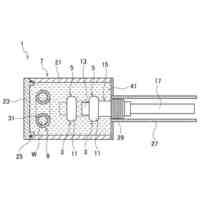
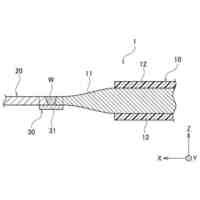
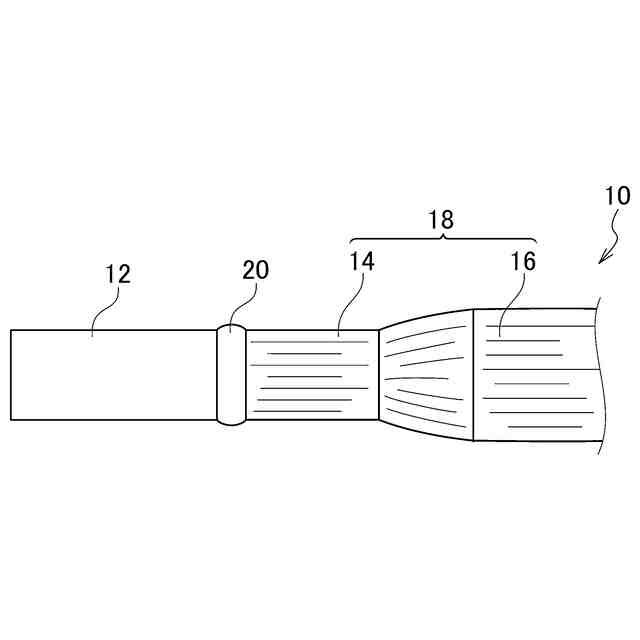
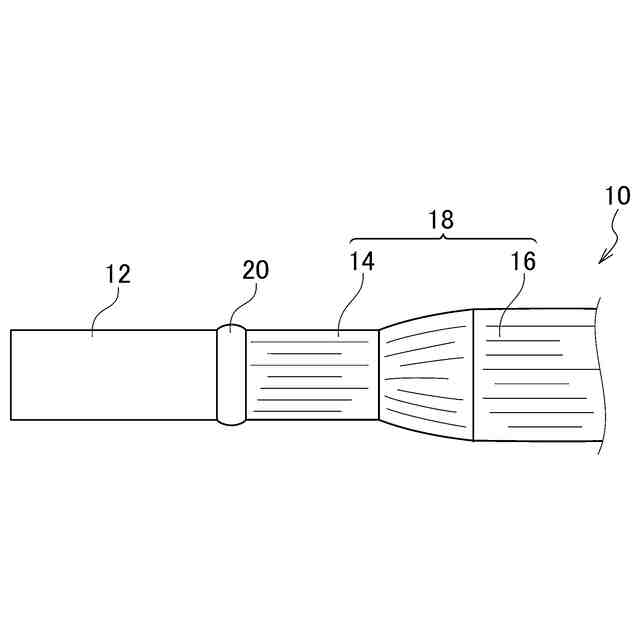
本実施形態に係る導体接続構造の製造方法により得られる導体接続構造の一例を示す側面図である。
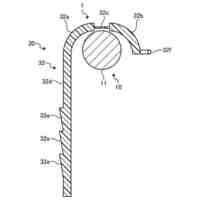
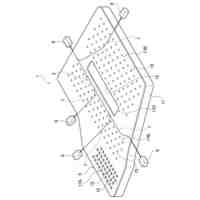
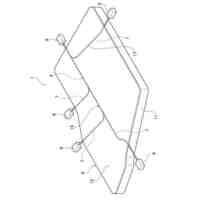
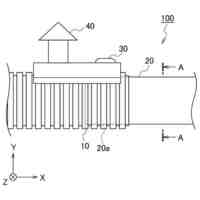
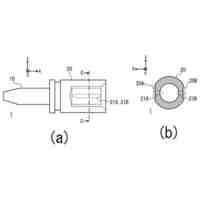
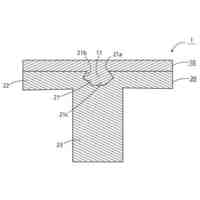
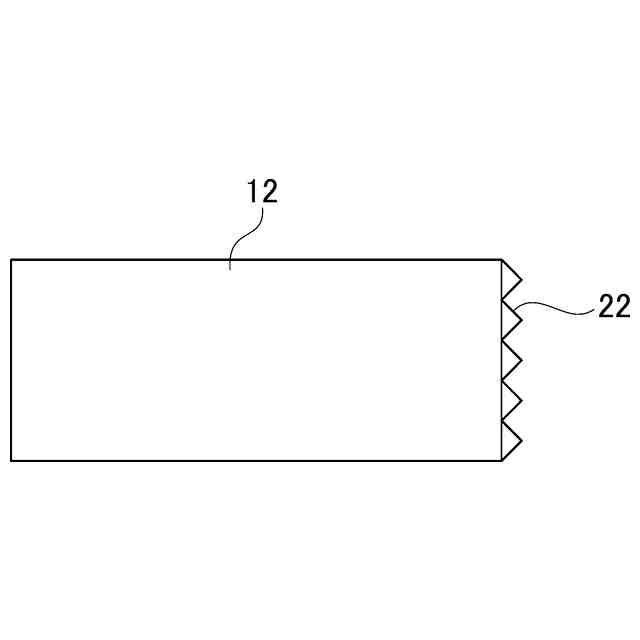
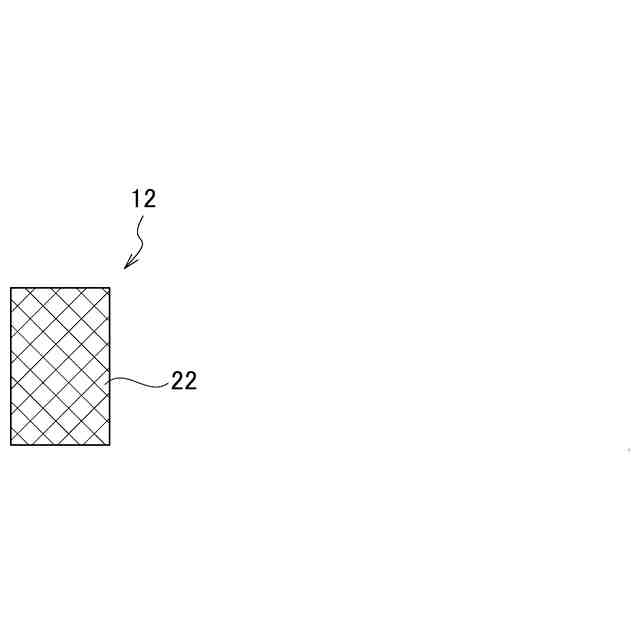
一端面にローレット加工を施した導体を示す模式的に示す側面図である。
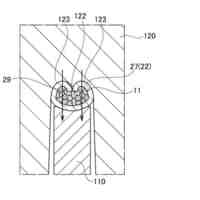
図2Aに示す導体のローレット加工を施した一端面を模式的に示す図である。
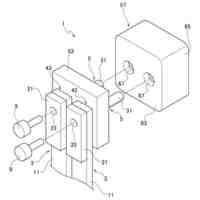
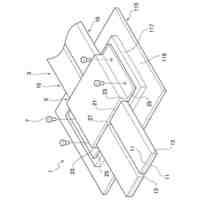
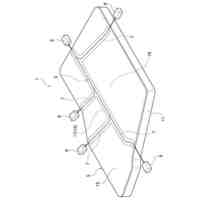
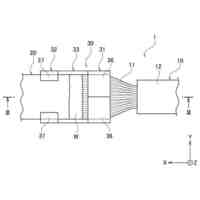
導体の一端面と電線の端部とを対向させた状態を示す図である。
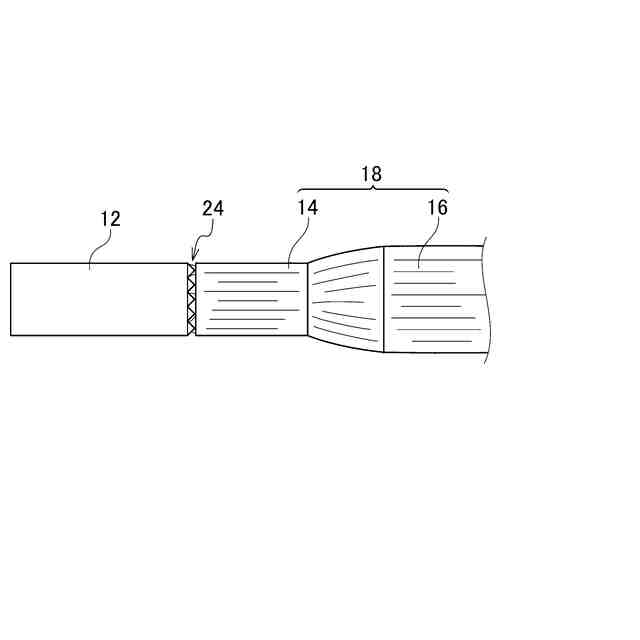
導体の一端面と電線の一端部とを当接させた状態を示す図である。
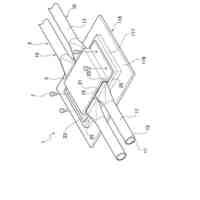
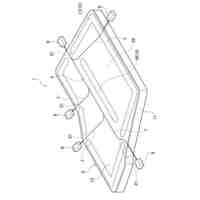
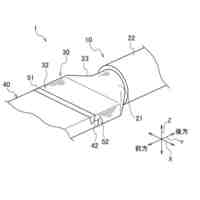
導体の一端面と電線の一端部とを当接させ、さらに加圧した状態を示す図である。
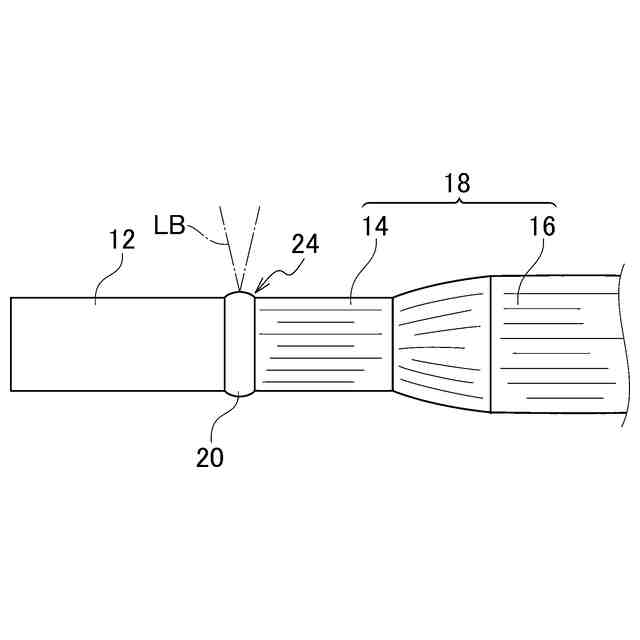
導体の一端面と電線の一端部とを当接させ、加圧した状態で、レーザー溶接を施す状態を示す図である。
従来の導体接続構造において、導体の一端面と電線の一端部とを当接させ、さらに加圧した状態を示す、図5に対応する図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
矢崎総業株式会社
導電体
2日前
矢崎総業株式会社
コネクタ
4日前
矢崎総業株式会社
コネクタ
3日前
矢崎総業株式会社
端子付き電線
11日前
矢崎総業株式会社
バスバホルダ
3日前
矢崎総業株式会社
電池切替装置
10日前
矢崎総業株式会社
車両用表示装置
15日前
矢崎総業株式会社
車両用表示装置
15日前
矢崎総業株式会社
車両用表示装置
10日前
矢崎総業株式会社
充電インレット
4日前
矢崎総業株式会社
ハーネス放熱構造
4日前
矢崎総業株式会社
ハーネス放熱構造
4日前
矢崎総業株式会社
電子制御ユニット
4日前
矢崎総業株式会社
ハーネス接続部構造
4日前
矢崎総業株式会社
ワイヤハーネス組付体
2日前
矢崎総業株式会社
ワイヤハーネス組付体
2日前
矢崎総業株式会社
ワイヤハーネス組付体
2日前
矢崎総業株式会社
ワイヤハーネス組付体
2日前
矢崎総業株式会社
ワイヤハーネス組付体
2日前
矢崎総業株式会社
ワイヤハーネス組付体
2日前
矢崎総業株式会社
端子付き電線の製造方法
2日前
矢崎総業株式会社
樹脂組成物及び被覆電線
4日前
矢崎総業株式会社
導体接続構造の製造方法
4日前
矢崎総業株式会社
ワイヤーハーネス用外装部材
10日前
矢崎総業株式会社
導体接続構造及び導体接続構造の製造方法
4日前
矢崎総業株式会社
導体接続構造及び導体接続構造の製造方法
4日前
矢崎総業株式会社
導体接続構造及び導体接続構造の製造方法
4日前
矢崎総業株式会社
コネクタハウジングに対する端子の挿入方法
4日前
矢崎総業株式会社
RoF送受信機及び光ファイバ無線システム
2日前
矢崎総業株式会社
圧着端子、端子付き電線、及びその製造方法
1日前
矢崎総業株式会社
ワイヤーハーネス及びワイヤーハーネスの製造方法
4日前
APB株式会社
二次電池
22日前
日東精工株式会社
端子部品
16日前
レナタ・アーゲー
電池
11日前
個人
鉄心用材料とその製造方法
1日前
株式会社電知
組電池の製造方法
29日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ