TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025098916
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2024069133
出願日
2024-04-22
発明の名称
端子付き電線の製造方法
出願人
矢崎総業株式会社
代理人
個人
,
個人
,
個人
主分類
H01R
43/02 20060101AFI20250625BHJP(基本的電気素子)
要約
【課題】簡素な工程で複数の素線を端子金具に圧着させることが可能な端子付き電線の製造方法を提供する。
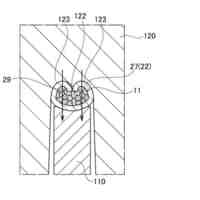
【解決手段】端子付き電線の製造方法は、複数の素線13を含む導体11を備える電線10と、導体11を加締める導体加締部22を含む端子金具20とを準備する準備工程と、アンビル110とクリンパ120とで導体11を導体加締部22で加締めつつ、アンビル110とクリンパ120とを介して導体11及び導体加締部22に電流を流し、導体11及び導体加締部22に電流を流すことによって生じるジュール熱で素線13同士を溶接して単線化することで、単線化した導体11を導体加締部22に圧着する圧着工程とを含む。
【選択図】図5
特許請求の範囲
【請求項1】
複数の素線を含む導体を備える電線と、前記導体を加締める導体加締部を含む端子金具とを準備する準備工程と、
アンビルとクリンパとで前記導体を前記導体加締部で加締めつつ、前記アンビルと前記クリンパとを介して前記導体及び前記導体加締部に電流を流し、前記導体及び前記導体加締部に電流を流すことによって生じるジュール熱で前記素線同士を溶接して単線化することで、前記単線化した導体を前記導体加締部に圧着する圧着工程と、
を含む、端子付き電線の製造方法。
続きを表示(約 530 文字)
【請求項2】
前記圧着工程では、前記クリンパが前記アンビルに最も近接している間の少なくともいずれかの時点に前記導体に電流を流す、請求項1に記載の端子付き電線の製造方法。
【請求項3】
前記複数の素線の各々は、アルミニウム又はアルミニウム合金により形成されている、請求項1又は2に記載の端子付き電線の製造方法。
【請求項4】
前記端子金具は銅又は銅合金により形成されている、請求項1又は2に記載の端子付き電線の製造方法。
【請求項5】
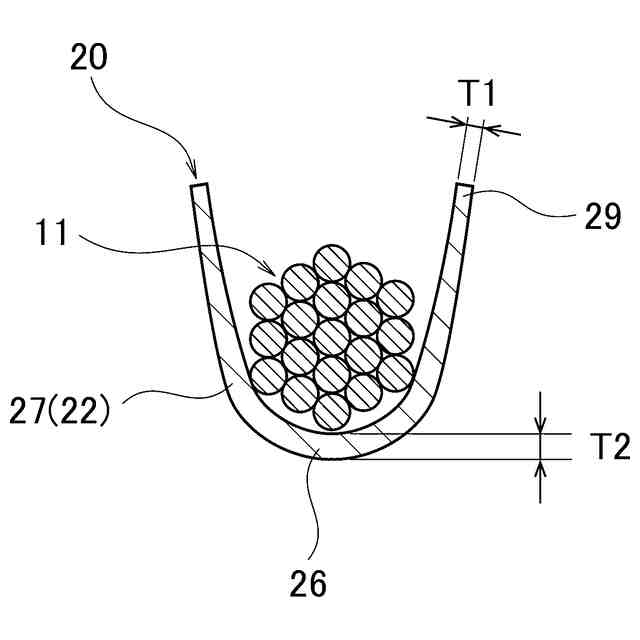
前記準備工程において準備する前記端子金具の前記導体加締部は、底板と、前記底板に接続され、前記導体を加締めるための一対の導体加締片を含み、前記導体加締片の先端は、前記底板と同じ厚さで導体加締片を形成した場合よりも体積が小さく、
前記導体加締部で前記導体を加締める際に前記一対の導体加締片の先端が前記導体に食い込む、請求項1又は2に記載の端子付き電線の製造方法。
【請求項6】
前記導体加締片の先端は、前記底板の厚さよりも薄い薄肉部、複数の凹部、及び複数の貫通孔からなる群より選択される少なくとも1つを有している、請求項5に記載の端子付き電線の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、端子付き電線の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
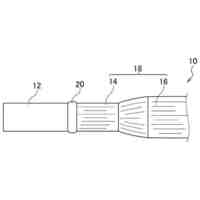
一般的な自動車用のワイヤーハーネスは、複数の端子付き電線を備えている。端子付き電線は複数の素線を含む電線と端子金具とを備えており、端子金具に複数の素線が圧着されることによって複数の素線と端子金具とが接続される。しかしながら、素線の表面に酸化皮膜が形成されていると、複数の素線と端子金具との間の電気抵抗値が高くなるおそれがある。素線の表面に形成されている酸化皮膜は、単に圧着しただけでは酸化皮膜を十分に破壊できない部分があるため、圧着工程とは別に超音波振動による摺動によって酸化皮膜を除去していた。
【0003】
一方、特許文献1には、圧着工程を有する端子付き電線の製造方法が開示されている。圧着工程は、下型に載せ置かれた端子金具の導体加締部に向けて上型を下降させることによって、導体加締部の内壁面側に配置された素線間を半田付けさせ且つ導体加締部を素線に対して圧着させる。また、圧着工程では、導体加締部の内壁面又は素線間に設けた半田を溶融させ、半田が溶融状態にある何れかのタイミングで又は半田が溶融状態にある全期間に超音波振動を上型又は下型に印加させる。
【先行技術文献】
【特許文献】
【0004】
特開2021-064565号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来技術によれば、超音波振動のキャビテーション効果により、素線と導体加締部の表面の酸化皮膜を除去することができる。そして、酸化皮膜が除去された導体加締部の内壁面と素線との間及び素線間を半田付けし、導体加締部と素線との間及び素線間の抵抗値を低く抑えることができる。しかしながら、従来の端子付き電線の製造方法では半田を使用する必要があるため、半田を使用しなくてもよい簡素な端子付き電線の製造方法が求められていた。
【0006】
本発明は、このような従来技術が有する課題に鑑みてなされたものである。そして本発明の目的は、簡素な工程で複数の素線を端子金具に圧着させることが可能な端子付き電線の製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明の態様に係る端子付き電線の製造方法は、複数の素線を含む導体を備える電線と、導体を加締める導体加締部を含む端子金具とを準備する準備工程を含む。端子付き電線の製造方法は、アンビルとクリンパとで導体を導体加締部で加締めつつ、アンビルとクリンパとを介して導体及び導体加締部に電流を流し、導体及び導体加締部に電流を流すことによって生じるジュール熱で素線同士を溶接して単線化することで、単線化した導体を導体加締部に圧着する圧着工程とを含む。
【発明の効果】
【0008】
本発明によれば、簡素な工程で複数の素線を端子金具に圧着させることが可能な端子付き電線の製造方法を提供することができる。
【図面の簡単な説明】
【0009】
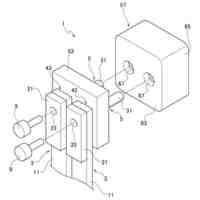
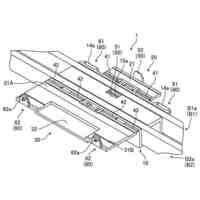
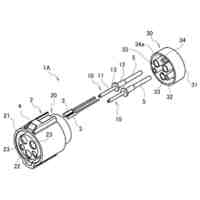
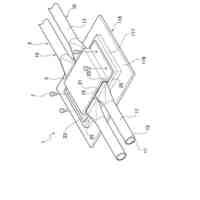
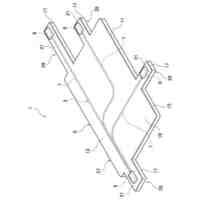
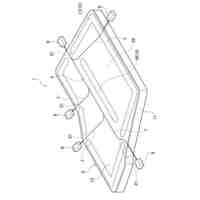
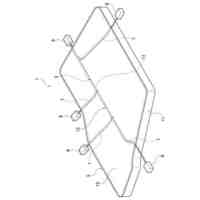
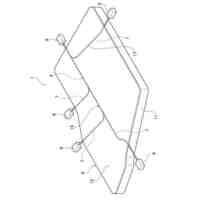
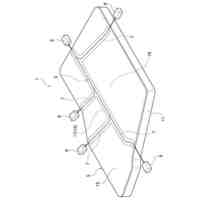
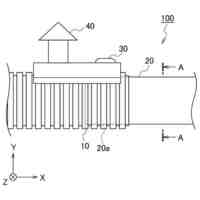
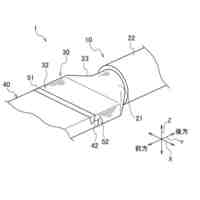
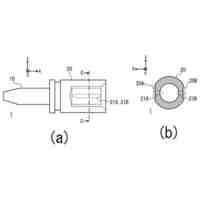
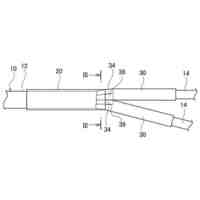
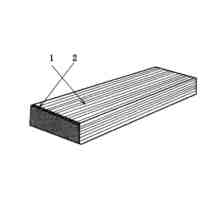
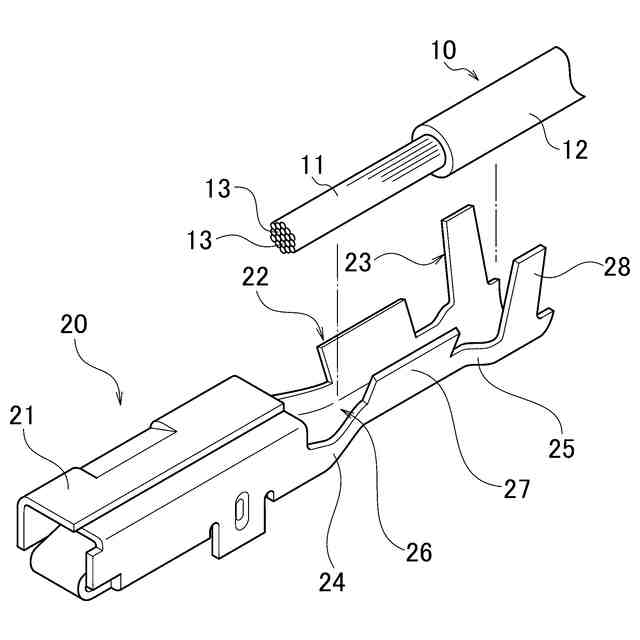
第1実施形態に係る電線及び端子金具の一例を概略的に示す斜視図である。
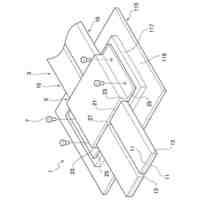
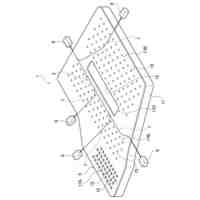
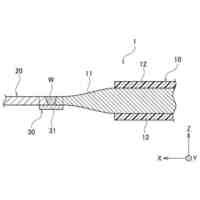
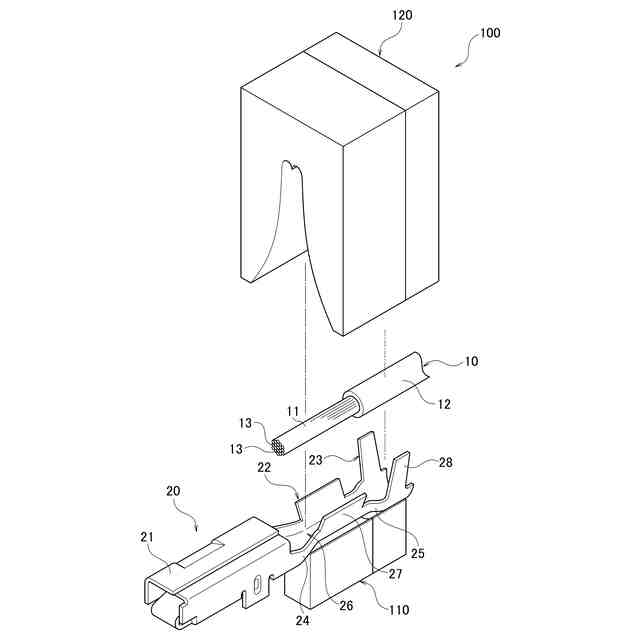
端子金具に対して電線の位置を調整する前の状態を示す斜視図である。
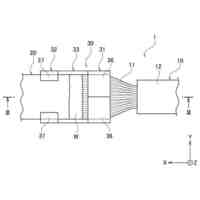
端子金具に対して電線の位置を調整し、クリンパが下降し始めた状態を示す断面図である。
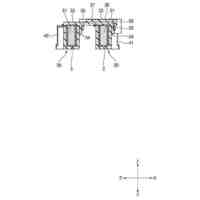
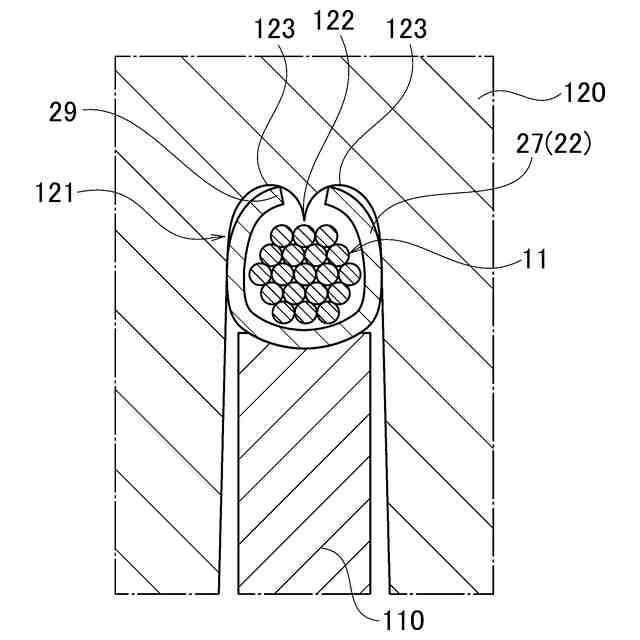
電線を端子金具に加締めている状態を示す断面図である。
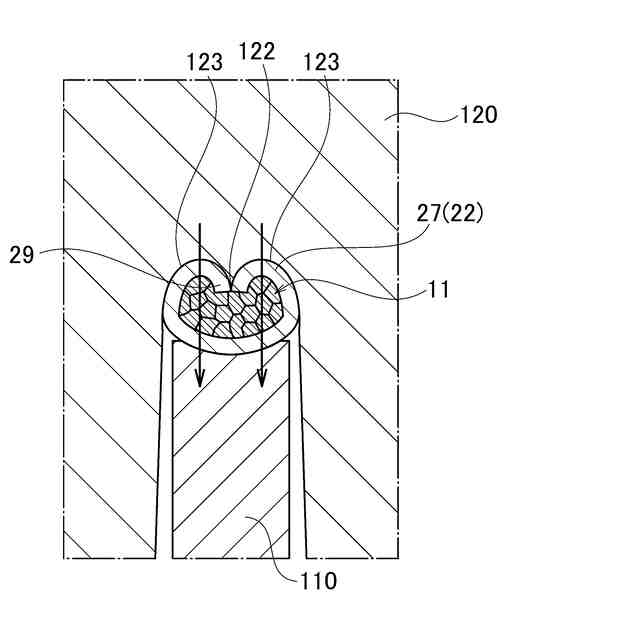
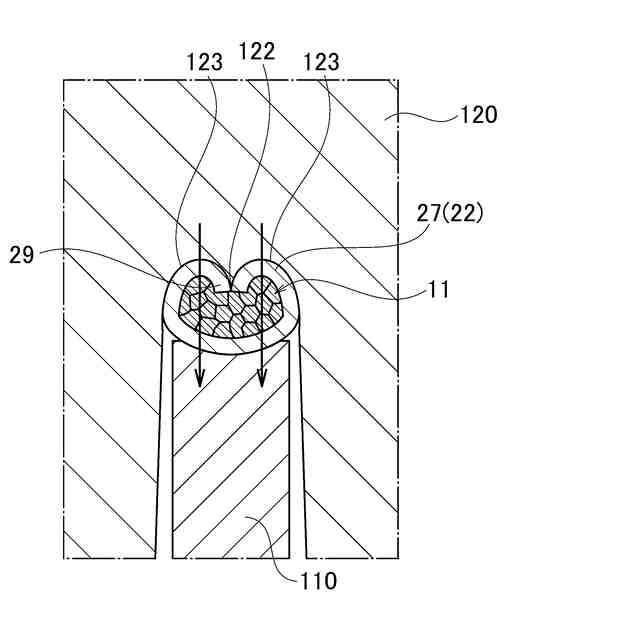
端子金具に加締めた電線に電流を流している状態を示す断面図である。
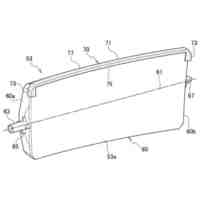
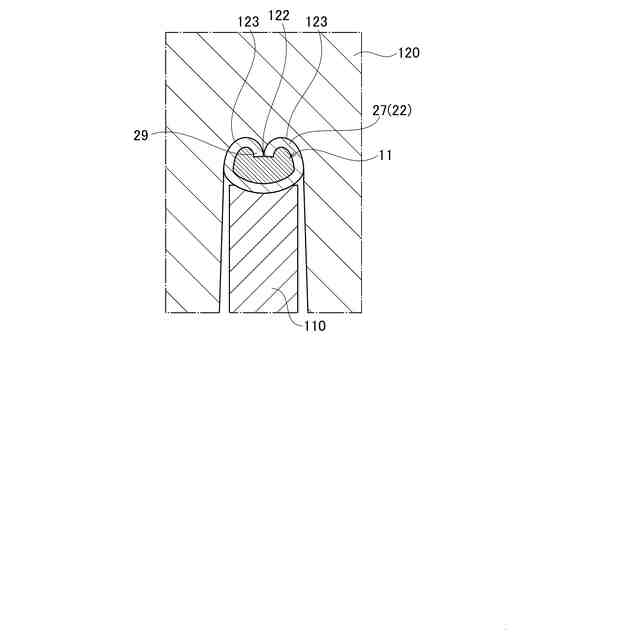
電線を端子金具に圧着した後の状態を示す断面図である。
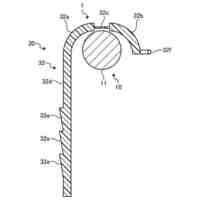
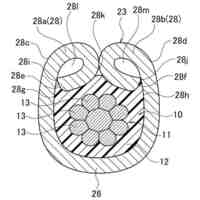
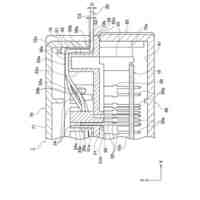
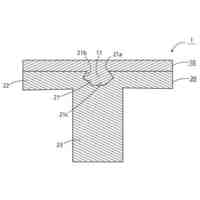
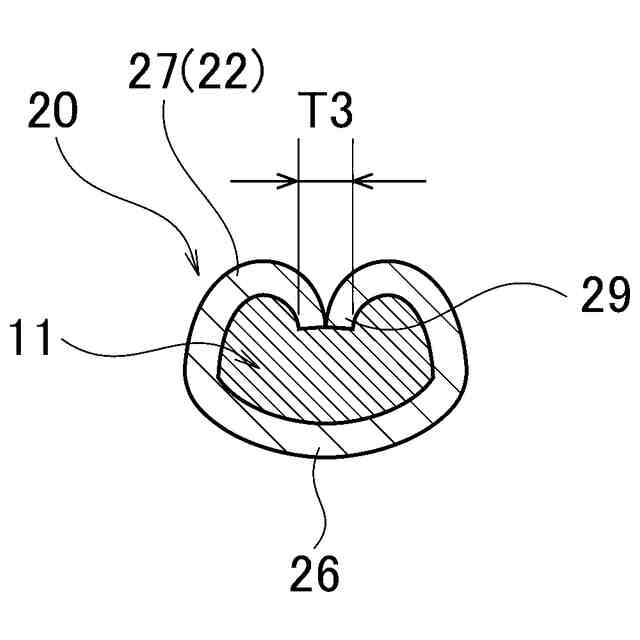
第2実施形態に係る端子金具の一例を示す断面図である。
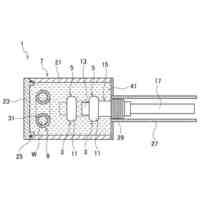
第2実施形態に係る端子付き電線において電線を端子金具に圧着した後の状態を示す断面図である。
【発明を実施するための形態】
【0010】
以下、図面を用いて本実施形態に係る端子付き電線の製造方法について詳細に説明する。なお、図面の寸法比率は説明の都合上誇張されており、実際の比率と異なる場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
矢崎総業株式会社
導電体
1日前
矢崎総業株式会社
コネクタ
3日前
矢崎総業株式会社
コネクタ
2日前
矢崎総業株式会社
電池切替装置
9日前
矢崎総業株式会社
バスバホルダ
2日前
矢崎総業株式会社
端子付き電線
10日前
矢崎総業株式会社
充電インレット
3日前
矢崎総業株式会社
車両用表示装置
9日前
矢崎総業株式会社
車両用表示装置
14日前
矢崎総業株式会社
ハーネス放熱構造
3日前
矢崎総業株式会社
電子制御ユニット
3日前
矢崎総業株式会社
ハーネス放熱構造
3日前
矢崎総業株式会社
ハーネス接続部構造
3日前
矢崎総業株式会社
ワイヤハーネス組付体
1日前
矢崎総業株式会社
ワイヤハーネス組付体
1日前
矢崎総業株式会社
ワイヤハーネス組付体
1日前
矢崎総業株式会社
ワイヤハーネス組付体
1日前
矢崎総業株式会社
ワイヤハーネス組付体
1日前
矢崎総業株式会社
ワイヤハーネス組付体
1日前
矢崎総業株式会社
導体接続構造の製造方法
3日前
矢崎総業株式会社
端子付き電線の製造方法
1日前
矢崎総業株式会社
樹脂組成物及び被覆電線
3日前
矢崎総業株式会社
ワイヤーハーネス用外装部材
9日前
矢崎総業株式会社
導体接続構造及び導体接続構造の製造方法
3日前
矢崎総業株式会社
導体接続構造及び導体接続構造の製造方法
3日前
矢崎総業株式会社
導体接続構造及び導体接続構造の製造方法
3日前
矢崎総業株式会社
コネクタハウジングに対する端子の挿入方法
3日前
矢崎総業株式会社
RoF送受信機及び光ファイバ無線システム
1日前
矢崎総業株式会社
圧着端子、端子付き電線、及びその製造方法
今日
矢崎総業株式会社
ワイヤーハーネス及びワイヤーハーネスの製造方法
3日前
APB株式会社
二次電池
21日前
日東精工株式会社
端子部品
15日前
レナタ・アーゲー
電池
10日前
株式会社電知
組電池の製造方法
28日前
個人
鉄心用材料とその製造方法
今日
株式会社クオルテック
空気電池
7日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ