TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025099028
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023215359
出願日
2023-12-21
発明の名称
圧着端子、端子付き電線、及びその製造方法
出願人
矢崎総業株式会社
代理人
個人
,
個人
主分類
H01R
4/18 20060101AFI20250626BHJP(基本的電気素子)
要約
【課題】配線を加締め加工によって接続する際にバリが発生しにくい圧着端子を得る。
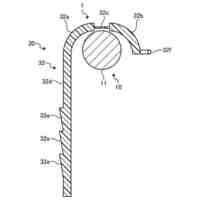
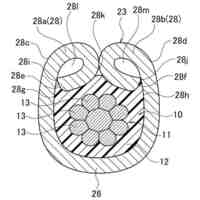
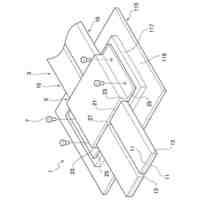
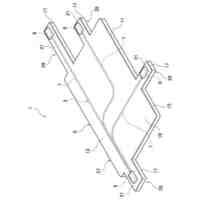
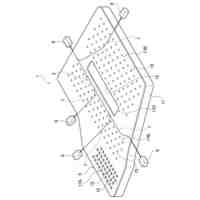
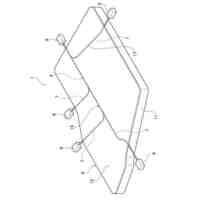
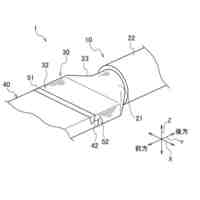
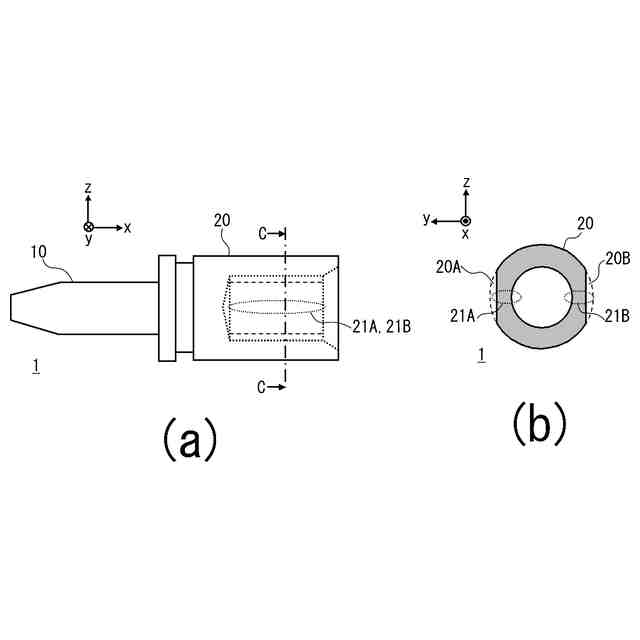
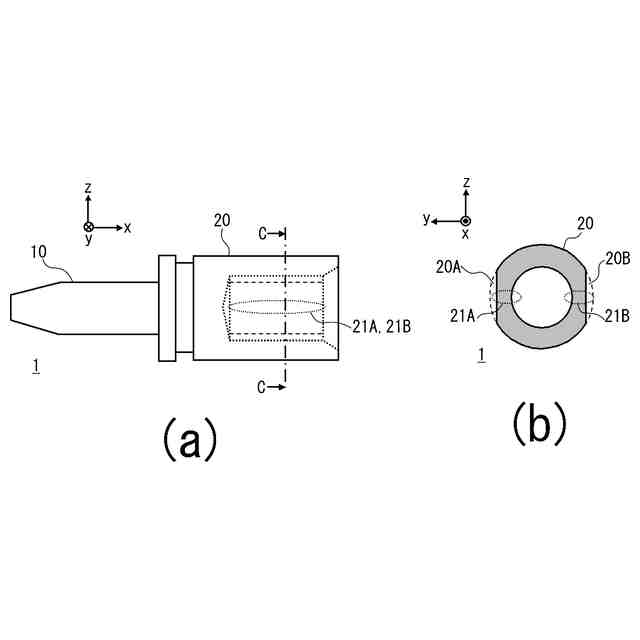
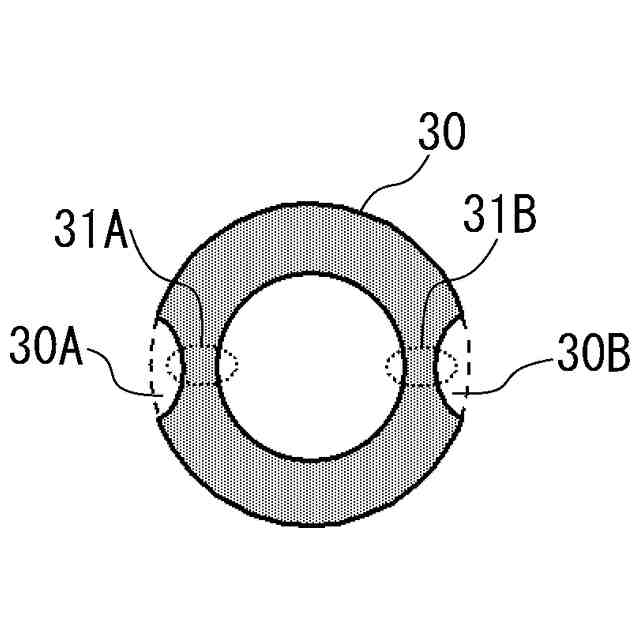
【解決手段】この圧着端子1も、端子接続部10と電線接続部20が一体化されて金属材料で構成される。この電線接続部20は、円環状の断面のy方向の両端部の外周が局所的にz方向に沿って直線的にカットされた、いわゆるHカット加工されて構成される。カットされたカット部20A、20Bはz方向に沿って互いに平行に形成され、電線接続部のy方向に沿った両端部側が局所的に薄肉化された薄肉部21A、21Bとなる。電線接続部20におけるバリが形成される部分に薄肉部21A、21Bが設けられるため、バリが形成されていても、そのy方向に沿った突出量は小さくなる。
【選択図】図1
特許請求の範囲
【請求項1】
金属材料で構成され、第1の方向に沿った中心軸を有する略円筒形状の内部空間に前記第1の方向に沿って延伸する電線を収容した状態で、前記第1の方向と垂直な第2の方向に沿って加圧されることによって変形して前記電線が固定される電線接続部を具備する圧着端子であって、
前記第1の方向と垂直な断面において、前記電線接続部は、閉じた前記略円筒形状の外壁を構成する前記金属材料の厚さが前記第2の方向と垂直な第3の方向に沿った端部で周方向において局所的に薄くされた薄肉部を具備することを特徴とする圧着端子。
続きを表示(約 880 文字)
【請求項2】
前記薄肉部は、前記電線接続部における、前記第3の方向に沿った両側の端部にそれぞれ形成されたことを特徴とする請求項1に記載の圧着端子。
【請求項3】
前記第1の方向と垂直な断面において、前記電線接続部は、前記外壁において前記第3の方向に沿った端部を含む領域が前記第2の方向に沿って除去された形状を有することを特徴とする請求項1又は2に記載の圧着端子。
【請求項4】
請求項1又2に記載の圧着端子における前記電線接続部に対して前記電線が固定されたことを特徴とする端子付き電線。
【請求項5】
請求項1又は2に記載の圧着端子に前記電線が固定された端子付き電線の製造方法であって、
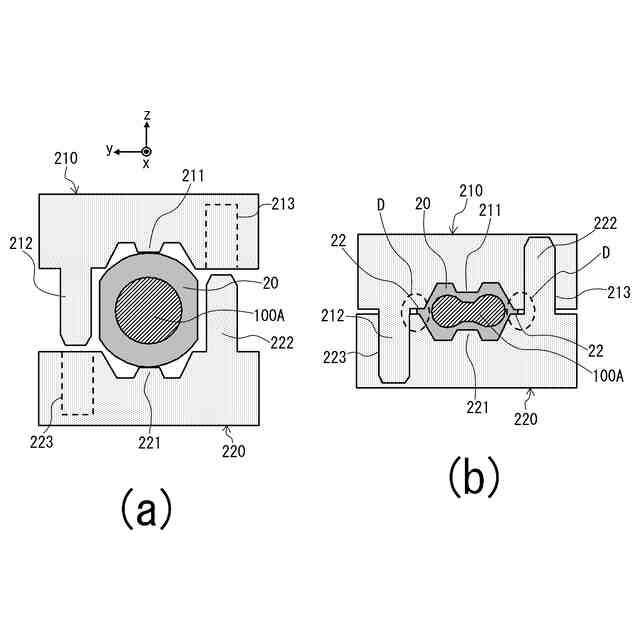
前記電線接続部の内部空間に前記電線を収容した状態で、前記薄肉部よりも前記第2の方向に沿った一方、他方の側においてそれぞれ前記電線接続部と当接する第1の金型、第2の金型と、を前記電線接続部と当接させて固定する固定工程と、
前記固定工程で固定された状態から前記第1の金型、前記第2の金型を前記第2の方向における前記他方の側、前記一方の側にそれぞれ加圧して、前記電線接続部を変形させて前記電線接続部と前記電線とを固定する加圧工程と、
を具備することを特徴とする端子付き電線の製造方法。
【請求項6】
前記第1の金型は、前記固定工程において前記電線接続部からみて前記第3の方向における一方の側に位置して前記第2の方向における前記他方の側に向けて突出する第1の凸部を具備し、
前記第2の金型は、前記固定工程において前記電線接続部からみて前記第3の方向における他方の側に位置して前記第2の方向における前記一方の側に向けて突出する第2の凸部を具備し、
前記加圧工程において前記第2の凸部を案内する第1の凹部が前記第1の金型に、前記加圧工程において前記第1の凸部を案内する第2の凹部が前記第2の金型にそれぞれ設けられたことを特徴とする請求項5に記載の端子付き電線の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、クローズドバレル型の圧着端子、これが用いられた端子付き電線、及びその製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
自動車等において、配線が電気部品に接続されて用いられる際には、配線の末端が端子に接続された上で、この端子が各種の形態で接続された上で用いられる。この際には、端子に対して配線(導線)が加締められて固定される圧着端子が好ましく用いられる。
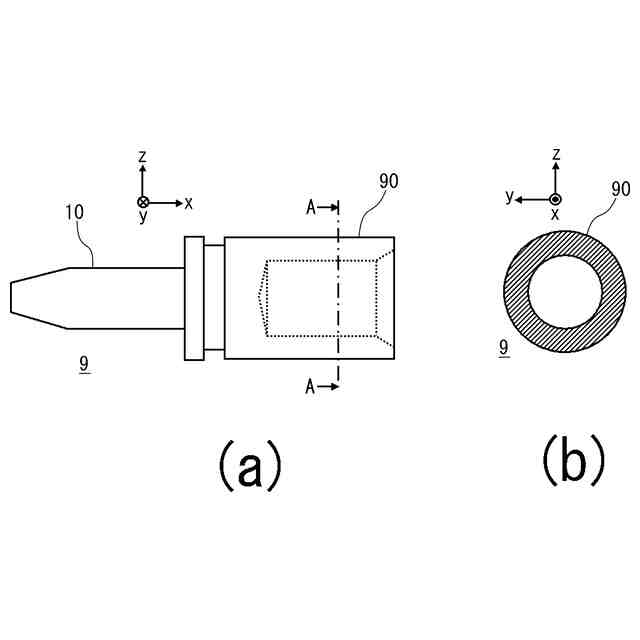
【0003】
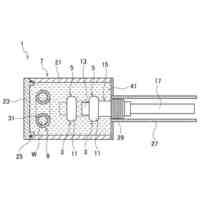
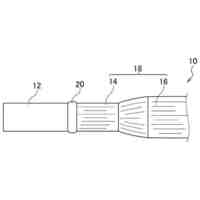
図5は、このような圧着端子9の構造を示す側面図(a)、そのA-A方向の断面図(b)である。ここで、側面図(a)は、この圧着端子9に接続される配線の延伸方向に沿った側面を示し、断面図(b)はこの延伸方向に垂直な断面を示している。図5(a)における圧着端子9の左側は、オス型端子であり他の端子と嵌合して接続されるような形状とされた端子接続部10とされる。
【0004】
図5(a)における右側はその断面が図5(b)に示されるような閉じた円環状(円筒形状)とされたクローズドバレル型の電線接続部90となっている。端子接続部10と電線接続部90は電気抵抗が低く塑性変形による加工が可能なアルミニウム、銅等の金属材料で一体化して形成されている。
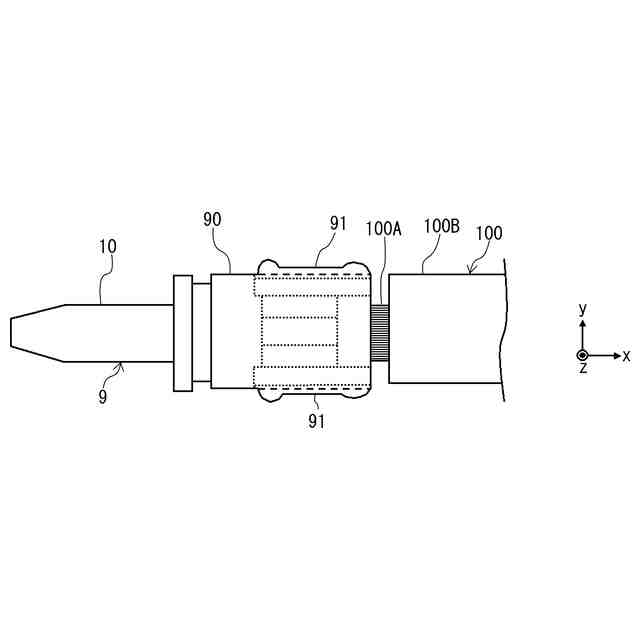
【0005】
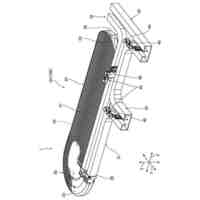
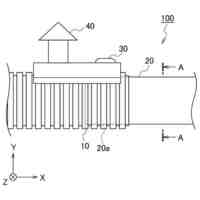
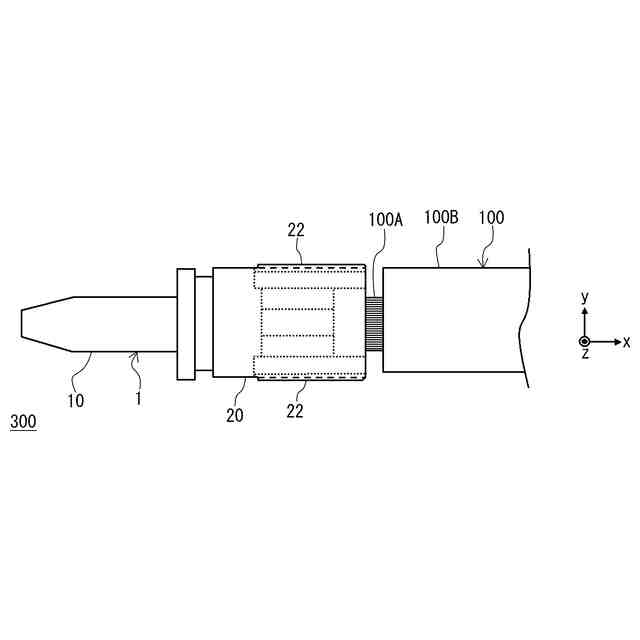
図6は、この圧着端子9に対して配線100を接続する際の工程を示す図5(a)に対応した側面図である。x方向、y方向、z方向は図示されるように定義され、x方向は配線100の延伸方向(第1の方向)、z方向(上下方向)は加締め時の加圧方向(第2の方向)となる。ここで、配線100は、細径の導線が多数束ねて構成された芯線(電線)100Aが絶縁性の被覆層100Bで被覆されて構成され、その一端で被覆層100Bが除去されて露出している。図6(b)に示されるように、この露出した芯線100Aが電線接続部90の内部空間に挿入された状態で、図6(c)に示されるように、図中上下方向(z方向)で圧縮するように電線接続部90に対して圧力を加えて電線接続部90を塑性変形させる(加締める)ことによって、電線接続部90に対して芯線100A(配線100)が固定される。
【0006】
図6(c)の状態を実現するために、図6(b)の状態から電線接続部90を加圧して変形させるための治具(圧着装置)が用いられる。この際、圧着端子9と配線100が図6(c)の形態とされた後でこの治具からこれらをそのままの状態で取り外すことが必要となる。特許文献1には、このような作業を容易に行わせる圧着装置の構造が記載されている。
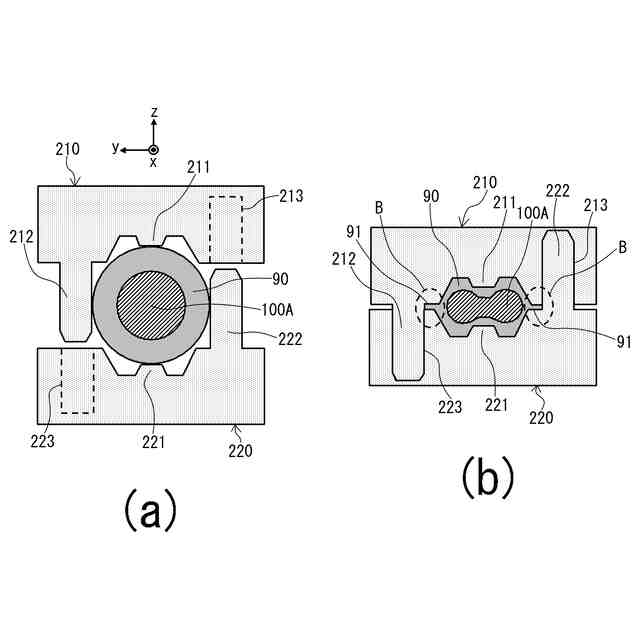
【0007】
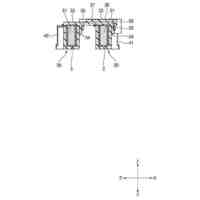
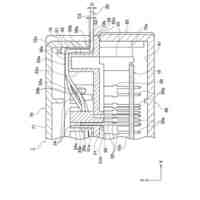
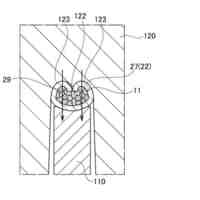
図7は、このような電線接続部90を加圧する(加締める)前(a)、後(b)の断面形状を、図5(b)の断面に対応させて詳細に示す断面図である。ここでは、電線接続部90を上側(z方向正側)、下側(z方向負側)から挟持する上型(第1の金型)210、下型(第2の金型)220がそれぞれ用いられる。ここで、下型220は固定され、上型210が下向きに加圧されることによって、圧着が行われる。
【0008】
前記のように芯線100Aは導線が多数束ねられて構成されているが、ここでは単純化して連続体としてハッチングされて示されている。ここで、上型(第1の金型)210には特に中央で下向き(z方向負側)に突出して加締め前の状態(a)において電線接続部90に上側から当接する上側当接部211と、電線接続部90の左側で下向きに突出する上型凸部(第1の凸部)212と、上型凸部212と電線接続部90を挟んで対称な位置に形成された上型凹部(第1の凹部)213が形成される。下型220においても、下側当接部221、下型凸部(第2の凸部)222、下型凹部(第2の凹部)223が、上型210における上側当接部211、上型凸部212、上型凹部213と、上下及び左右で対称に形成される。図7(a)においては電線接続部90の形状は図5(b)と同様であるが、この状態で電線接続部90は上側当接部211と下側当接部221によって挟持されて固定される(固定工程)。
【0009】
この状態で上型210を下側に向けて加圧して加締め加工を行うことができる(加圧工程)。その後の形状(図7(b))においては、電線接続部90及び芯線100Aは、上型210、下型220の内面に対応した形状に変形し、これによって芯線100Aが電線接続部90(圧着端子9)に対して固定される。この際、図7に示されるように上型210と下型220をy方向、z方向で対称な構成とすることによって、この加締め加工を安定して行わせることができる。
【先行技術文献】
【特許文献】
【0010】
特開2022-42683号公報
【発明の開示】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
矢崎総業株式会社
導電体
2日前
矢崎総業株式会社
給電装置
15日前
矢崎総業株式会社
給電装置
15日前
矢崎総業株式会社
給電装置
15日前
矢崎総業株式会社
コネクタ
3日前
矢崎総業株式会社
コネクタ
4日前
矢崎総業株式会社
端子付き電線
11日前
矢崎総業株式会社
電池切替装置
10日前
矢崎総業株式会社
バスバホルダ
3日前
矢崎総業株式会社
車両用表示装置
15日前
矢崎総業株式会社
車両用表示装置
15日前
矢崎総業株式会社
車両用表示装置
15日前
矢崎総業株式会社
車両用表示装置
10日前
矢崎総業株式会社
ワイヤハーネス
16日前
矢崎総業株式会社
充電インレット
4日前
矢崎総業株式会社
ハーネス放熱構造
4日前
矢崎総業株式会社
ハーネス放熱構造
4日前
矢崎総業株式会社
電子制御ユニット
4日前
矢崎総業株式会社
ハーネス接続部構造
4日前
矢崎総業株式会社
ワイヤハーネス組付体
2日前
矢崎総業株式会社
ワイヤハーネス組付体
2日前
矢崎総業株式会社
ワイヤハーネス組付体
2日前
矢崎総業株式会社
ワイヤハーネス組付体
2日前
矢崎総業株式会社
ワイヤハーネス組付体
2日前
矢崎総業株式会社
ワイヤハーネス組付体
2日前
矢崎総業株式会社
樹脂組成物及び被覆電線
4日前
矢崎総業株式会社
端子付き電線の製造方法
2日前
矢崎総業株式会社
導体接続構造の製造方法
4日前
矢崎総業株式会社
ワイヤーハーネス用外装部材
10日前
矢崎総業株式会社
導体接続構造及び導体接続構造の製造方法
4日前
矢崎総業株式会社
導体接続構造及び導体接続構造の製造方法
4日前
矢崎総業株式会社
接合部用保護金具、及び、ワイヤハーネス
15日前
矢崎総業株式会社
導体接続構造及び導体接続構造の製造方法
4日前
矢崎総業株式会社
圧着端子、端子付き電線、及びその製造方法
1日前
矢崎総業株式会社
コネクタハウジングに対する端子の挿入方法
4日前
矢崎総業株式会社
RoF送受信機及び光ファイバ無線システム
2日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ