TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025100208
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023217407
出願日
2023-12-22
発明の名称
基板及び発光装置の製造方法、基板並びに発光装置
出願人
日亜化学工業株式会社
代理人
弁理士法人新樹グローバル・アイピー
主分類
H01L
23/12 20060101AFI20250626BHJP(基本的電気素子)
要約
【課題】バリの発生を効果的に低減することができる基板及び発光装置の製造方法を提供することを目的とする。また、高放熱性を実現しながら、バリが低減された基板及び発光装置を提供することを目的とする。
【解決手段】第1凹部を有する第1面と、前記第1面と反対の第2面とを有する金属板を準備することと、前記第1凹部内に第1金属ペーストを配置することと、配置された前記第1金属ペーストを焼結して、第1金属部材を形成することと、前記金属板の前記第2面側から前記第1面側に向かって、前記第1凹部内に配置された前記第1金属部材を切断するように、前記金属板を切断することとを含む基板の製造方法。
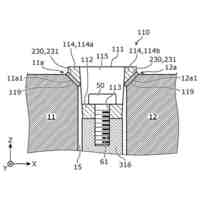
【選択図】図2E
特許請求の範囲
【請求項1】
第1凹部を有する第1面と、前記第1面と反対の第2面とを有する金属板を準備することと、
前記第1凹部内に第1金属ペーストを配置することと、
配置された前記第1金属ペーストを焼結して、第1金属部材を形成することと、
前記金属板の前記第2面側から前記第1面側に向かって、前記第1凹部内に配置された前記第1金属部材を切断するように、前記金属板を切断することとを含む基板の製造方法。
続きを表示(約 1,500 文字)
【請求項2】
前記第1金属ペーストを配置することにおいて、前記第1金属ペーストは第1金属粉体と、活性金属粉体と、有機溶剤と、セラミックスフィラーとを含む請求項1に記載の基板の製造方法。
【請求項3】
前記金属板を切断することにおいて、前記第1金属部材は、前記金属板よりも延性が小さい請求項1に記載の基板の製造方法。
【請求項4】
前記金属板を切断する前に、前記金属板の前記第1面及び前記第1金属部材を研磨又は研削することを含む請求項1に記載の基板の製造方法。
【請求項5】
前記金属板を準備することにおいて、前記金属板は、前記第2面に第2凹部を有し、
前記第1金属ペーストを配置することにおいて、前記第2凹部内に第2金属ペーストを配置することと、
前記第1金属部材を形成することにおいて、前記第2金属ペーストを焼結して、第2金属部材を形成することと、
前記金属板を切断することにおいて、前記第1金属部材とともに、前記第2凹部内に配置された前記第2金属部材を切断するように、前記金属板を切断することとを含む請求項1に記載の基板の製造方法。
【請求項6】
前記第1金属部材を形成した後において、前記金属板の前記第1面であって、一方向における2つの前記第1凹部間に第3凹部を形成することと、
前記第3凹部に、無機部材を配置することと、
前記基板の前記第2面を研磨若しくは研削して、前記無機部材を、前記金属板から露出することとを含む請求項1に記載の基板の製造方法。
【請求項7】
第1凹部を有する第1面と、前記第1面と反対の第2面とを有する金属板を準備することと、
前記第1凹部内に第1金属ペーストを配置することと、
配置された前記第1金属ペーストを焼結して、第1金属部材を形成することと、
前記金属板の前記第1面であって、一方向における2つの前記第1凹部間に第3凹部を形成することと、
前記第3凹部に、無機部材を配置することと、
前記第2面を研磨若しくは研削して、前記無機部材を、前記金属板から露出して、基板を準備することと、
前記基板における前記金属板の前記第2面側であって、前記無機部材を跨いで、前記無機部材の両側の前記金属板からなる第1電極及び第2電極上に発光素子を配置すること及び、
前記第2面側から前記第1面側に向かって、前記金属板と前記第1金属部材とを切断するように、前記基板を切断することとを含む発光装置の製造方法。
【請求項8】
前記発光素子を配置した後、前記金属板を切断する前に、
前記第2面の上若しくは上方、及び、前記発光素子の側面若しくは側方に被覆部材を配置することと、
前記金属板と前記第1金属部材との切断において、前記被覆部材側から前記金属板に向かって、前記被覆部材を切断することを含む請求項7に記載の発光装置の製造方法。
【請求項9】
金属からなる第1電極及び第2電極と、
前記第1電極と前記第2電極との間に配置される絶縁部材とを含む基板であって、
前記第1電極及び前記第2電極は、それぞれ第1面及び前記第1面と反対の第2面、前記第1面と前記第2面とを繋ぎ、前記基板の外周の一部を構成する側面を有し、
前記第1電極及び前記第2電極は、前記側面側と前記第1面側から凹む第1凹部を有し、前記第1凹部内にセラミックスフィラーと金属とを含む第1金属部材が配置されている基板。
【請求項10】
前記第1金属部材は、導電性を有する請求項9に記載の基板。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、基板及び発光装置の製造方法、基板並びに発光装置に関する。
続きを表示(約 5,300 文字)
【背景技術】
【0002】
従来、半導体発光素子を載置する基板として、複数の金属平板をセラミックスで連結して、高い機械的強度を有しかつ放熱性の高い基板構造体が提案されている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2022-120339号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、金属平板を用いた基板をダイサーで切断すると、切断箇所にバリが生じることがある。
そこで、本開示に係る実施形態は、バリの発生を効果的に低減することができる基板及び発光装置の製造方法を提供することを目的とする。また、本開示に係る実施形態は、高放熱性を実現しながら、バリが低減された基板及び発光装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
実施形態に開示される基板の製造方法は、第1凹部を有する第1面と、前記第1面と反対の第2面とを有する金属板を準備することと、前記第1凹部内に第1金属ペーストを配置することと、配置された前記第1金属ペーストを焼結して、第1金属部材を形成することと、前記金属板の前記第2面側から前記第1面側に向かって、前記第1凹部内に配置された前記第1金属部材を切断するように、前記金属板を切断することとを含む。
また、実施形態に開示される発光装置の製造方法は、第1凹部を有する第1面と、前記第1面と反対の第2面とを有する金属板を準備することと、前記第1凹部内に第1金属ペーストを配置することと、配置された前記第1金属ペーストを焼結して、第1金属部材を形成することと、前記金属板の前記第1面であって、一方向における2つの前記第1凹部間に第3凹部を形成することと、前記第3凹部に、無機部材を配置することと、前記第2面を研磨若しくは研削して、前記無機部材を、前記金属板から露出して、基板を準備することと、前記基板における前記金属板の前記第2面側であって、前記無機部材を跨いで、前記無機部材の両側の前記金属板からなる第1電極及び第2電極上に発光素子を配置すること及び、前記第2面側から前記第1面側に向かって、前記金属板と前記第1金属部材とを切断するように、前記基板を切断することとを含む。
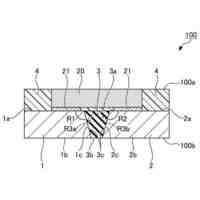
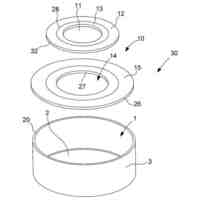
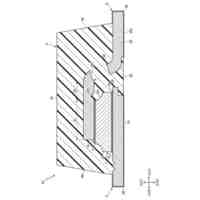
さらに、実施形態に開示される基板は、金属からなる第1電極及び第2電極と、前記第1電極と前記第2電極との間に配置される絶縁部材とを含む基板であって、前記第1電極及び前記第2電極は、それぞれ第1面及び前記第1面と反対の第2面、前記第1面と前記第2面とを繋ぎ、前記基板の外周の一部を構成する側面を有し、前記第1電極及び前記第2電極は、前記側面側と前記第1面側から凹む第1凹部を有し、前記第1凹部内にセラミックスフィラーと金属とを含む第1金属部材が配置されている。
また、実施形態に開示される発光装置は、上述した基板と、前記絶縁部材を跨いで、前記第1電極と前記第2電極のそれぞれの前記第2面側に配置される発光素子と、前記第2面の上若しくは上方、及び、前記発光素子の側面若しくは側方に配置される被覆部材とを備える。
【発明の効果】
【0006】
本開示の実施形態によれば、バリの発生を効果的に低減することができる基板及び発光装置の製造方法を提供することができる。また、本開示の実施形態によれば、高放熱性を実現しながら、バリが低減された基板及び発光装置を提供することができる。
【図面の簡単な説明】
【0007】
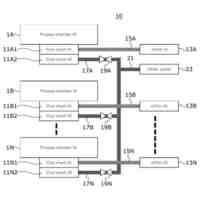
実施形態1に係る基板の製造方法を例示するフローチャートである。
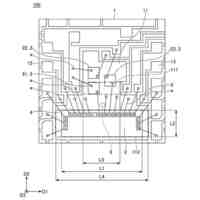
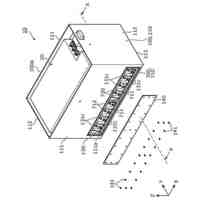
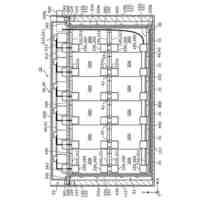
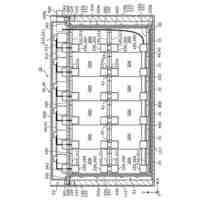
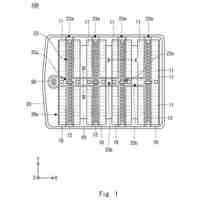
実施形態1に係る基板の製造方法における概略平面図である。
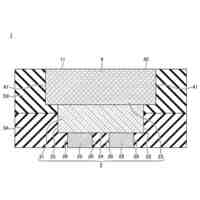
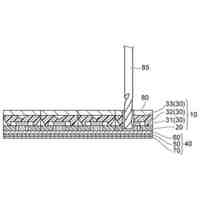
図2AのIIB-IIB線の概略端面図である。
実施形態1に係る基板の製造方法における概略端面工程図である。
実施形態1に係る基板の製造方法における概略端面工程図である。
実施形態1に係る基板の製造方法における概略端面工程図である。
実施形態1に係る基板の製造方法における概略平面図である。
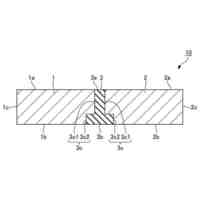
図3AのIIIB-IIIB線の概略端面図である。
実施形態1に係る基板の製造方法における概略端面工程図である。
実施形態1に係る基板の製造方法における概略端面工程図である。
実施形態1に係る基板の製造方法における概略端面工程図である。
実施形態1に係る基板の製造方法における概略端面工程図である。
実施形態2に係る基板の製造方法を例示するフローチャートである。
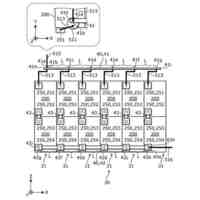
実施形態2に係る基板の製造方法における概略平面工程図である。
実施形態2に係る基板の製造方法における概略端面工程図である。
実施形態2に係る基板の製造方法における概略端面工程図である。
実施形態2に係る基板の製造方法における概略端面工程図である。
実施形態2に係る基板の製造方法における概略平面工程図である。
実施形態2に係る基板の製造方法における概略端面工程図である。
実施形態2に係る基板の製造方法における概略端面工程図である。
実施形態2に係る基板の製造方法における概略端面工程図である。
実施形態3に係る基板の概略平面図である。
図7AのVIIB-VIIB線の概略端面図である。
図7Bの基板の変形例の概略端面図である。
図7Aの基板の変形例の概略平面図である。
実施形態4に係る発光装置の製造方法を例示するフローチャートである。
実施形態4に係る発光装置の製造方法における概略端面工程図である。
実施形態4に係る発光装置の製造方法における概略端面工程図である。
実施形態4に係る発光装置の製造方法における概略端面工程図である。
実施形態4に係る発光装置の製造方法における概略端面工程図である。
実施形態4に係る発光装置の製造方法における概略端面工程図である。
実施形態4に係る発光装置の製造方法における概略端面工程図である。
実施形態5に係る発光装置の製造方法における概略端面工程図である。
実施形態5に係る発光装置の製造方法における概略端面工程図である。
実施形態5に係る発光装置の製造方法における概略端面工程図である。
実施形態5に係る発光装置の製造方法における概略端面工程図である。
実施形態5に係る発光装置の製造方法における概略端面工程図である。
実施形態5に係る発光装置の製造方法における概略端面工程図である。
実施形態6に係る発光装置の概略端面図である。
実施形態7に係る発光装置の概略端面図である。
【発明を実施するための形態】
【0008】
以下、本開示に係る実施形態について図面を参照しながら説明する。ただし、以下に説明する実施形態は、本開示に係る技術的思想を具体化するためのものであって、特定的な記載がない限り、発明を以下のものに限定しない。一つの実施形態において説明する内容は、他の実施形態及び変形例にも適用可能である。図面は実施形態を概略的に示すものであり、説明を明確にするため、各部材のスケールや間隔、位置関係等を誇張し、あるいは、部材の一部の図示を省略している場合がある。各図において示す方向は、構成要素間の相対的な位置を示し、絶対的な位置を示すことを意図したものではない。説明の便宜上、端面と表記している場合でも断面の場合があり、その逆もあり得る。同一の名称、符号については、原則として、同一もしくは同質の部材を示しており、詳細説明を適宜省略する。実施形態について、「覆う」及び「配置する」とは直接接する場合に限らず、間接的に、例えば他の部材を介して覆う又は配置する場合も含む。本開示においては、金属板の第1面及びそれに相当する面側から見た平面視を下面視と称し、金属板の第2面及びそれに相当する面側から見た平面視を上面視と称する。
【0009】
〔実施形態1:基板の製造方法〕
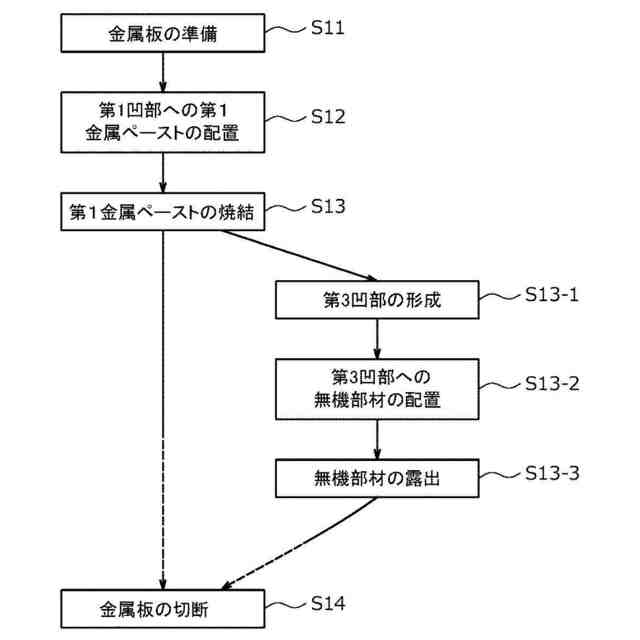
実施形態に係る基板の製造方法は、図1に示すように、第1面と第1面と反対側の第2面を有し、かつ第1面に第1凹部を有する金属板を準備し(S11)、第1凹部に第1金属ペーストを配置し(S12)、第1金属ペーストを焼結して(S13)第1金属部材を形成し、第1金属部材を第2面側から切断するように、金属板を切断する(S14)を含む。
このような工程を行うことにより、金属板を切断しても、切断箇所にバリが生じることなく、はんだ実装時等において、はんだ厚みを一定に維持し、実装精度を向上させることができる。また、特に、金属板として、例えば、銅等の金属を主体とした高放熱性の金属板を用いた場合等においては、高放熱性を有する基板を得ることができる。よって、バリが抑制された基板を効率的に製造することが可能となり、高放熱性をも実現することができる。
【0010】
S11:金属板の準備
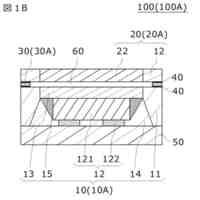
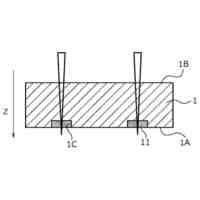
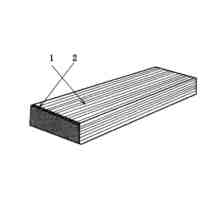
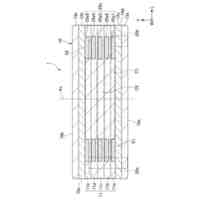
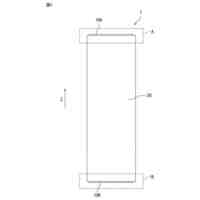
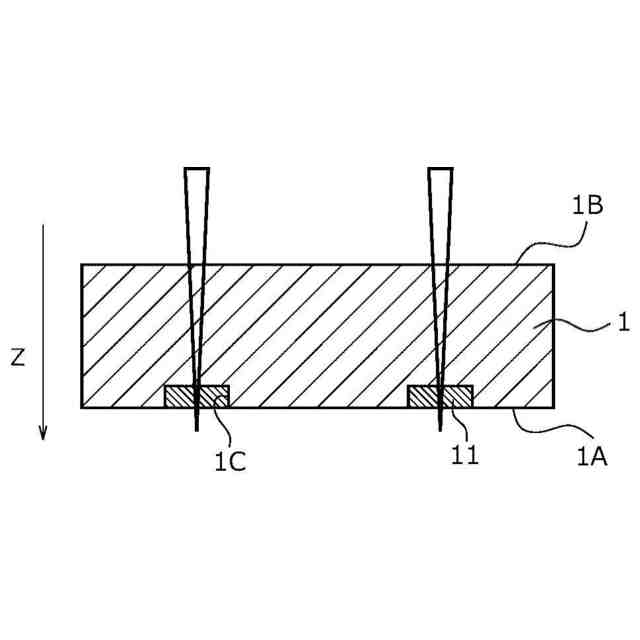
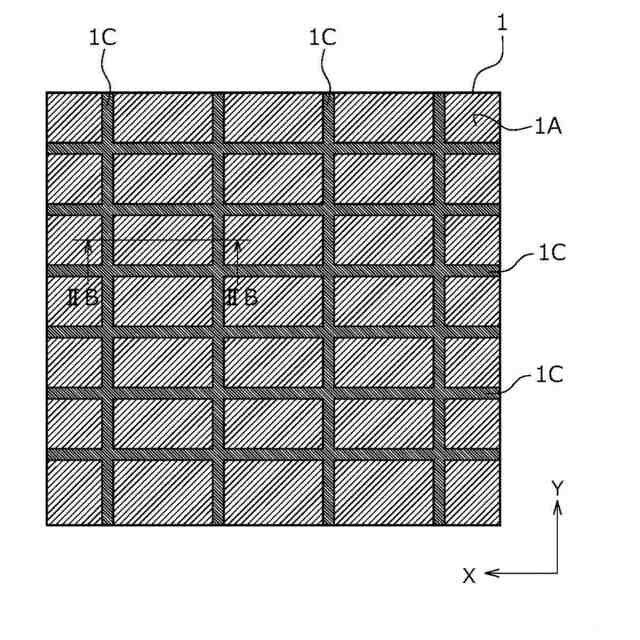
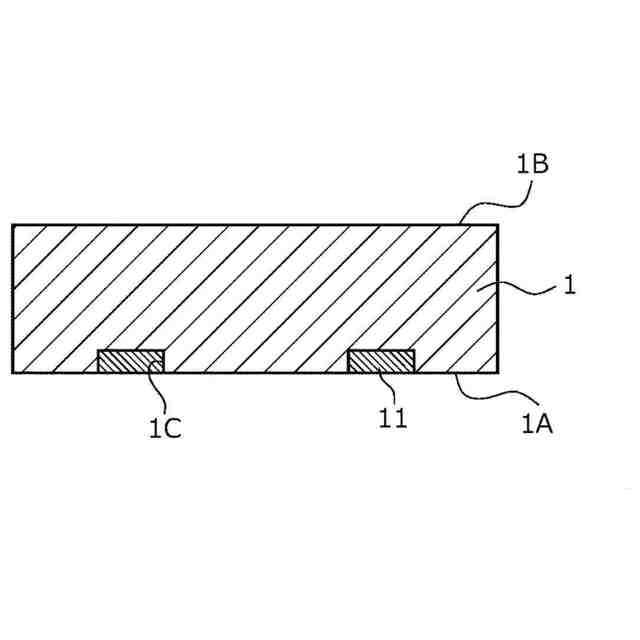
図2A及び2Bに示すように、金属板1を準備する。
金属板1としては、例えば、銅、鉄、アルミニウム及びこれらの合金からなる群から選ばれる少なくとも1種の金属からなるものが挙げられる。なかでも、銅からなる又は銅を主体とする板が好ましい。言い換えると、金属板1を構成する金属の全重量に対して、50%以上の銅を含むものが好ましい。金属板1は、平板状の板であることが好ましい。平面形状は、意図する発光装置によって適宜設定することができる。例えば、平面視において、矩形のものが挙げられる。
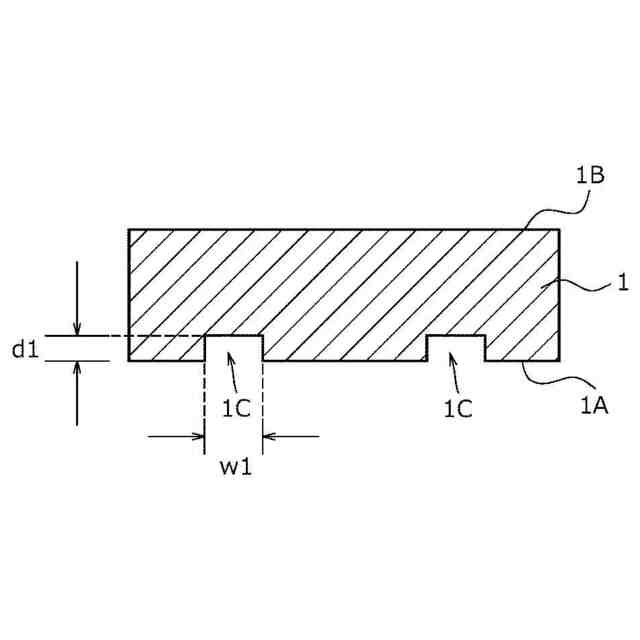
金属板1は、第1面1Aとその反対側の面である第2面1Bとを有する。金属板1は、第1面1Aに第1凹部1Cを有する。第1凹部1Cは、第1面1A側からみた平面視において、どのような形状をしていてもよい。例えば、直線及び/又は曲線を含む形状、円形、楕円形、三角形及び四角形等の多角形、これらを組み合わせた形状等、種々の形状が挙げられる。また、第1凹部1Cの端面形状もどのような形状であってもよい。例えば、端面視において、第1面1A側から第2面1Bに向かって、同じ幅を有していてもよいし、徐々に幅狭又は幅広になる形状であってもよいし、1段以上の段差によって幅狭又は幅広になる形状、具体的には、第1面1A側で幅広となる形状、第2面1B側で幅広となる形状、第1面1A及び第2面1B側で幅広となる形状等、種々の形状が挙げられる。
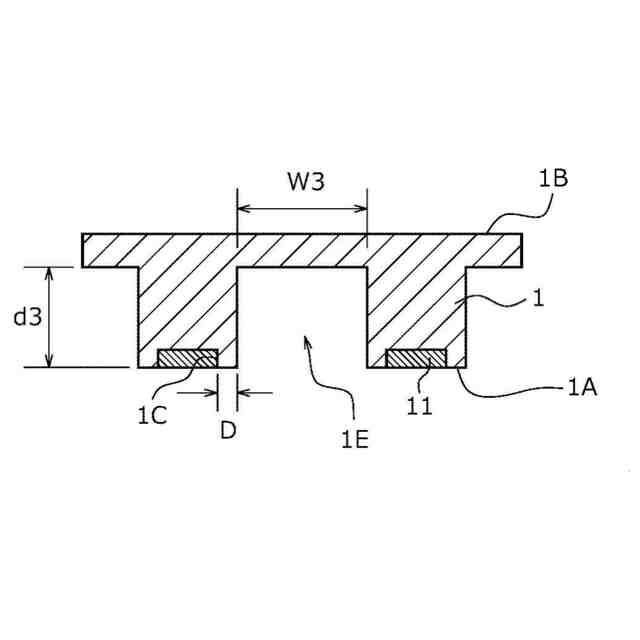
図2Bにおいては、第1凹部1Cは、端面形状において、同じ幅を有する。第1凹部1Cの幅、大きさ及び深さは、意図する発光装置の形態によって、適宜設定することができる。例えば、第1凹部1Cの幅(図2B中、W1)は、0.1mm以上1mm以下が挙げられる。第1凹部1Cの深さ(図2B中、d1)は、金属板の厚みの5%以上20%以下が挙げられる。具体的には、0.02mm以上0.2mm以下が挙げられる。第1凹部1Cは、例えば、図2Aに示すように、平面視において、第1方向(図2A中の矢印Y方向)に、金属板1の一端から他端又は一端の近傍から他端の近傍に延長する四角形の溝形状のものが好ましい。第1凹部1Cは、第1方向において幅広及び幅狭に変動していてもよいが、一定幅を有することが好ましい。また、第1凹部1Cは、平面視において、第1方向に直交する第2方向(図2A中の矢印X方向)においても、金属板1の一端から他端又は一端の近傍から他端の近傍に延長して配置されていてもよい。
なお、第1凹部1Cは、金属板1において、2つのみでもよいが、2つ以上形成されていることが好ましい。
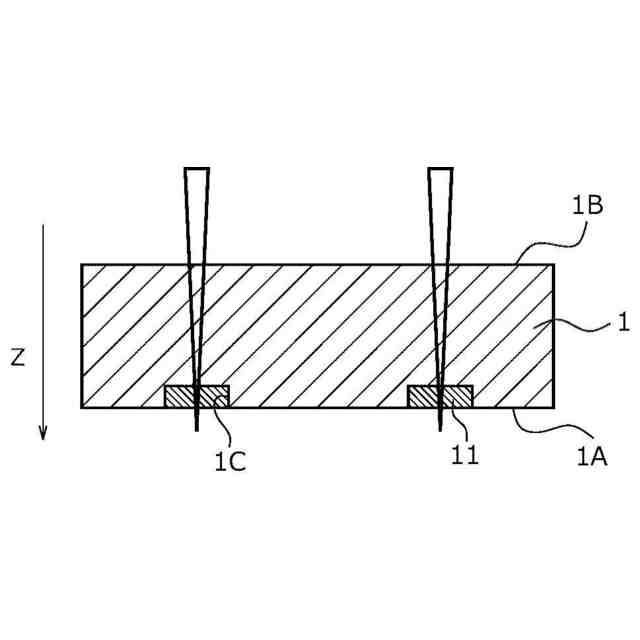
第1凹部1Cは、当該分野で公知の方法によって形成することができる。例えば、プレス加工、ドライ又はウェットエッチング、ブラスト、金属板1の第1面1A側からレーザ光を照射するレーザ加工等により、第1凹部1Cを形成することができる。
金属板1は、厚み、1又は複数の発光素子を配置するための平面、第1凹部1Cの数、幅、深さ等を適宜設定して準備することができる。例えば、金属板1の厚みは、100μm以上1500μm以下が挙げられる。第1凹部1Cの幅は、80μm以上800μm以下が挙げられる。第1凹部1Cの深さは、10μm以上200μm以下が挙げられる。第1凹部1Cが第1方向に延長して、形成されている場合、隣り合う第1凹部1C同士の間隔は、載置する発光素子の数、大きさ等によって適宜設定することができる。例えば、0.4mm以上3mm以下が挙げられ、1mm以上1.5mm以下が好ましい。第1凹部1Cが第2方向に延長する場合も、同様の間隔が挙げられる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日亜化学工業株式会社
撮像装置
1日前
日亜化学工業株式会社
発光装置
1日前
日亜化学工業株式会社
発光装置
1日前
日亜化学工業株式会社
発光装置
1日前
日亜化学工業株式会社
発光装置、及び発光ユニット
1日前
日亜化学工業株式会社
発光装置、発光装置の製造方法
1日前
日亜化学工業株式会社
発光装置の製造方法及び発光装置
1日前
日亜化学工業株式会社
発光装置及び発光装置の製造方法
1日前
日亜化学工業株式会社
磁石ユニットの製造方法および磁石ユニット
2日前
日亜化学工業株式会社
面状光源の製造方法、および面状光源の修理方法
1日前
日亜化学工業株式会社
基板及び発光装置の製造方法、基板並びに発光装置
1日前
日亜化学工業株式会社
発光装置、発光モジュール、及び、複数の発光装置
1日前
日亜化学工業株式会社
基板及びその製造方法、並びに、発光装置及びその製造方法
3日前
APB株式会社
二次電池
22日前
日東精工株式会社
端子部品
16日前
レナタ・アーゲー
電池
11日前
株式会社クオルテック
空気電池
8日前
個人
鉄心用材料とその製造方法
1日前
ローム株式会社
半導体装置
23日前
株式会社メルビル
ステージ
3日前
株式会社GSユアサ
蓄電装置
1日前
株式会社GSユアサ
蓄電装置
1日前
株式会社GSユアサ
蓄電装置
1日前
株式会社GSユアサ
蓄電装置
1日前
株式会社GSユアサ
蓄電装置
17日前
株式会社GSユアサ
蓄電装置
1日前
三洲電線株式会社
撚線
15日前
太陽誘電株式会社
コイル部品
23日前
三菱電機株式会社
漏電遮断器
15日前
豊田鉄工株式会社
コイル部品
10日前
株式会社高田製作所
電源切替器
23日前
株式会社村田製作所
電池
23日前
中国電力株式会社
移動用変圧器
10日前
トヨタ自動車株式会社
二次電池
24日前
トヨタ自動車株式会社
電池パック
16日前
エドワーズ株式会社
冷却システム
1日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ