TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025103354
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023220699
出願日
2023-12-27
発明の名称
加工装置および、凹部形成方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人明成国際特許事務所
主分類
B21J
5/02 20060101AFI20250702BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】原凹部の底が塞がれることが抑制される加工装置の技術の提供。
【解決手段】凹部は深さ方向の少なくとも一部において深さ方向に垂直な断面における形状が一定の多角形状である部分を有し、加工装置は予め形成された原凹部を拡張しつつ、原凹部に対して押し込まれる押込み部を備え、押込み部は押し込まれる方向に投影されたとき押し込まれる方向についての先端の外形形状が後端の外形形状に包含される形状であって先端から後端に向かってテーパ状の側面を有する形状であり、押込み部の後端における、し込まれる方向に垂直な断面の外形形状は多角形状であり、押込み部は後端から先端に向かうにつれて押し込まれる方向に垂直な断面における多角形状の角部の曲率半径が大きくなる形状を有している。
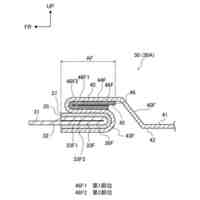
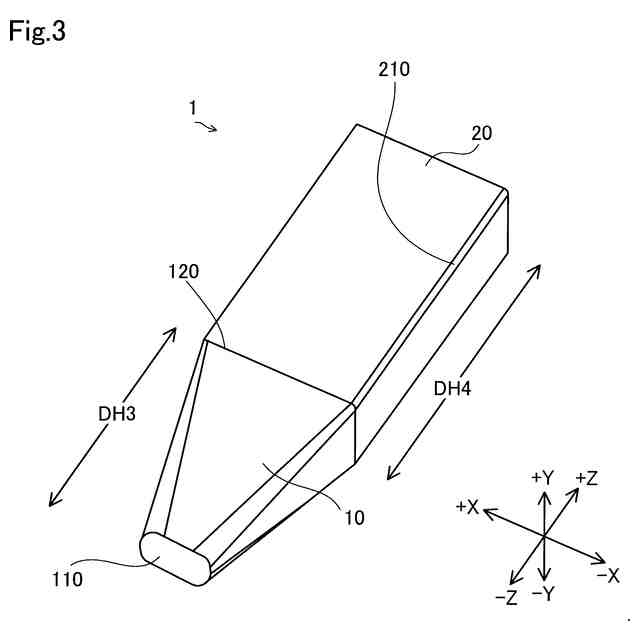
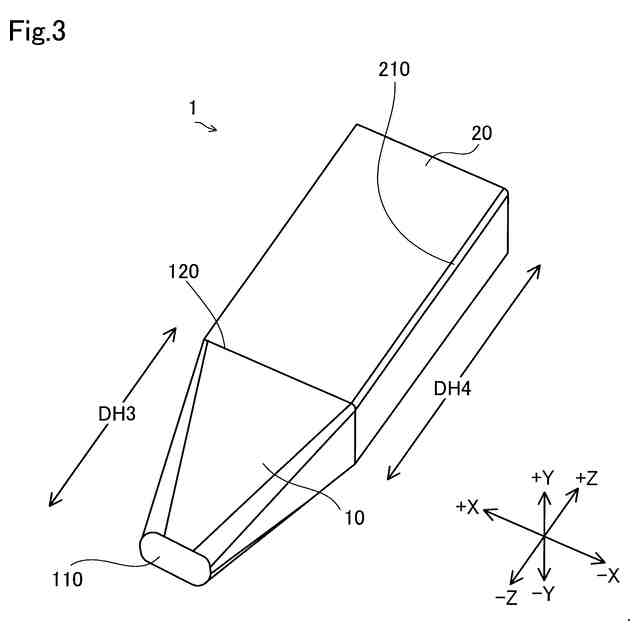
【選択図】図3
特許請求の範囲
【請求項1】
凹部を線状部材の端面に形成する加工装置であって、
前記凹部は、深さ方向の少なくとも一部において前記深さ方向に垂直な断面における形状が一定の多角形状である部分を有し、
前記加工装置は、
前記線状部材の前記端面に前記線状部材が伸びる方向に沿って予め形成された原凹部を拡張しつつ、前記原凹部に対して押し込まれる押込み部を備え、
前記押込み部は、押し込まれる方向に投影されたとき、押し込まれる方向についての先端の外形形状が、後端の外形形状に包含される形状であって、前記先端から前記後端に向かってテーパ状の側面を有する形状であり、
前記押込み部の前記後端における、押し込まれる方向に垂直な断面の外形形状は、前記多角形状であり、
前記押込み部は、
前記後端から前記先端に向かうにつれて、押し込まれる方向に垂直な断面における前記多角形状の角部の曲率半径が大きくなる形状を有している、加工装置。
続きを表示(約 940 文字)
【請求項2】
請求項1に記載の加工装置であって、
さらに、前記押込み部の、前記後端に接続する成形部であって、前記原凹部に対して押し込まれる成形部を備え、
前記成形部は、
押し込まれる方向に垂直な断面における形状が前記多角形状を有しており、
押し込まれる方向における寸法が、予め定められた寸法である第1寸法であり、
押し込まれる方向における前記先端から前記後端までの寸法に、前記第1寸法を加算した値が、前記原凹部の押し込まれる方向における寸法以上である、加工装置。
【請求項3】
請求項1に記載の加工装置であって、
押し込まれる方向に垂直な方向における前記後端の寸法が、前記線状部材の前記押し込まれる方向に垂直な方向における寸法の90%よりも小さい、加工装置。
【請求項4】
請求項1に記載の加工装置であって、
前記線状部材の、押し込まれる方向に垂直な断面における形状が長方形であり、
前記凹部は、
長辺が、前記線状部材の外形の長辺と平行であり、
短辺が、前記線状部材の外形の短辺と平行である、加工装置。
【請求項5】
凹部を線状部材の端面に形成する凹部形成方法であって、
前記凹部は、深さ方向の少なくとも一部において前記深さ方向に垂直な断面における形状が一定の多角形状である部分を有し、
前記線状部材の前記端面に、前記線状部材が伸びる方向に沿って、原凹部を形成する工程と、
前記原凹部に対して押込み部を押し込む工程と、を備え、
前記押込み部は、押し込まれる方向に投影されたとき、押し込まれる方向についての先端の外形形状が、後端の外形形状に包含される形状であって、前記先端から前記後端に向かってテーパ状の側面を有する形状であり、
前記押込み部の前記後端における、押し込まれる方向に垂直な断面の外形形状は、前記多角形状であり、
前記押込み部は、
前記後端から前記先端に向かうにつれて、押し込まれる方向に垂直な断面における前記多角形状の角部の曲率半径が大きくなる形状を有している、凹部形成方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、加工装置および、凹部形成方法に関する。
続きを表示(約 4,100 文字)
【背景技術】
【0002】
特許文献1において、ステータのティースに配置されるコイルとして、それぞれ略U字形に成形された2つのコイルセグメントの、それぞれの端部同士が接合されることにより形成されるコイルが開示されている。2つのコイルセグメントのそれぞれにおいては、導体の周囲が、絶縁材によって覆われている。一方の導線の端面において形成された導体の突起が、他方の導体の端面に形成された穴に嵌ることで、2つのコイルセグメントが接合される。他方の導体の端面の穴は、切削加工によって形成される。
【先行技術文献】
【特許文献】
【0003】
特開2021-118548号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
発明者らは、あらかじめ第1穴を導体の端面に形成した後に、コイルセグメントの先端を嵌めるための第2穴を形成する方法を考案した。第1穴は、導体が伸びる方向に垂直な任意の方向における寸法が、形成したい穴の寸法よりも小さい穴である。第2穴は、導体に対する押圧方向に垂直な任意の方向における寸法が第1穴よりも大きい工具を押し込むことで形成される。第1穴は、切削加工によって形成される。第1穴および第2穴の形成において、導体は金型にはめこまれている。
【0005】
導体に嵌められるコイルセグメントの先端の形状によっては、第2穴の形状が、導体が伸びる方向に沿って見たときに、多角形状であることが求められることがある。その場合、第2穴を形成する工具の形状は、押圧方向に見たときに、多角形状を有する必要がある。第1穴を形成する切削加工においては、ドリルによって一回の加工で穴を形成することで、第1穴の形成の生産性が高くなる。ドリルによる一回の加工では、導体が伸びる方向に見たときに、第1穴の形状が略円形状となる。この場合、第2穴の、押圧方向に見たときの形状が円形状であることが求められる場合と比較して、導体が伸びる方向に投射したときに、導体のうち第1穴の周囲の部分と、工具と、が重複する領域が大きい。その結果、両者が重複する領域の導体が、工具の押し込みによって、大量に第1穴の底部に向かって押し込まれる。その結果、押し込まれた導体が、第1穴を塞ぐ可能性がある。第1穴が塞がれると、導体が伸びる方向における第2穴の寸法が、希望の寸法よりも小さくなる。
【課題を解決するための手段】
【0006】
本開示は、以下の形態として実現することが可能である。
【0007】
(1)本開示の一形態によれば、凹部を線状部材の端面に形成する加工装置が提供される。この加工装置は、前記凹部は、深さ方向の少なくとも一部において前記深さ方向に垂直な断面における形状が一定の多角形状である部分を有し、前記加工装置は、前記線状部材の前記端面に前記線状部材が伸びる方向に沿って予め形成された原凹部を拡張しつつ、前記原凹部に対して押し込まれる押込み部を備え、前記押込み部は、押し込まれる方向に投影されたとき、押し込まれる方向についての先端の外形形状が、後端の外形形状に包含される形状であって、前記先端から前記後端に向かってテーパ状の側面を有する形状であり、前記押込み部の前記後端における、押し込まれる方向に垂直な断面の外形形状は、前記多角形状であり、前記押込み部は、前記後端から前記先端に向かうにつれて、押し込まれる方向に垂直な断面における前記多角形状の角部の曲率半径が大きくなる形状を有している。
押込み部の角部の全ての曲率半径が同じである態様においては、線状部材が伸びる方向に投射したときに、線状部材のうち原凹部の周囲の部分と、押込み部の先端と、が重複する領域が大きい場合がある。押込み部に対し、押し込まれる方向に力が加えられると、線状部材の部分のうち、押込み部と重複する部分が原凹部の底に押し込まれる可能性がある。この形態の加工装置によれば、後端の角部における曲率半径が、先端の角部における曲率半径よりも大きい。押込み部の角部の全ての曲率半径が同じである態様と比較して、先端と接触した線状部材は、押し込まれる方向ではなく押し込まれる方向と垂直な方向に向かって、より移動される。先端から後端に向かって、押込み部が押し込まれる方向に押し込まれるにつれて、押し込まれる方向と垂直な方向において移動することができる線状部材の量が減少する。押し込まれる方向と垂直な方向に向かって移動した線状部材は、その後押し込まれる方向とは逆の方向に移動する。これにより、押し込まれる方向とは逆の方向に、線状部材が伸びる。押し込まれる方向に線状部材が押し込まれないため、原凹部の底が塞がれることが抑制される。
(2)上記形態の加工装置において、さらに、前記押込み部の、前記後端に接続する成形部であって、前記原凹部に対して押し込まれる成形部を備え、前記成形部は、押し込まれる方向に垂直な断面における形状が前記多角形状を有しており、押し込まれる方向における寸法が、予め定められた寸法である第1寸法であり、押し込まれる方向における前記先端から前記後端までの寸法に、前記第1寸法を加算した値が、前記原凹部の押し込まれる方向における寸法以上であってもよい。
この形態の加工装置によれば、成形部を備えない態様と比較して、押込み部によって押し込まれる方向と垂直な方向に移動された線状部材が、その後、成形部に接触しながら、押し込まれる方向とは逆の方向に移動しやすくなる。例えば押し込まれる方向において先端から後端までの寸法よりも大きい寸法の穴を形成したい場合において、押込み部によって押し込まれる方向とは逆の方向に移動された線状部材が、その後原凹部に向かって移動することが抑制されるため、凹部の形成が容易となる。
(3)上記形態の加工装置において、押し込まれる方向に垂直な方向における前記後端の寸法が、前記線状部材の前記押し込まれる方向に垂直な方向における寸法の90%よりも小さくてもよい。
この形態の加工装置によれば、例えば後端の寸法が、線状部材の押し込まれる方向に垂直な方向における寸法の90%以上である態様と比較して、線状部材の押し込まれる方向に垂直な方向において、より多くの線状部材が残存する。押込み部によって線状部材が押し込まれる方向に引っ張られることを、より抑制することができる。
(4)上記形態の加工装置において、前記線状部材の、押し込まれる方向に垂直な断面における形状が長方形であり、前記凹部は、長辺が、前記線状部材の外形の長辺と平行であり、短辺が、前記線状部材の外形の短辺と平行であってもよい。
この形態の加工装置によれば、断面の形状が長方形の線状部材の凹部に、他の線状部材を容易に挿入することができる。
(5)本開示の他の形態によれば、凹部を線状部材の端面に形成する凹部形成方法が提供される。この凹部形成方法は、前記凹部は、深さ方向の少なくとも一部において前記深さ方向に垂直な断面における形状が一定の多角形状である部分を有し、前記線状部材の前記端面に、前記線状部材が伸びる方向に沿って、原凹部を形成する工程と、前記原凹部に対して押込み部を押し込む工程と、を備え、前記押込み部は、押し込まれる方向に投影されたとき、押し込まれる方向についての先端の外形形状が、後端の外形形状に包含される形状であって、前記先端から前記後端に向かってテーパ状の側面を有する形状であり、前記押込み部の前記後端における、押し込まれる方向に垂直な断面の外形形状は、前記多角形状であり、前記押込み部は、前記後端から前記先端に向かうにつれて、押し込まれる方向に垂直な断面における前記多角形状の角部の曲率半径が大きくなる形状を有している。
本開示は、加工装置および凹部形成方法以外の種々の形態で実現することも可能である。例えば、加工装置の製造方法や加工装置の制御方法、その制御方法や凹部形成方法を実現するコンピュータプログラム、そのコンピュータプログラムを記録した一時的でない記録媒体等の形態で実現することができる。
【図面の簡単な説明】
【0008】
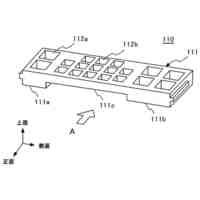
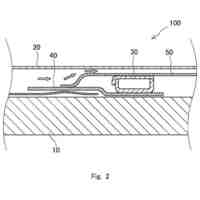
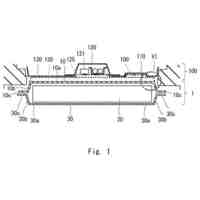
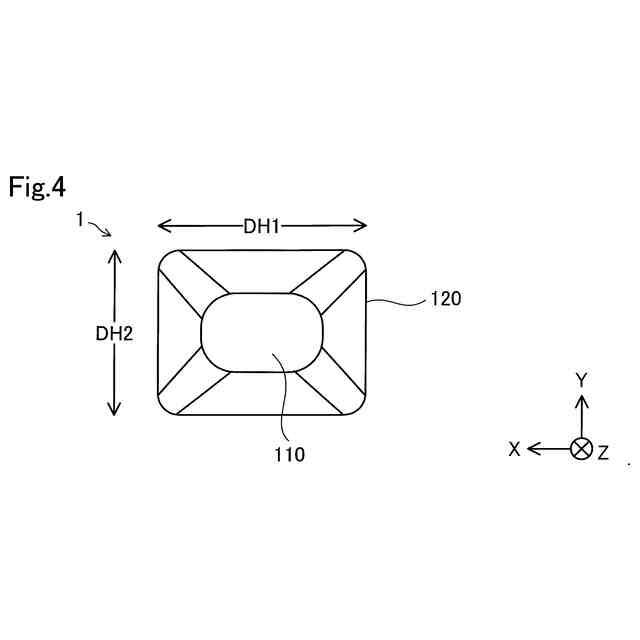
線状部材に形成された成形凹部を表した図。
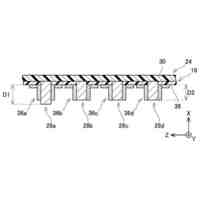
原凹部を説明する図。
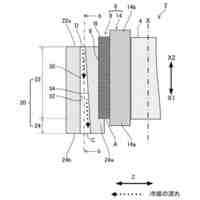
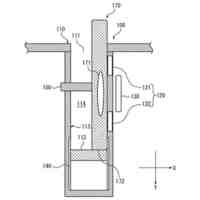
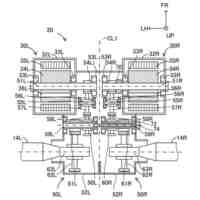
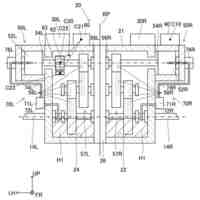
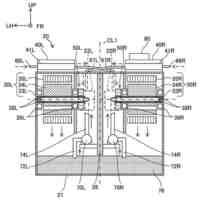
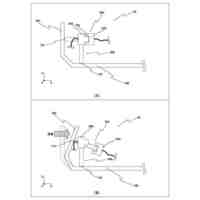
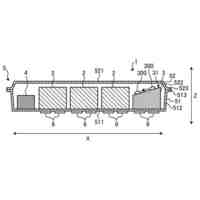
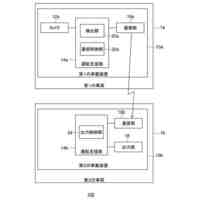
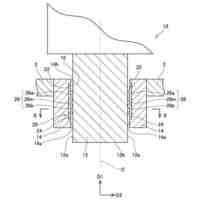
本実施形態の加工装置の一部を説明する図。
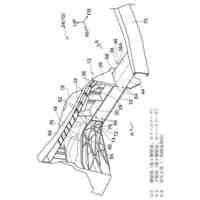
図3の加工装置を別角度から見た図。
先端の断面を表した図。
後端の断面を表した図。
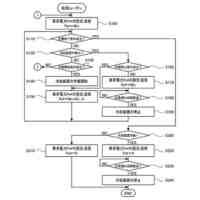
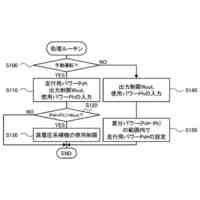
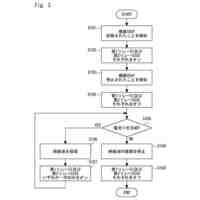
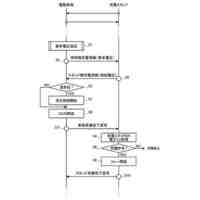
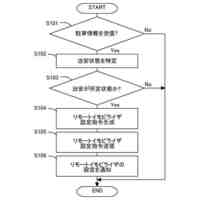
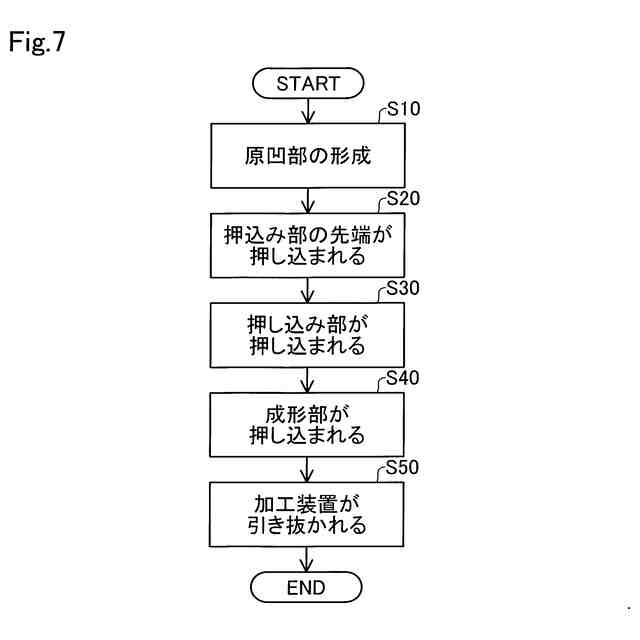
成形凹部の形成方法の一例を示すフローチャート。
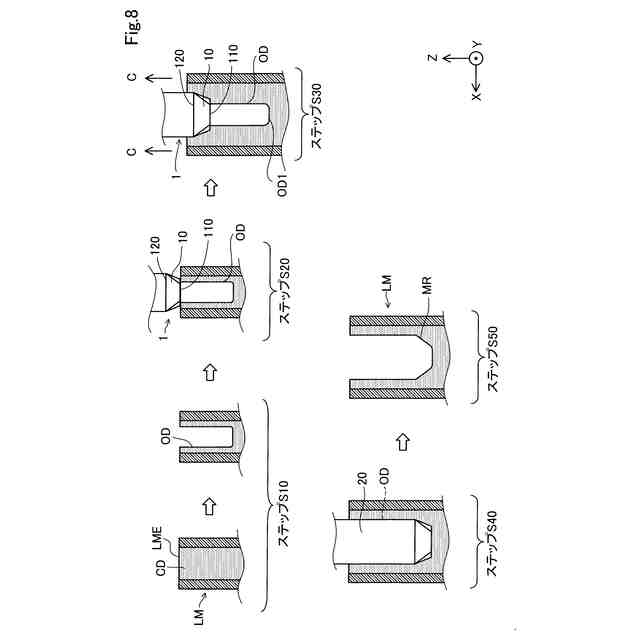
成形凹部の形成の過程を説明する図。
押込み部を投影した図。
【発明を実施するための形態】
【0009】
A.本実施形態:
A1.本実施形態の構成:
図1は、線状部材LMに形成された成形凹部MRを表した図である。図1において、ZX平面に平行な断面C1についての線状部材LMの断面図を下側に、Z軸の負方向に沿って線状部材LMを見た平面図を上側に表している。後に説明する図2においても同様である。図1の下側に示されている線状部材LMは、線状部材LMの端面LMEを含み、Z軸方向に沿って伸びている部分である。理解の便を図るために、線状部材LMをZ軸の負方向に沿って見た図にも、ハッチングを付している。
【0010】
本実施形態において、線状部材LMはコイルセグメントである。線状部材LMは、X軸およびY軸を含む面における断面が長方形である。なお、本明細書において、長方形は、角部が曲率を有するものを含む。線状部材LMは、Z方向に伸びている。線状部材LMは、導体CDと、絶縁材IMと、を有する。導体CDは、図示しない電子部品に電流を流す。導体CDは、端面LMEにおいて露出している。導体CDは、その外側が絶縁材IMによって覆われている。導体CDは、成形凹部MRを有している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
方法
3日前
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
電池
3日前
トヨタ自動車株式会社
電動車
2日前
トヨタ自動車株式会社
電動車
3日前
トヨタ自動車株式会社
モータ
2日前
トヨタ自動車株式会社
充電器
3日前
トヨタ自動車株式会社
移動体
2日前
トヨタ自動車株式会社
駆動装置
2日前
トヨタ自動車株式会社
コネクタ
2日前
トヨタ自動車株式会社
電源装置
2日前
トヨタ自動車株式会社
駆動装置
2日前
トヨタ自動車株式会社
駆動装置
2日前
トヨタ自動車株式会社
駆動装置
3日前
トヨタ自動車株式会社
制御装置
3日前
トヨタ自動車株式会社
電動車両
3日前
トヨタ自動車株式会社
電極触媒
1日前
トヨタ自動車株式会社
制御装置
2日前
トヨタ自動車株式会社
電池パック
1日前
トヨタ自動車株式会社
電気自動車
1日前
トヨタ自動車株式会社
電池パック
1日前
トヨタ自動車株式会社
電池パック
2日前
トヨタ自動車株式会社
電池パック
1日前
トヨタ自動車株式会社
電気自動車
1日前
トヨタ自動車株式会社
電池パック
2日前
トヨタ自動車株式会社
運転支援装置
2日前
トヨタ自動車株式会社
情報処理装置
1日前
トヨタ自動車株式会社
情報提供装置
2日前
トヨタ自動車株式会社
車両制御方法
2日前
トヨタ自動車株式会社
情報処理装置
2日前
トヨタ自動車株式会社
情報処理装置
1日前
トヨタ自動車株式会社
車両制御装置
2日前
トヨタ自動車株式会社
充電制御装置
2日前
トヨタ自動車株式会社
端子接続構造
1日前
トヨタ自動車株式会社
充電システム
1日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ