TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025139054
公報種別
公開特許公報(A)
公開日
2025-09-26
出願番号
2024037777
出願日
2024-03-12
発明の名称
巻線装置、及び、巻線方法
出願人
株式会社ミツバ
代理人
個人
,
個人
,
個人
主分類
H01F
41/04 20060101AFI20250918BHJP(基本的電気素子)
要約
【課題】巻装対象の製造ばらつきの影響を受け難く、適切な位置に始終端を成形することができる巻線装置を提供する。
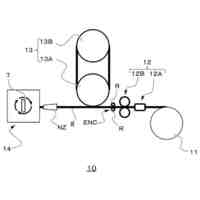
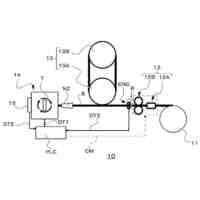
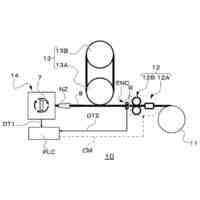
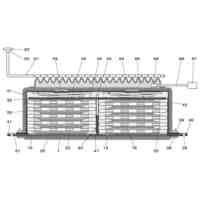
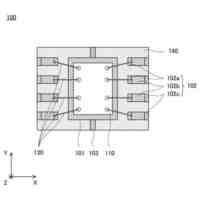
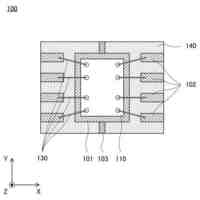
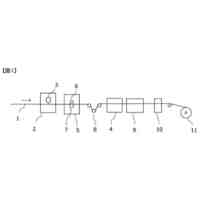
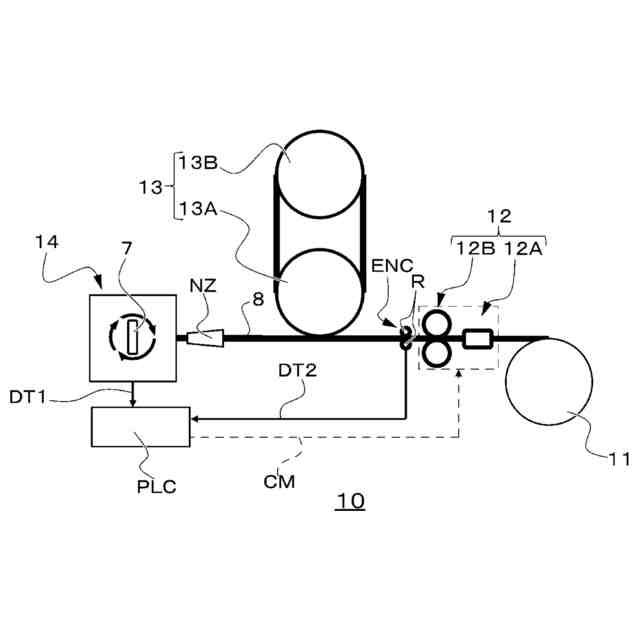
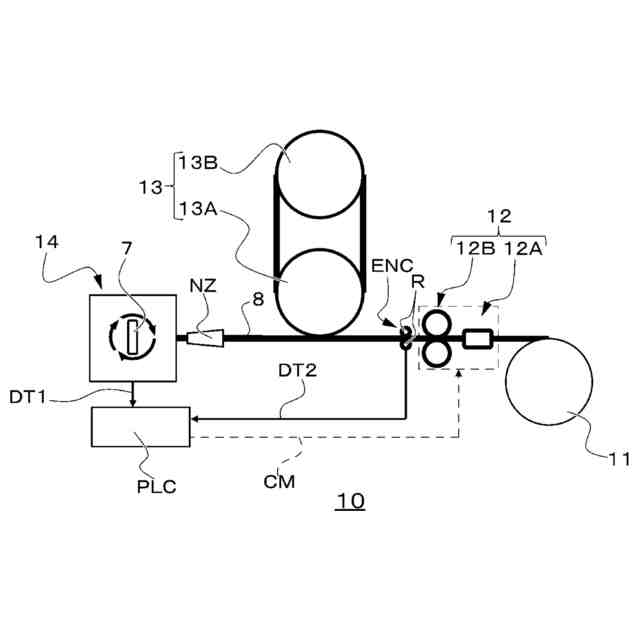
【解決手段】本発明の巻線装置10は、丸形状の線材を供給する線材供給部11と、線材供給部11の下流側に設けられ、線材の形状を平角形状に成形する成形部12と、成形部12の下流側に設けられ、巻装対象に線材を巻装する巻線部14と、を備え、成形部12は、巻装対象の始終端に対応する線材の部分に対して成形を行わない始終端処理と、巻装対象に巻装する部分に対応する線材に対して成形を行う成形処理と、を行い、始終端処理は、巻装対象に所定回数の巻装を行った後に供給された線材の供給長さが所定長さに到達すると行われる。
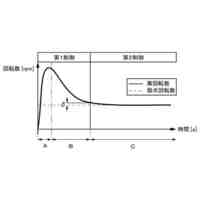
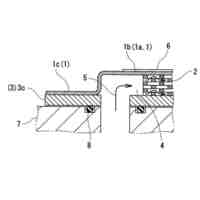
【選択図】図3
特許請求の範囲
【請求項1】
巻装対象に線材を巻装する巻線装置であって、
前記巻線装置は、
丸形状の前記線材を供給する線材供給部と、
前記線材供給部の下流側に設けられ、前記線材の形状を平角形状に成形する成形部と、
前記成形部の下流側に設けられ、前記巻装対象に前記線材を巻装する巻線部と、を備え、
前記成形部は、
前記巻装対象の始終端に対応する前記線材の部分に対して成形を行わない始終端処理と、
前記巻装対象に前記巻装する部分に対応する前記線材に対して成形を行う成形処理と、を行い、
前記始終端処理は、前記巻装対象に所定回数の前記巻装を行った後に供給された前記線材の供給長さが所定長さに到達すると行われる、巻線装置。
続きを表示(約 610 文字)
【請求項2】
前記巻線装置は、前記成形部と前記巻線部の間に設けられた検出部を有し、前記線材の供給された前記供給長さを計測する供給長さ計測部を備える、請求項1に記載の巻線装置。
【請求項3】
前記検出部は、
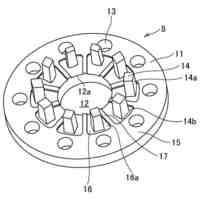
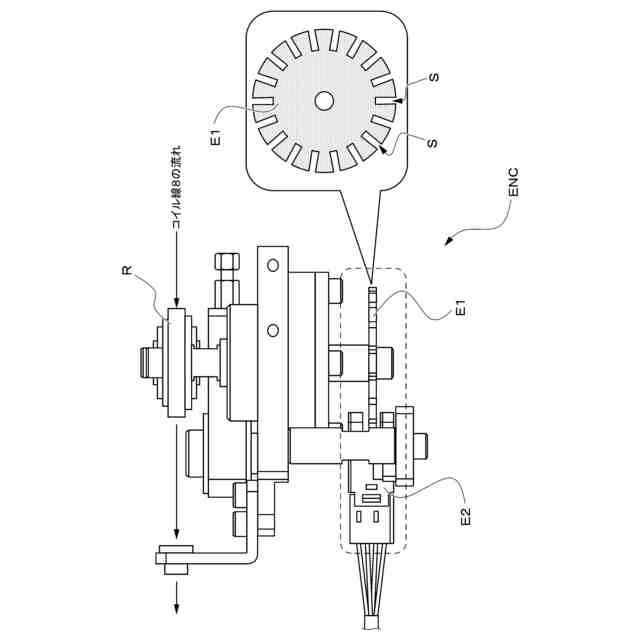
前記線材に接触して回転するローラと、
周方向に均等間隔のスリットを有し、前記ローラの回転軸に設けられる回転盤と、
前記回転盤のスリットの通過を非接触で検出する通過センサと、を備えている、請求項2に記載の巻線装置。
【請求項4】
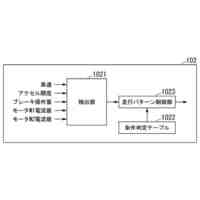
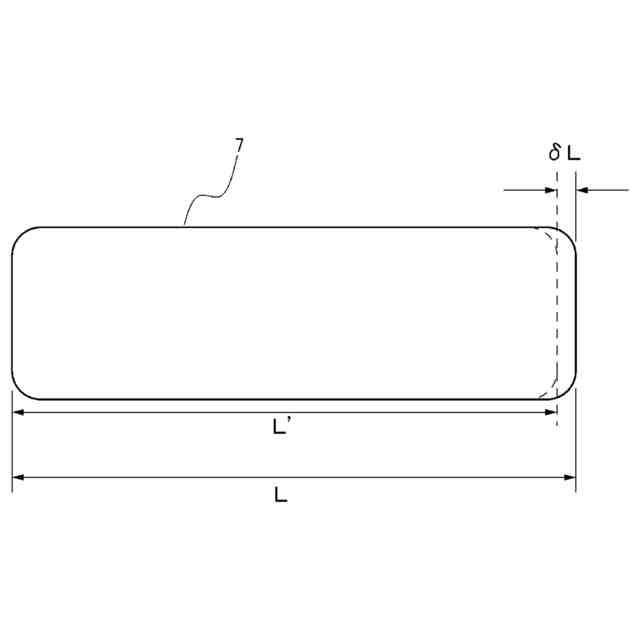
前記巻線装置は、前記巻装対象の形状ばらつきに基づいて、前記所定長さを補正する長さ補正部を備え、
前記始終端処理は、前記線材の供給された供給長さが、前記長さ補正部による補正後の所定長さに到達すると行われる、請求項1から請求項3のいずれか1項に記載の巻線装置。
【請求項5】
巻装対象に線材を巻装する巻線方法であって、
前記巻線方法は、
前記巻装対象の始終端に対応する前記線材の部分に対して成形を行わず丸形状のままとする始終端ステップと、
前記巻装対象に巻装する部分に対応する前記線材に対して成形を行い平角形状とする成形ステップと、を含み、
前記始終端ステップは、前記巻装対象に所定回数の巻装を行った後に供給された前記線材の供給長さが所定長さに到達すると行われる、巻線方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、巻線装置、及び、巻線方法に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
平角線成形装置によって丸素線から平角線を成形し、成形された平角線を分割コアのティース部に巻装する場合、巻線の断面形状を変化させる際に巻線に傷が生じてしまう可能性がある。
【0003】
そこで、特許文献1では、巻線の断面形状を途中で変形させてから巻装対象に対して巻装する場合であっても、巻線の傷に起因する製品の品質低下を抑えることが可能な巻線装置を提供することを目的とした開示が行われている。
【0004】
具体的には、線材供給源からの巻線を巻装対象側へ供給して巻装対象に巻装する巻線装置であって、線材供給源の下流側に配置され、巻線の断面形状を変化させる巻線変形部と、巻線変形部の下流側に配置され、巻線の傷を検出する傷検出部と、を備えることを特徴とする巻線装置が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2023-132628号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
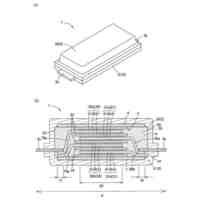
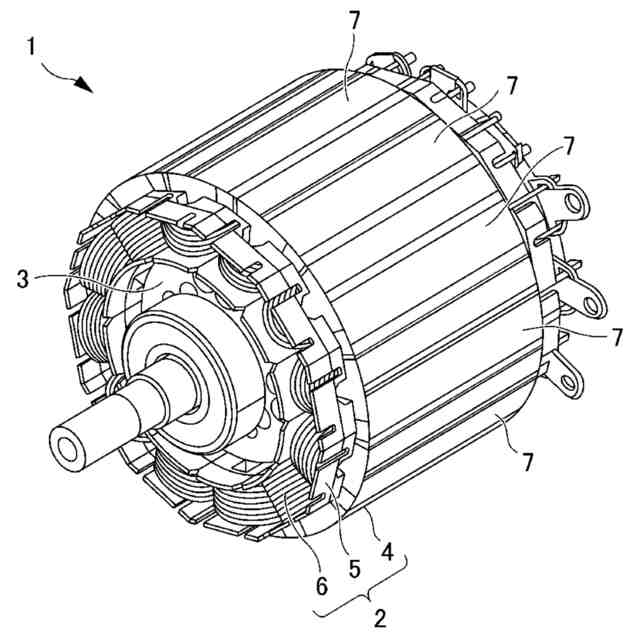
ところで、分割ステータコアのような巻装対象では、巻装されるコイル線の両端(始終端ともいう)は接続のためのリード部分となる。
このため、巻装対象に巻装された線材の始終端は、その巻装後に行う接続作業が行いやすい丸形状のままの方がよい。
【0007】
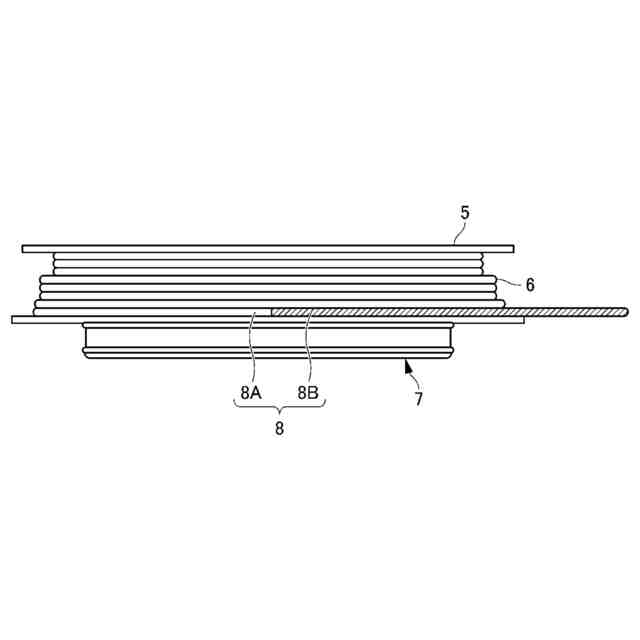
そして、そのような丸形状のままの始終端を形成しようとすると、始終端に当たる線材部分に対しては成形を行わないで丸形状のままとし、それに続く、巻装対象に巻装する部分については成形を行い平角形状にすることになる。
【0008】
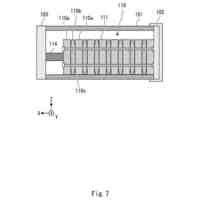
具体的には、初めの始端となる短い長さ部分は丸形状の線材のままとし、続いて、巻装される平角形状が成形され、始端の丸形状の線材は巻装対象に巻き付けず、平角形状の部分を巻き付けていく。
【0009】
そして、現在の巻装対象の終端部分と次の巻装対象の始端部分に当たる短い長さの線材部分(始終端部分ともいう)では、再び、成形を行わず、丸形状の線材とし、続いて、巻装する部分に対応して平角形状の成形が行われ、さらに、始終端部分とすべき短い長さの線材部分は成形しないという流れの繰り返しになる。
【0010】
つまり、線材の成形に関して見ると、成形しない長さの短い部分があり、続いて、平角形状に成形した長さの長い部分がありを繰り返すような成形を行うことになる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ミツバ
モータ
18日前
株式会社ミツバ
巻線装置
2日前
株式会社ミツバ
モータ装置
20日前
株式会社ミツバ
ワイパ装置
1か月前
株式会社ミツバ
非容積型ポンプ
10日前
株式会社ミツバ
車両用灯火装置
1か月前
株式会社ミツバ
ブラシレスモータ
1か月前
株式会社ミツバ
電動車両及びハブモータ
1か月前
株式会社ミツバ
巻線装置、及び、巻線方法
2日前
株式会社ミツバ
巻線装置、及び、巻線方法
2日前
株式会社ミツバ
モータの制御装置、及び、その制御方法
1か月前
株式会社ミツバ
マグネットホルダ及び電動モータ用ロータ
27日前
株式会社ミツバ
鞍乗型電動車両の制御システム、及び鞍乗型電動車両の制御方法
18日前
個人
安全なNAS電池
23日前
個人
フリー型プラグ安全カバー
1か月前
東レ株式会社
多孔質炭素シート
18日前
キヤノン株式会社
電子機器
18日前
ローム株式会社
半導体装置
18日前
エイブリック株式会社
半導体装置
20日前
エイブリック株式会社
半導体装置
20日前
株式会社ティラド
面接触型熱交換器
10日前
ニチコン株式会社
コンデンサ
11日前
沖電気工業株式会社
アンテナ
1か月前
オムロン株式会社
電磁継電器
27日前
株式会社GSユアサ
蓄電装置
1か月前
株式会社GSユアサ
蓄電装置
26日前
ニチコン株式会社
コンデンサ
11日前
株式会社GSユアサ
蓄電装置
1か月前
東レ株式会社
ガス拡散層の製造方法
18日前
日本特殊陶業株式会社
保持装置
25日前
株式会社カネカ
二次電池
1か月前
株式会社ヨコオ
コネクタ
20日前
トヨタ自動車株式会社
蓄電装置
1か月前
マクセル株式会社
配列用マスク
10日前
個人
多層樹脂シート電池の電流制限方法
9日前
ローム株式会社
半導体装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ