TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025111711
公報種別
公開特許公報(A)
公開日
2025-07-30
出願番号
2025074944,2021033454
出願日
2025-04-28,2020-08-19
発明の名称
蓄電デバイス用外装材の成形工程における品質管理方法、蓄電デバイスの製造方法、蓄電デバイス用外装材、及び蓄電デバイス
出願人
大日本印刷株式会社
代理人
個人
,
個人
主分類
H01M
50/131 20210101AFI20250723BHJP(基本的電気素子)
要約
【課題】蓄電デバイス用外装材の成形工程における新規な品質管理方法を提供する。
【解決手段】蓄電デバイス用外装材の成形工程における品質管理方法であって、
前記品質管理方法は、少なくとも、外側から順に、基材層と、バリア層と、熱融着性樹脂層とを備える積層体から構成された蓄電デバイス用外装材が、前記熱融着性樹脂層側から前記基材層側に突出するようにして成形され、前記熱融着性樹脂層側に蓄電デバイス素子が収容される凹部が形成された蓄電デバイス用外装材を品質管理の対象としており、
前記凹部が形成された蓄電デバイス用外装材の中から、被験対象蓄電デバイス用外装材を抽出し、前記被験対象蓄電デバイス用外装材の前記凹部を形作る外側表面の曲面部と非曲面部について、それぞれ、SCI方式、視野10°及び光源F2の測定条件で、反射光のL
*
a
*
b
*
色空間におけるL
*
値を測定して、L
*
値の差の大きさに基づいて、凹部が形成された蓄電デバイス用外装材が良品であるか否かを判定する判定工程を備える、
蓄電デバイス用外装材の成形工程における品質管理方法。
【選択図】なし
特許請求の範囲
【請求項1】
少なくとも、外側から順に、表面被覆層と、基材層と、バリア層と、熱融着性樹脂層とを備える積層体から構成された蓄電デバイス用外装材であって、
前記表面被覆層は、ポリウレタンを含む樹脂組成物により形成されており、
前記表面被覆層は、添加剤を含み、
前記添加剤は、有機物及び無機物の少なくとも一方であり、
前記蓄電デバイス用外装材は、前記熱融着性樹脂層側から前記基材層側に突出するようにして成形され、前記熱融着性樹脂層側に蓄電デバイス素子が収容される凹部を備えており、
前記蓄電デバイス用外装材の前記凹部を形作る外側表面の曲面部と非曲面部について、それぞれ、SCI方式、視野10°及び光源F2の測定条件で、反射光のL
*
a
*
b
*
色空間におけるL
*
値を測定した場合に、前記曲面部のL
*
値と、前記非曲面部のL
*
との差の絶対値が、1.5以下である、蓄電デバイス用外装材。
続きを表示(約 2,900 文字)
【請求項2】
少なくとも、外側から順に、表面被覆層と、基材層と、バリア層と、熱融着性樹脂層とを備える積層体から構成された蓄電デバイス用外装材であって、
前記表面被覆層は、ポリウレタンを含む樹脂組成物により形成されており、
ポリウレタンは、ポリオール化合物を含有する主剤と、芳香族イソシアネート化合物を含有する硬化剤とを含むポリウレタンであり、
前記蓄電デバイス用外装材は、前記熱融着性樹脂層側から前記基材層側に突出するようにして成形され、前記熱融着性樹脂層側に蓄電デバイス素子が収容される凹部を備えており、
前記蓄電デバイス用外装材の前記凹部を形作る外側表面の曲面部と非曲面部について、それぞれ、SCI方式、視野10°及び光源F2の測定条件で、反射光のL
*
a
*
b
*
色空間におけるL
*
値を測定した場合に、前記曲面部のL
*
値と、前記非曲面部のL
*
との差の絶対値が、1.5以下である、蓄電デバイス用外装材。
【請求項3】
少なくとも、外側から順に、表面被覆層と、基材層と、バリア層と、熱融着性樹脂層とを備える積層体から構成された蓄電デバイス用外装材であって、
前記表面被覆層は、ポリウレタンを含む樹脂組成物により形成されており、
前記表面被覆層は、添加剤を含み、
前記添加剤は、有機物及び無機物の少なくとも一方であり、
前記蓄電デバイス用外装材を、前記熱融着性樹脂層側から前記基材層側に突出するようにして以下の成形条件で成形して、前記熱融着性樹脂層側に蓄電デバイス素子が収容される凹部を形成し、前記蓄電デバイス用外装材の前記凹部を形作る外側表面の曲面部と非曲面部について、それぞれ、SCI方式、視野10°及び光源F2の測定条件で、反射光のL
*
a
*
b
*
色空間におけるL
*
値を測定した場合に、前記曲面部のL
*
値と、前記非曲面部のL
*
との差の絶対値が、1.5以下となる、蓄電デバイス用外装材。
(成形条件)
54.5mm(TD)×31.6mm(MD)の口径を有する成形金型(雌型)と、これに対応する成形金型(雄型)の間に蓄電デバイス用外装材を、雌型側が基材層側となるように配置し、押さえ圧(面圧)0.25MPaとし、成形深さ3.0mmで冷間成型を行い、平面視矩形状の凹部を形成する。雌型と雄型とのクリアランスは0.5mmとする。雌型の表面は、JIS B 0659-1:2002附属書1(参考) 比較用表面粗さ標準片の表2に規定される、最大高さ粗さ(Rzの呼び値)が0.8μmである。雌型のコーナーRは2.0mm、稜線Rは2.5mmである。雄型の表面は、JIS B 0659-1:2002附属書1(参考) 比較用表面粗さ標準片の表2に規定される、最大高さ粗さ(Rzの呼び値)が3.2μmである。雄型のコーナーRは2.0mm、稜線Rは2.0mmである。雄型のコーナーRと稜線Rは、JIS B 0659-1:2002附属書1(参考) 比較用表面粗さ標準片の表2に規定される、最大高さ粗さ(Rzの呼び値)が1.6μmである。
【請求項4】
少なくとも、外側から順に、表面被覆層と、基材層と、バリア層と、熱融着性樹脂層とを備える積層体から構成された蓄電デバイス用外装材であって、
前記表面被覆層は、ポリウレタンを含む樹脂組成物により形成されており、
ポリウレタンは、ポリオール化合物を含有する主剤と、芳香族イソシアネート化合物を含有する硬化剤とを含むポリウレタンであり、
前記蓄電デバイス用外装材を、前記熱融着性樹脂層側から前記基材層側に突出するようにして以下の成形条件で成形して、前記熱融着性樹脂層側に蓄電デバイス素子が収容される凹部を形成し、前記蓄電デバイス用外装材の前記凹部を形作る外側表面の曲面部と非曲面部について、それぞれ、SCI方式、視野10°及び光源F2の測定条件で、反射光のL
*
a
*
b
*
色空間におけるL
*
値を測定した場合に、前記曲面部のL
*
値と、前記非曲面部のL
*
との差の絶対値が、1.5以下となる、蓄電デバイス用外装材。
(成形条件)
54.5mm(TD)×31.6mm(MD)の口径を有する成形金型(雌型)と、これに対応する成形金型(雄型)の間に蓄電デバイス用外装材を、雌型側が基材層側となるように配置し、押さえ圧(面圧)0.25MPaとし、成形深さ3.0mmで冷間成型を行い、平面視矩形状の凹部を形成する。雌型と雄型とのクリアランスは0.5mmとする。雌型の表面は、JIS B 0659-1:2002附属書1(参考) 比較用表面粗さ標準片の表2に規定される、最大高さ粗さ(Rzの呼び値)が0.8μmである。雌型のコーナーRは2.0mm、稜線Rは2.5mmである。雄型の表面は、JIS B 0659-1:2002附属書1(参考) 比較用表面粗さ標準片の表2に規定される、最大高さ粗さ(Rzの呼び値)が3.2μmである。雄型のコーナーRは2.0mm、稜線Rは2.0mmである。雄型のコーナーRと稜線Rは、JIS B 0659-1:2002附属書1(参考) 比較用表面粗さ標準片の表2に規定される、最大高さ粗さ(Rzの呼び値)が1.6μmである。
【請求項5】
前記添加剤が、酸化チタンを含む、請求項1又は3に記載の蓄電デバイス用外装材。
【請求項6】
前記芳香族イソシアネート化合物が、キシリレンジイソシアネート(XDI)を含む、請求項2又は4に記載の蓄電デバイス用外装材。
【請求項7】
前記表面被覆層は、着色されている、請求項1~6のいずれか1項に記載の蓄電デバイス用外装材。
【請求項8】
前記蓄電デバイス用外装材は、前記基材層と前記バリア層との間に接着剤層を備えており、
前記接着剤層は着色されている、請求項1~7のいずれか1項に記載の蓄電デバイス用外装材。
【請求項9】
前記基材層の表面及び内部の少なくとも一方には、2種類以上の滑剤が存在する、請求項1~8のいずれか1項に記載の蓄電デバイス用外装材。
【請求項10】
前記基材層の表面及び内部の少なくとも一方には、飽和脂肪酸アミド、不飽和脂肪酸アミド、置換アミド、メチロールアミド、飽和脂肪酸ビスアミド、不飽和脂肪酸ビスアミド、脂肪酸エステルアミド及び芳香族ビスアミドからなる群より選択される少なくとも2種が存在している、請求項1~9のいずれか1項に記載の蓄電デバイス用外装材。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、蓄電デバイス用外装材の成形工程における品質管理方法、蓄電デバイスの製造方法、蓄電デバイス用外装材、及び蓄電デバイスに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、様々なタイプの蓄電デバイスが開発されているが、あらゆる蓄電デバイスにおいて、電極や電解質などの蓄電デバイス素子を封止するために外装材が不可欠な部材になっている。従来、蓄電デバイス用外装材として金属製の外装材が多用されていた。
【0003】
一方、近年、電気自動車、ハイブリッド電気自動車、パソコン、カメラ、携帯電話などの高性能化に伴い、蓄電デバイスには、多様な形状が要求されると共に、薄型化や軽量化が求められている。しかしながら、従来多用されていた金属製の蓄電デバイス用外装材では、形状の多様化に追従することが困難であり、しかも軽量化にも限界があるという欠点がある。
【0004】
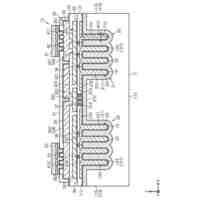
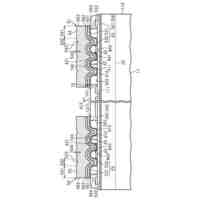
そこで、近年、多様な形状に加工が容易で、薄型化や軽量化を実現し得る蓄電デバイス用外装材として、基材層/バリア層/熱融着性樹脂層が順次積層されたフィルム状の積層体が提案されている(例えば、特許文献1を参照)。
【0005】
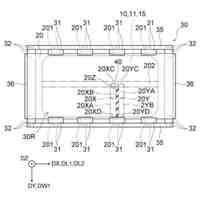
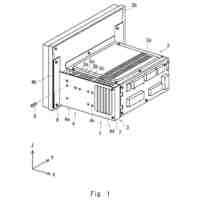
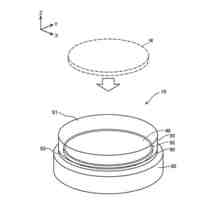
このような蓄電デバイス用外装材においては、一般的に、冷間成形により凹部が形成され、当該凹部によって形成された空間に電極や電解液などの蓄電デバイス素子を配し、熱融着性樹脂層を熱融着させることにより、蓄電デバイス用外装材の内部に蓄電デバイス素子が収容された蓄電デバイスが得られる。
【先行技術文献】
【特許文献】
【0006】
特開2008-287971号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
前記のようなフィルム状の積層体により形成された蓄電デバイス用外装材において、蓄電デバイス素子を収容する凹部の形成により、蓄電デバイス用外装材に屈曲部が形成される。この屈曲部においては、蓄電デバイス用外装材が延伸されているため、表面部分に白化が生じる場合がある。蓄電デバイス用外装材の成形による白化は、蓄電デバイスの外観不良に繋がることから、蓄電デバイス用外装材の成形における品質管理の対象となっている。当該品質管理において、例えば蓄電デバイス用外装材が着色されている場合や、白化の程度が大きい場合には、白化の有無を目視で確認することができる。
【0008】
ところが、本発明者等が検討したところ、蓄電デバイス用外装材の凹部を形成する屈曲部において、目視では白化が確認されにくいものの、走査型電子顕微鏡などで屈曲部(蓄電デバイス用外装材の外表面の曲面部)を観察すると、非常に微細なクラックが形成されている場合があることを知得した。したがって、蓄電デバイス用外装材の成形工程における、新規な品質管理方法が求められることが明らかとなった。
【0009】
このような状況下、本開示は、蓄電デバイス用外装材の成形工程における新規な品質管理方法を提供することを主な目的とする。
【課題を解決するための手段】
【0010】
本開示の発明者らは、上記のような課題を解決すべく鋭意検討を行った。その結果、蓄電デバイス用外装材の成形工程において、凹部が形成された蓄電デバイス用外装材の中から、被験対象蓄電デバイス用外装材を抽出し、被験対象蓄電デバイス用外装材の凹部を形作る外側表面の曲面部と非曲面部について、それぞれ、SCI方式、視野10°及び光源F2の測定条件で、反射光のL
*
a
*
b
*
色空間におけるL
*
値を測定して、L
*
値の差の大きさ(すなわちL
*
値の差の絶対値)に基づいて、凹部が形成された蓄電デバイス用外装材が良品であるか否かを判定することにより、従来の目視による判定と比較して、高精度で品質管理を行うことができることを見出した。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大日本印刷株式会社
パウチ
3日前
大日本印刷株式会社
加飾シート貼付方法及び加飾シート貼付装置
3日前
株式会社潤工社
同軸ケーブル
24日前
個人
マルチバンドコイルアンテナ
11日前
株式会社GSユアサ
蓄電素子
5日前
株式会社大阪ソーダ
複合固体電解質
5日前
矢崎総業株式会社
電線
6日前
株式会社GSユアサ
蓄電装置
24日前
株式会社GSユアサ
蓄電装置
2日前
株式会社ダイヘン
変圧器
17日前
オムロン株式会社
スイッチ装置
24日前
日本特殊陶業株式会社
保持装置
3日前
ダイハツ工業株式会社
固定治具
5日前
東レエンジニアリング株式会社
実装装置
6日前
トヨタ自動車株式会社
電池パック
11日前
トヨタ自動車株式会社
電池パック
11日前
トヨタ自動車株式会社
電池パック
11日前
ローム株式会社
チップ部品
9日前
ローム株式会社
チップ部品
9日前
個人
“hi-light surf.”
4日前
ローム株式会社
チップ部品
9日前
ローム株式会社
チップ部品
9日前
TOWA株式会社
製造装置
3日前
株式会社JVCケンウッド
放熱構造
10日前
日新電機株式会社
ガス遮断器
24日前
株式会社ミトリカ
フラッシュランプ
25日前
三菱電機株式会社
半導体装置
5日前
TDK株式会社
電子部品
4日前
株式会社クボタ
作業機
5日前
ヒロセ電機株式会社
同軸電気コネクタ
11日前
三浦工業株式会社
発電ユニット
5日前
三浦工業株式会社
発電ユニット
5日前
三浦工業株式会社
発電ユニット
5日前
三浦工業株式会社
発電ユニット
5日前
日本特殊陶業株式会社
保持装置
24日前
日立建機株式会社
建設機械
6日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ