TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025112322
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2024006453
出願日
2024-01-19
発明の名称
保護部材形成方法及び保護部材形成装置
出願人
株式会社ディスコ
代理人
インフォート弁理士法人
主分類
H01L
21/683 20060101AFI20250725BHJP(基本的電気素子)
要約
【課題】窒素等の無酸素気体を供給している際に、液状樹脂における外周部分の変形を防止できるようにすること。
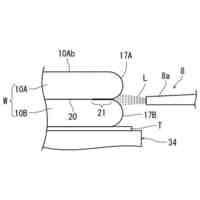
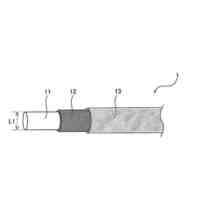
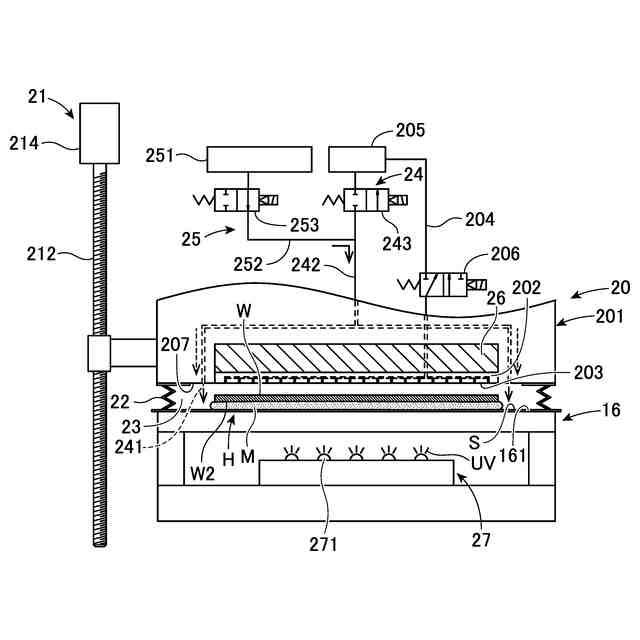
【解決手段】本発明の保護部材形成方法は、ウェーハ(W)の下面(W2)全面に拡張させた紫外線硬化型の液状樹脂(M)を硬化させて保護部材(H)を形成する。ガラステーブル(16)に液状樹脂を供給してから、ガラステーブルとウェーハを保持した保持テーブル(201)とを接近させ、ウェーハの外側においてガラステーブルと保持テーブルとを外周接続部(22)で接続させ樹脂拡張室(23)を形成しつつ液状樹脂を拡張させる。液状樹脂に紫外線を所定時間照射して、液状樹脂を半硬化させてから、樹脂拡張室内を窒素等の無酸素気体に置換してから、液状樹脂に紫外線を照射して液状樹脂を完全硬化させる。
【選択図】図8
特許請求の範囲
【請求項1】
ウェーハの一方の面全面に拡張させた紫外線硬化型の液状樹脂を硬化させ保護部材を形成する保護部材形成方法であって、
ガラステーブルまたは保持テーブルによって保持されたウェーハに該液状樹脂を供給する液状樹脂供給工程と、
該ガラステーブルとウェーハを保持した該保持テーブルとを接近させ、該ウェーハの外側において該ガラステーブルと該保持テーブルとをリング状の外周接続部で接続させ樹脂拡張室を形成しつつ該液状樹脂を拡張させる拡張工程と、
該保持テーブルをウェーハから離隔させる離隔工程と、
該液状樹脂に紫外線を所定時間照射して、該液状樹脂を半硬化させる半硬化工程と、
該樹脂拡張室内を無酸素気体に置換してから該液状樹脂に紫外線を照射して、該液状樹脂を完全硬化させる完全硬化工程と、
からなる、保護部材形成方法。
続きを表示(約 530 文字)
【請求項2】
ウェーハ保持面によってウェーハを吸引保持する保持テーブルと、該ウェーハ保持面に対面したシート保持面でシートを保持するガラステーブルと、該シート保持面に該シートを搬送するシート搬送機構と、該シート保持面に保持された該シートに液状樹脂を供給する樹脂供給ノズルと、該保持テーブルと該ガラステーブルとを相対的に接近及び離隔させる昇降機構と、該昇降機構によって該保持テーブルと該ガラステーブルとを相対的に接近させた際に、該保持テーブルに保持されているウェーハの外側で該ウェーハ保持面と該シート保持面とを連結して樹脂拡張室を形成する外周接続部と、紫外線を照射して該液状樹脂を硬化させる光源と、制御部と、を備える保護部材形成装置であって、
該制御部は、
該樹脂拡張室を形成して該液状樹脂を拡張させることと、
該樹脂拡張室が形成された状態で、該ウェーハ保持面から該ウェーハを離隔することと、
該液状樹脂に所定時間だけ紫外線を照射して該液状樹脂を半硬化させることと、
該樹脂拡張室を無酸素気体に置換することと、
該液状樹脂に紫外線を照射して該液状樹脂を完全硬化させることと、
を制御する、保護部材形成装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、保護部材形成方法及び保護部材形成装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
特許文献1は、インゴットをスライスしたスライスウェーハの一方の面に紫外線硬化型の液状樹脂を押し広げて硬化させ、樹脂とシートとからなる保護部材を形成する保護部材形成装置を開示している。かかる保護部材の形成では、ウェーハの一方の面全面に液状樹脂を押し広げてから紫外線を照射して液状樹脂を硬化させている。
【0003】
ここで、特許文献2においては、紫外線を照射する際、空気中の酸素によって液状樹脂の硬化が阻害されるのを防ぐため、液状樹脂の外周全周の雰囲気を窒素で覆うように複数の噴射口から窒素を噴射し、液状樹脂が硬化するまでの時間を短縮している。
【先行技術文献】
【特許文献】
【0004】
特開2023-158281号公報
特開2014-192473号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献2のように窒素を噴射すると、かかる噴射による気流によって押し広げた液状樹脂の外周部分がウェーハの中央に押されることとなる。このため、液状樹脂の外周部分の厚みが変化し、硬化した樹脂が均一な厚みにならなくなるという問題がある。
【0006】
本発明はかかる点に鑑みてなされたものであり、窒素等の無酸素気体を供給している際に、液状樹脂における外周部分の変形を防止することができる保護部材形成方法及び保護部材形成装置を提供することを目的の一つとする。
【課題を解決するための手段】
【0007】
本発明の一態様の保護部材形成方法は、ウェーハの一方の面全面に拡張させた紫外線硬化型の液状樹脂を硬化させ保護部材を形成する保護部材形成方法であって、ガラステーブルまたは保持テーブルによって保持されたウェーハに該液状樹脂を供給する液状樹脂供給工程と、該ガラステーブルとウェーハを保持した該保持テーブルとを接近させ、該ウェーハの外側において該ガラステーブルと該保持テーブルとをリング状の外周接続部で接続させ樹脂拡張室を形成しつつ該液状樹脂を拡張させる拡張工程と、該保持テーブルをウェーハから離隔させる離隔工程と、該液状樹脂に紫外線を所定時間照射して、該液状樹脂を半硬化させる半硬化工程と、該樹脂拡張室内を無酸素気体に置換してから該液状樹脂に紫外線を照射して、該液状樹脂を完全硬化させる完全硬化工程と、からなる。
【0008】
本発明の一態様の保護部材形成装置は、ウェーハ保持面によってウェーハを吸引保持する保持テーブルと、該ウェーハ保持面に対面したシート保持面で該シートを保持するガラステーブルと、該シート保持面にシートを搬送するシート搬送機構と、該シート保持面に保持された該シートに液状樹脂を供給する樹脂供給ノズルと、該保持テーブルと該ガラステーブルとを相対的に接近及び離隔させる昇降機構と、該昇降機構によって該保持テーブルと該ガラステーブルとを相対的に接近させた際に、該保持テーブルに保持されているウェーハの外側で該ウェーハ保持面と該シート保持面とを連結して樹脂拡張室を形成する外周接続部と、紫外線を照射して該液状樹脂を硬化させる光源と、制御部と、を備える保護部材形成装置であって、該制御部は、該樹脂拡張室を形成して該液状樹脂を拡張させることと、該樹脂拡張室が形成された状態で、該ウェーハ保持面から該ウェーハを離隔することと、該液状樹脂に所定時間だけ紫外線を照射して該液状樹脂を半硬化させることと、該樹脂拡張室を無酸素気体に置換することと、該液状樹脂に紫外線を照射して該液状樹脂を完全硬化させることと、を制御する。
【発明の効果】
【0009】
本発明によれば、液状樹脂に紫外線を所定時間照射して半硬化させてから、樹脂拡張室を無酸素気体に置換するので、該置換による気流で液状樹脂が変形することを防止でき、液状樹脂の外周部分における厚みの均一化を図ることができる。また、半硬化から完全硬化する間は、樹脂拡張室を無酸素気体で充満させることができ、液状樹脂の硬化に要する時間が長くなることを回避することができる。
【図面の簡単な説明】
【0010】
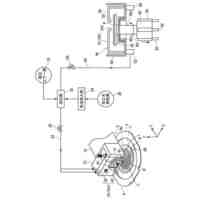
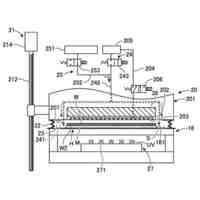
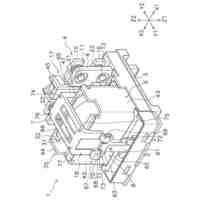
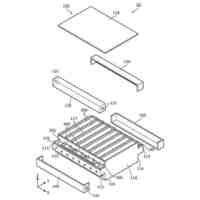
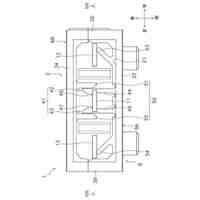
実施の形態に係る保護部材形成装置の概略斜視図である。
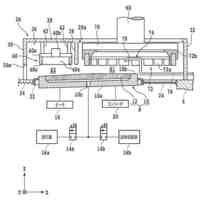
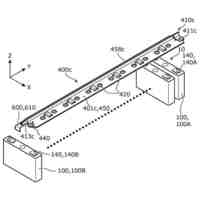
保護部材の形成における液状樹脂供給工程を示す説明図である。
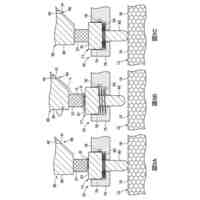
保護部材の形成における拡張工程を示す説明図である。
保護部材の形成における拡張工程を示す説明図である。
保護部材の形成における拡張工程を示す説明図である。
保護部材の形成における離隔工程を示す説明図である。
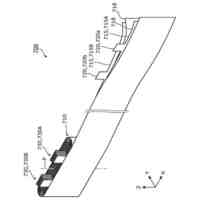
保護部材の形成における半硬化工程を示す説明図である。
保護部材の形成における完全硬化工程を示す説明図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
切削装置
1日前
株式会社ディスコ
固定機構
10日前
株式会社ディスコ
研削装置
4日前
株式会社ディスコ
検査ユニット
9日前
株式会社ディスコ
負荷試験システム
1日前
株式会社ディスコ
被加工物の加工方法
11日前
株式会社ディスコ
被加工物の加工方法
8日前
株式会社ディスコ
ウエーハの加工方法
1日前
株式会社ディスコ
ウエーハの加工方法
10日前
株式会社ディスコ
被加工物の加工方法
2日前
株式会社ディスコ
被加工物の加工方法
4日前
株式会社ディスコ
ワーク搬送装置および加工装置
4日前
株式会社ディスコ
被加工物の加工方法および加工装置
1日前
株式会社ディスコ
伸縮カバー及びこれを備えた加工装置
5日前
株式会社ディスコ
保護部材形成方法及び保護部材形成装置
1日前
株式会社ディスコ
テープの貼着方法及び被加工物の切削方法
4日前
株式会社ディスコ
研削装置、被加工物の研削方法及び基板の製造方法
1日前
株式会社ExH
電流開閉装置
25日前
株式会社潤工社
同軸ケーブル
23日前
エイブリック株式会社
半導体装置
25日前
個人
マルチバンドコイルアンテナ
10日前
株式会社GSユアサ
蓄電装置
1日前
オムロン株式会社
電磁継電器
26日前
株式会社大阪ソーダ
複合固体電解質
4日前
株式会社GSユアサ
蓄電装置
23日前
株式会社GSユアサ
蓄電装置
25日前
株式会社GSユアサ
蓄電素子
4日前
矢崎総業株式会社
電線
5日前
オムロン株式会社
スイッチ装置
23日前
日本特殊陶業株式会社
保持装置
2日前
日星電気株式会社
ケーブルアセンブリ
24日前
ダイハツ工業株式会社
固定治具
4日前
トヨタ自動車株式会社
電源装置
25日前
住友電装株式会社
端子台
24日前
株式会社ダイヘン
変圧器
16日前
ローム株式会社
チップ部品
8日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ