TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025153387
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055851
出願日
2024-03-29
発明の名称
切削加工機および切削加工機の座標補正方法
出願人
DGSHAPE株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
G05B
19/404 20060101AFI20251002BHJP(制御;調整)
要約
【課題】加工ツールを被加工物に対してX軸、Y軸、およびZ軸の方向に相対的に直進させるとともに、A軸周りに相対的に回転させる切削加工機において、加工精度を向上させること。
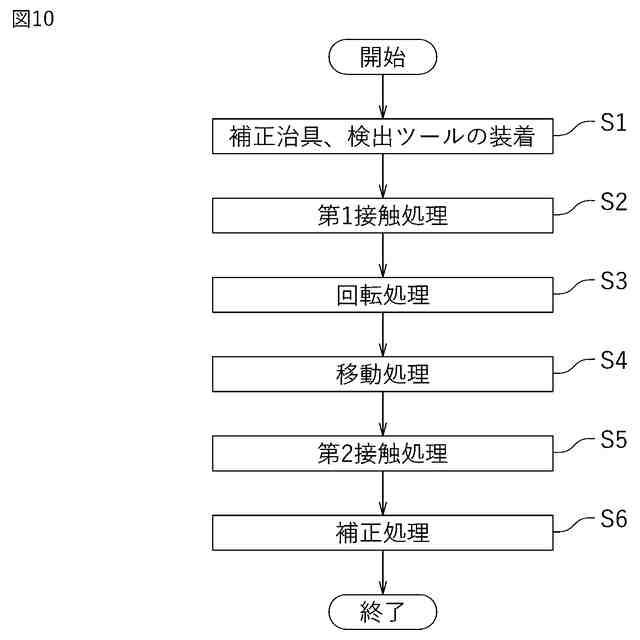
【解決手段】切削加工機の座標補正方法は、スピンドル30をX軸方向に移動させることにより、スピンドル30に保持された検出ツール31をクランプ50に保持されたピン32に接触させ、第1の接触位置を取得する第1接触処理と、クランプ50をY軸方向に第1の距離移動させる第1移動処理と、前記第1移動処理の後に、スピンドル30X軸方向に移動させることにより、検出ツール31をピン32に接触させて第2の接触位置を取得する第2接触処理と、第1の接触位置と第2の接触位置と第1の距離とに基づいて、Z軸から見てY軸がA軸に対して垂直となるよう位置座標を補正する補正処理と、を含む。
【選択図】図10
特許請求の範囲
【請求項1】
被加工物を保持する第1保持部材と、
前記被加工物を切削加工する加工ツールを保持する第2保持部材と、
前記第1保持部材および前記第2保持部材の少なくとも一方を駆動することにより、互いに直交するX軸、Y軸、およびZ軸の方向に前記加工ツールを前記被加工物に対して相対的に直進させるとともに、前記X軸に平行なA軸周りに前記被加工物を前記加工ツールに対して相対的に回転させる駆動装置と、
を備えた切削加工機の位置座標を補正する方法であって、
前記第1保持部材に補正治具を装着するとともに、前記補正治具との接触を検出する検出ツールを前記第2保持部材に装着する装着処理と、
前記第2保持部材を前記第1保持部材に対してX軸の方向に相対的に移動させることにより、前記第2保持部材に保持された前記検出ツールを前記第1保持部材に保持された前記補正治具に接触させ、第1の接触位置を取得する第1接触処理と、
前記第2保持部材を前記第1保持部材に対してY軸の方向に相対的に第1の距離移動させる第1移動処理と、
前記第1移動処理の後に、前記第2保持部材を前記第1保持部材に対してX軸の方向に相対的に移動させることにより、前記第2保持部材に保持された前記検出ツールを前記第1保持部材に保持された前記補正治具に接触させ、第2の接触位置を取得する第2接触処理と、
少なくとも前記第1の接触位置と、前記第2の接触位置と、前記第1の距離とに基づいて、Z軸から見てY軸がA軸に対して垂直となるよう位置座標を補正する補正処理と、
を含む、切削加工機の座標補正方法。
続きを表示(約 2,500 文字)
【請求項2】
前記第1接触処理は、前記検出ツールを前記補正治具の第1部分に接触させることにより前記第1の接触位置を取得する処理を含み、
前記第1接触処理の後、かつ、前記第2接触処理の前に、前記補正治具が装着された前記第1保持部材を前記第2保持部材に対してA軸周りに180度回転させる回転処理を実行し、
前記第2接触処理は、前記検出ツールを前記補正治具の前記第1部分に接触させることにより前記第2の接触位置を取得する処理を含んでいる、請求項1に記載の切削加工機の座標補正方法。
【請求項3】
前記補正治具の前記第1部分は、少なくともY軸の方向に沿って湾曲した湾曲面を有している、請求項2に記載の切削加工機の座標補正方法。
【請求項4】
前記第2保持部材に保持された前記検出ツールを前記第1保持部材に保持された前記補正治具の第2部分に接触させることにより、第3の接触位置を取得する第3接触処理と、
前記第2保持部材を前記第1保持部材に対してY軸の方向に相対的に第2の距離移動させる第2移動処理と、
前記第2移動処理の後に、前記検出ツールを前記補正治具の前記第2部分に接触させことにより第4の接触位置を取得する第4接触処理と、を更に含み、
前記補正処理は、
前記第1の接触位置と前記第2の接触位置と前記第1の距離とに基づいて、Z軸から見たA軸の垂線に対するY軸の第1の傾斜角度を算出する処理と、
前記第3の接触位置と前記第4の接触位置と前記第2の距離とに基づいて、Z軸から見たA軸の垂線に対するY軸の第2の傾斜角度を算出する処理と、
前記第1の傾斜角度および前記第2の傾斜角度に基づいて、Z軸から見てY軸がA軸に対して垂直となるよう位置座標を補正する処理と、を含んでいる、請求項2に記載の切削加工機の座標補正方法。
【請求項5】
前記補正治具の前記第1部分および前記第2部分は、少なくともY軸の方向に沿って湾曲した湾曲面を有している、請求項4に記載の切削加工機の座標補正方法。
【請求項6】
被加工物を保持する第1保持部材と、
前記被加工物を切削加工する加工ツールを保持する第2保持部材と、
前記第1保持部材および前記第2保持部材の少なくとも一方を駆動することにより、互いに直交するX軸、Y軸、およびZ軸の方向に前記加工ツールを前記被加工物に対して相対的に直進させるとともに、前記X軸に平行なA軸周りに前記被加工物を前記加工ツールに対して相対的に回転させる駆動装置と、
前記第1保持部材に保持される補正治具と、
前記第2保持部材に保持される検出ツールと、
位置座標の補正を行う補正装置と、を備え、
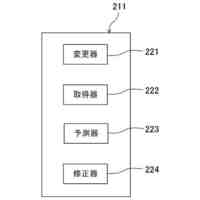
前記補正装置は、
前記第2保持部材を前記第1保持部材に対してX軸の方向に相対的に移動させることにより、前記第2保持部材に保持された前記検出ツールを前記第1保持部材に保持された前記補正治具に接触させ、第1の接触位置を取得する第1接触処理を行う第1接触処理部と、
前記第2保持部材を前記第1保持部材に対してY軸の方向に相対的に第1の距離移動させる移動処理を行う移動処理部と、
前記移動処理の後に、前記第2保持部材を前記第1保持部材に対してX軸の方向に相対的に移動させることにより、前記第2保持部材に保持された前記検出ツールを前記第1保持部材に保持された前記補正治具に接触させ、第2の接触位置を取得する第2接触処理を行う第2接触処理部と、
少なくとも前記第1の接触位置と、前記第2の接触位置と、前記第1の距離とに基づいて、Z軸から見てY軸がA軸に対して垂直となるよう位置座標を補正する補正処理部と、を有している、切削加工機。
【請求項7】
前記第1接触処理部は、前記検出ツールを前記補正治具の第1部分に接触させることにより前記第1の接触位置を取得するように構成され、
前記補正装置は、前記第1接触処理の後、かつ、前記第2接触処理の前に、前記補正治具が装着された前記第1保持部材を前記第2保持部材に対してA軸周りに180度回転させる回転処理を実行する回転処理部を有し、
前記第2接触処理部は、前記検出ツールを前記補正治具の前記第1部分に接触させることにより前記第2の接触位置を取得するように構成されている、請求項6に記載の切削加工機。
【請求項8】
前記補正治具の前記第1部分は、少なくともY軸の方向に沿って湾曲した湾曲面を有している、請求項6に記載の切削加工機。
【請求項9】
前記補正装置は、
前記第2保持部材に保持された前記検出ツールを前記第1保持部材に保持された前記補正治具の第2部分に接触させることにより、第3の接触位置を取得する第3接触処理を行う第3接触処理部と、
前記第2保持部材を前記第1保持部材に対してY軸の方向に相対的に第2の距離移動させる第2移動処理を行う第2移動処理部と、
前記第2移動処理の後に、前記検出ツールを前記補正治具の前記第2部分に接触させことにより第4の接触位置を取得する第4接触処理を行う第4接触処理部と、を更に含み、
前記補正処理部は、
前記第1の接触位置と前記第2の接触位置と前記第1の距離とに基づいて、Z軸から見たA軸の垂線に対するY軸の第1の傾斜角度を算出する処理と、
前記第3の接触位置と前記第4の接触位置と前記第2の距離とに基づいて、Z軸から見たA軸の垂線に対するY軸の第2の傾斜角度を算出する処理と、
前記第1の傾斜角度および前記第2の傾斜角度に基づいて、Z軸から見てY軸がA軸に対して垂直となるよう位置座標を補正する処理と、を実行するように構成されている、請求項7に記載の切削加工機。
【請求項10】
前記補正治具の前記第1部分および前記第2部分は、少なくともY軸の方向に沿って湾曲した湾曲面を有している、請求項9に記載の切削加工機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削加工機および切削加工機の座標補正方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
従来から、例えば人工歯や義歯床などを作製する装置として、加工ツールを被加工物に対してX軸、Y軸、およびZ軸の方向に相対的に直進させるとともに、A軸周りに相対的に回転させる切削加工機が知られている(例えば、特許文献1参照)。ここで、X軸、Y軸、およびZ軸は互いに直交する軸であり、A軸はX軸と平行な軸である。加工ツールを被加工物に対してX軸、Y軸、およびZ軸の方向に相対的に直進させるとは、それぞれX軸、Y軸、およびZ軸の方向に関して、加工ツールおよび被加工物の一方を他方に対して直進させること、または、両方を直進させることである。加工ツールを被加工物に対してA軸周りに相対的に回転させるとは、加工ツールおよび被加工物の一方または両方をA軸周りに回転させることである。
【先行技術文献】
【特許文献】
【0003】
特開2020-28966号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
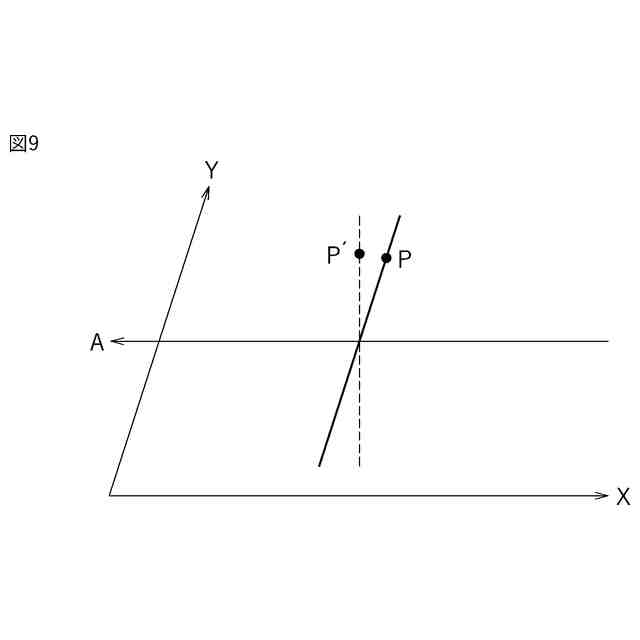
ところで、切削加工機では、部品の組み付け誤差や経年劣化などにより、各軸が正規の方向から傾く可能性がある。上記切削加工機では、加工ツールが被加工物に対してA軸周りに相対的に回転するので、A軸に垂直な軸が傾くと加工誤差が生じやすい。すなわち、図21に示すように、Y軸が傾くと、加工ツールをY軸に沿って移動させる際に、本来はA軸に垂直な方向(実線矢印参照)に移動させたいにもかかわらず、A軸から傾いた方向(破線矢印参照)に移動させてしまうことになる。そのため、位置座標の誤差が生じてしまう。加えて、被加工物をA軸周りに回転させる際にも、位置座標の誤差が生じてしまう。よって、このような切削加工機では、加工精度の向上のため、Y軸の傾きに起因する位置座標の誤差を低減することが効果的である。
【0005】
本発明はかかる点に鑑みてなされたものであり、その目的は、加工ツールを被加工物に対してX軸、Y軸、およびZ軸の方向に相対的に直進させるとともに、A軸周りに相対的に回転させる切削加工機において、加工精度を向上させることである。
【課題を解決するための手段】
【0006】
ここに開示される切削加工機の座標補正方法は、被加工物を保持する第1保持部材と、前記被加工物を切削加工する加工ツールを保持する第2保持部材と、前記第1保持部材および前記第2保持部材の少なくとも一方を駆動することにより、互いに直交するX軸、Y軸、およびZ軸の方向に前記加工ツールを前記被加工物に対して相対的に直進させるとともに、前記X軸に平行なA軸周りに前記被加工物を前記加工ツールに対して相対的に回転させる駆動装置と、を備えた切削加工機の位置座標を補正する方法である。上記補正方法では、前記第1保持部材に補正治具を装着するとともに、前記補正治具との接触を検出する検出ツールを前記第2保持部材に装着する装着処理と、前記第2保持部材を前記第1保持部材に対してX軸の方向に相対的に移動させることにより、前記第2保持部材に保持された前記検出ツールを前記第1保持部材に保持された補正治具に接触させ、第1の接触位置を取得する第1接触処理と、前記第2保持部材を前記第1保持部材に対してY軸の方向に相対的に第1の距離移動させる第1移動処理と、前記第1移動処理の後に、前記第2保持部材を前記第1保持部材に対してX軸の方向に相対的に移動させることにより、前記第2保持部材に保持された前記検出ツールを前記第1保持部材に保持された補正治具に接触させ、第2の接触位置を取得する第2接触処理と、少なくとも前記第1の接触位置と、前記第2の接触位置と、前記第1の距離とに基づいて、Z軸から見てY軸がA軸に対して垂直となるよう位置座標を補正する補正処理と、を含む。
【0007】
上記補正方法によれば、Z軸から見てY軸がA軸に対して垂直となるよう位置座標が補正されるので、切削加工機の部品の組み付け誤差や経年劣化などによりY軸が正規の方向から傾いた場合であっても、加工ツールを被加工物に対してY軸の方向に相対的に直進させる際および加工ツールを被加工物に対してA軸周りに相対的に回転させる際のいずれにおいても、位置座標の誤差が生じない。よって、加工精度を向上させることができる。
【発明の効果】
【0008】
本発明によれば、切削加工機の加工精度を向上させることができる。
【図面の簡単な説明】
【0009】
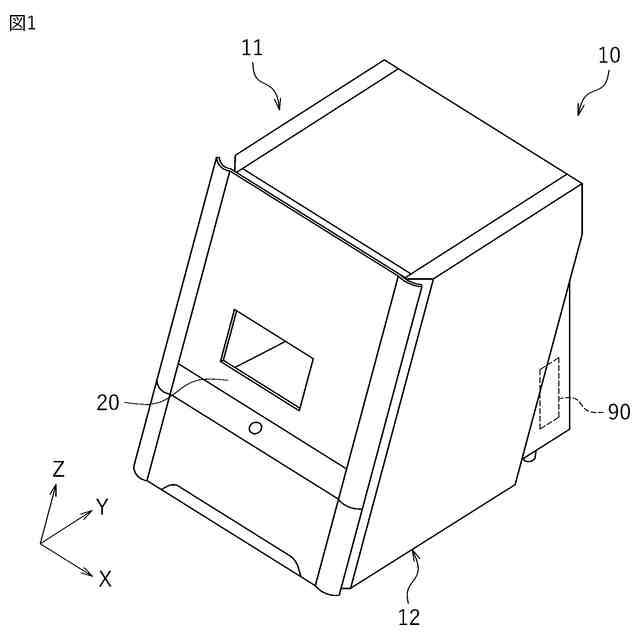
実施形態に係る切削加工機の斜視図である。
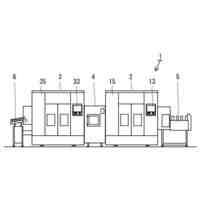
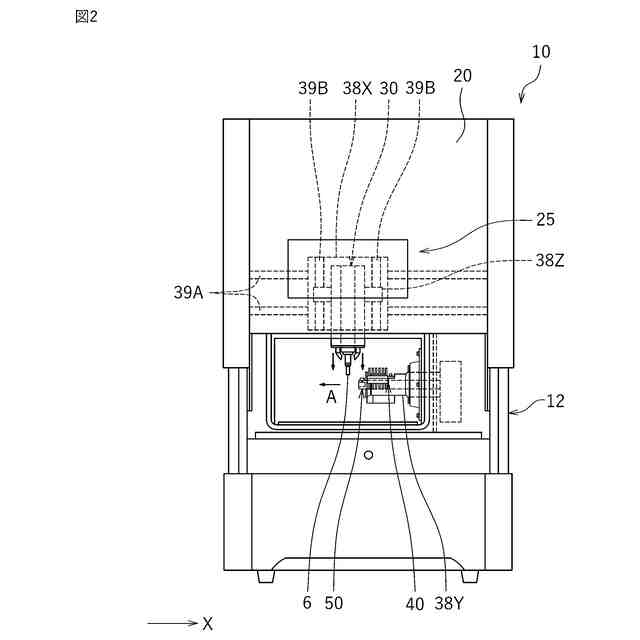
フロントカバーを開いたときの切削加工機の正面図である。
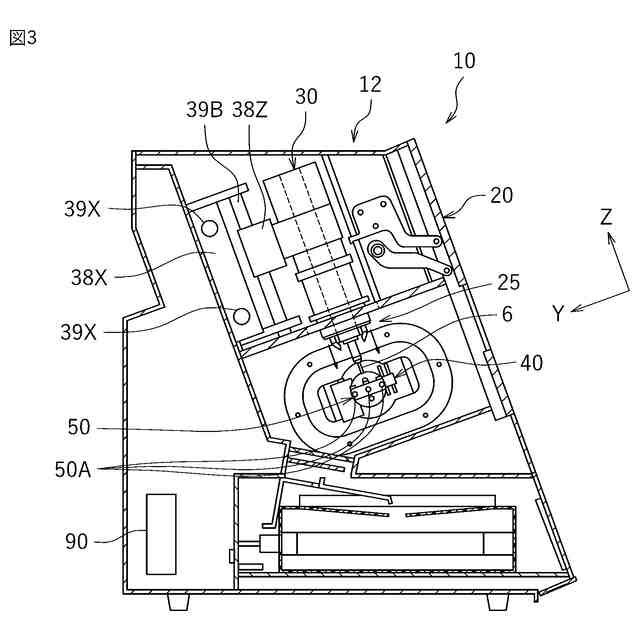
切削加工機の鉛直断面図である。
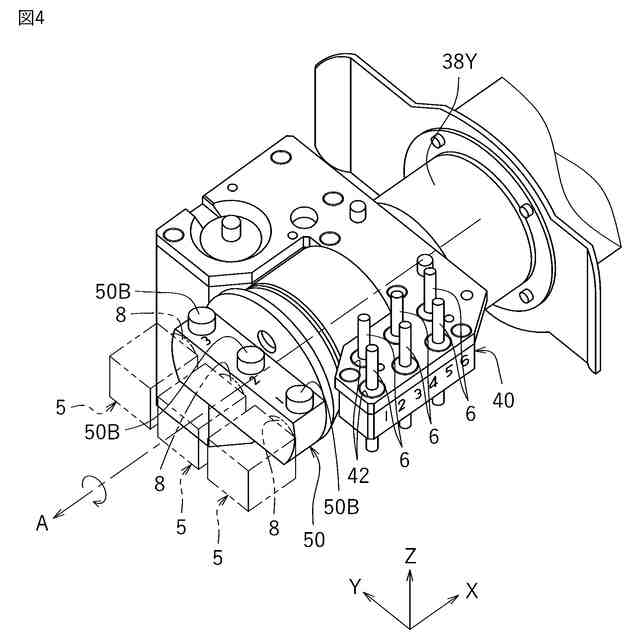
クランプ、キャリッジ、およびツールマガジンの斜視図である。
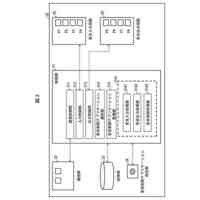
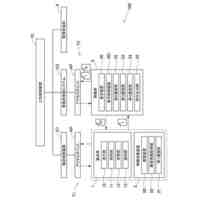
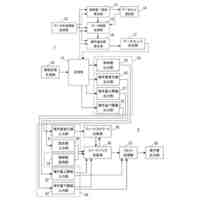
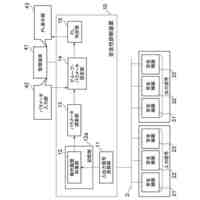
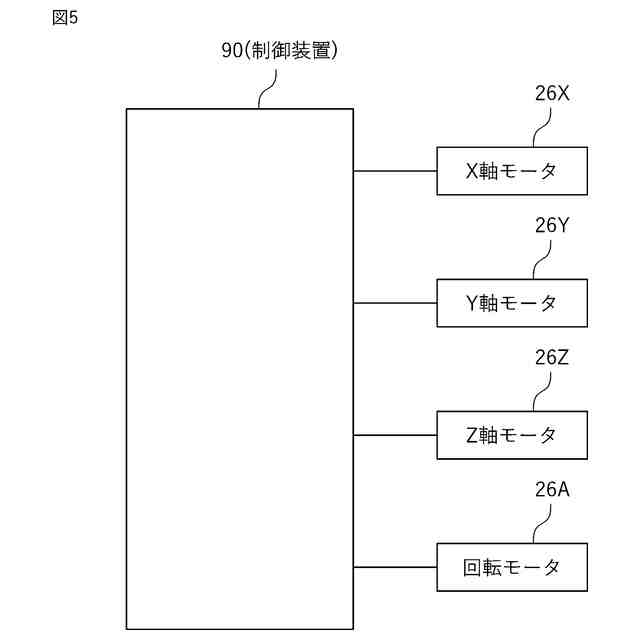
切削加工機の制御系のブロック図である。
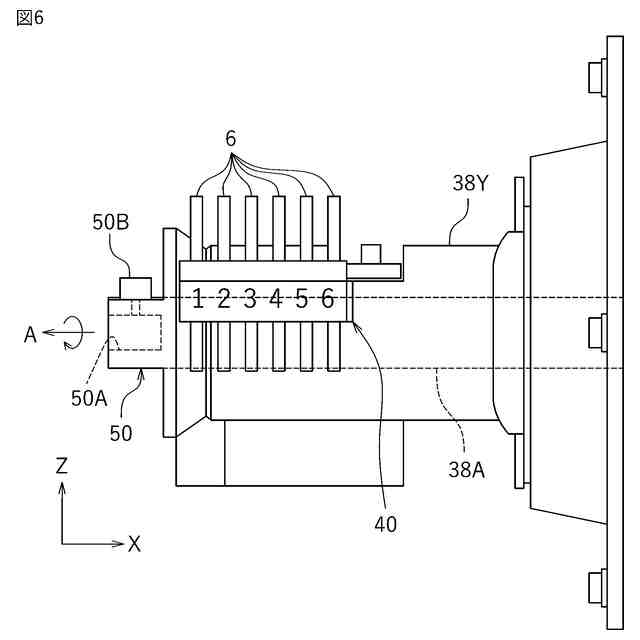
クランプ、キャリッジ、およびツールマガジンをY軸からみた図である。
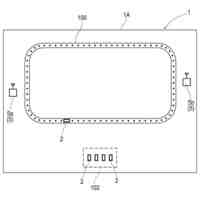
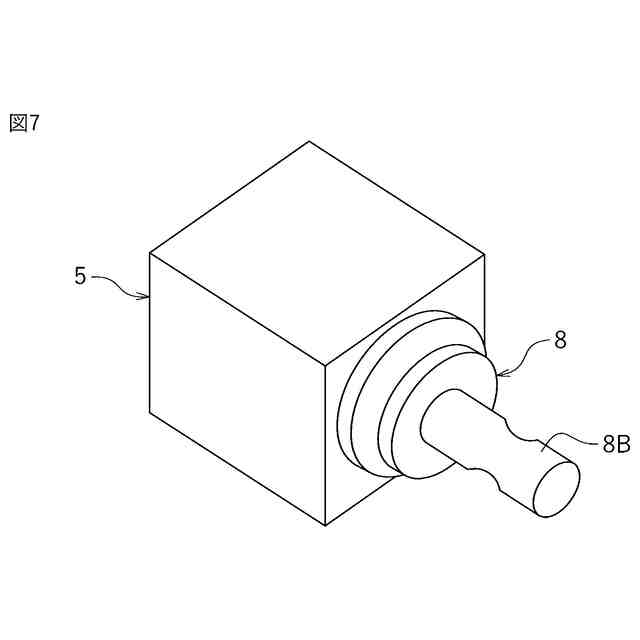
ホルダーに取り付けられた被加工物の斜視図である。
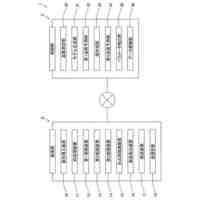
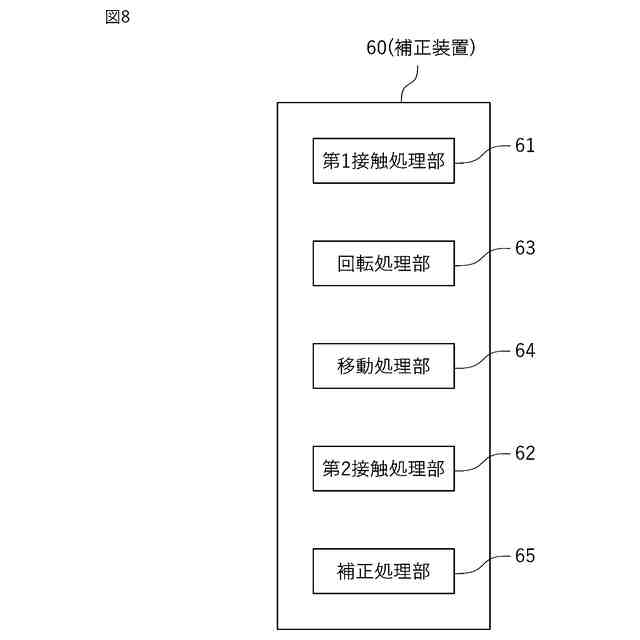
第1実施形態に係る補正装置の機能ブロック図である。
Y軸の傾きに起因する座標の誤差を説明する図である。
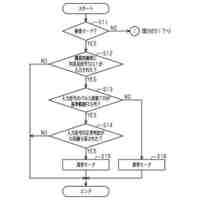
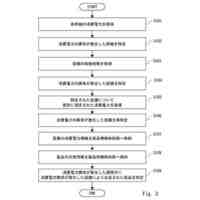
第1実施形態に係る座標補正方法のフローチャートである。
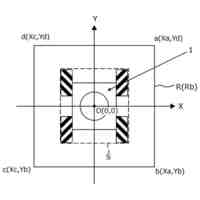
第1接触処理における検出ツールとピンとの接触を説明する図である。
第2接触処理における検出ツールとピンとの接触を説明する図である。
A軸の垂線に対するY軸の傾斜角度を説明する図である。
(a)および(b)はピンの先端が平面の場合における検出ツールとピンとの接触を表す図であり、(c)および(d)はピンの先端が湾曲している場合における検出ツールとピンとの接触を表す図である。
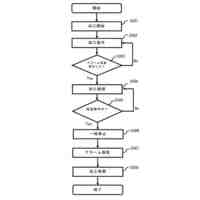
第2実施形態に係る座標補正方法のフローチャートである。
第1接触処理および第3接触処理における検出ツールとピンとの接触を説明する図である。
第2接触処理および第4接触処理における検出ツールとピンとの接触を説明する図である。
第2実施形態に係る補正装置の機能ブロック図である。
補正治具の他の一例を示す図である。
補正治具の他の一例を示す図である。
Y軸の傾きに起因する座標の誤差を説明する図である。
【発明を実施するための形態】
【0010】
以下、図面を参照しながら、切削加工機および切削加工機の座標補正方法に係る実施形態について説明する。以下に説明する切削加工機は、歯科用の成形品を作製するデンタル用切削加工機である。切削加工機は、例えば、歯冠補綴物、人工歯、または義歯床などを切削加工する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
生産早送り装置
2か月前
株式会社豊田自動織機
産業車両
2か月前
株式会社カネカ
製造システム
1か月前
オムロン株式会社
スレーブ装置
29日前
株式会社FUJI
加工機械ライン
3か月前
株式会社熊谷組
障害物の検出方法
20日前
ローム株式会社
基準電圧源
1か月前
愛知製鋼株式会社
車両用システム
2か月前
個人
作業車両自動化システム
2か月前
新電元工業株式会社
作業用ロボット
18日前
豊田合成株式会社
機器制御装置
25日前
愛知製鋼株式会社
目標軌跡の設定方法
3か月前
株式会社ダイフク
搬送設備
1か月前
株式会社ダイフク
搬送設備
1か月前
株式会社ダイフク
搬送設備
2か月前
トヨタ自動車株式会社
生産管理システム
2か月前
トヨタ自動車株式会社
移動制御システム
2か月前
トヨタ自動車株式会社
減圧弁
2か月前
キヤノン電子株式会社
加工装置、及び、制御方法
3か月前
カヤバ株式会社
減圧弁
27日前
キヤノン株式会社
配送システム
1か月前
トヨタ自動車株式会社
クラッチペダル
2か月前
トヨタ自動車株式会社
制御装置
29日前
エイブリック株式会社
電流補償回路及び半導体装置
14日前
株式会社ダイフク
物品搬送設備
1か月前
マーク ヘイリー
消防ロボット
3か月前
アズビル株式会社
制御システムおよび制御方法
3か月前
キヤノン電子株式会社
加工システム、及び、加工装置
2か月前
キヤノン電子株式会社
加工システム、及び、加工装置
2か月前
株式会社TMEIC
安全性診断装置
1か月前
株式会社テイエルブイ
減圧弁の制御装置
3か月前
ルネサスエレクトロニクス株式会社
半導体装置
2か月前
村田機械株式会社
搬送車システム
19日前
株式会社アマダ
工作機械制御装置
19日前
日野自動車株式会社
自動運転装置
19日前
株式会社CAOS
移動体の制御システム
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ