TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025079011
公報種別
公開特許公報(A)
公開日
2025-05-21
出願番号
2023191396
出願日
2023-11-09
発明の名称
シート成形装置
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
D04H
1/736 20120101AFI20250514BHJP(組みひも;レース編み;メリヤス編成;縁とり;不織布)
要約
【課題】ウェブを加熱及び加圧した後にシートの厚みが増大することがある。
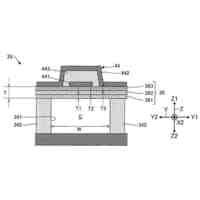
【解決手段】シート成形装置は、パルプ繊維と熱可塑性樹脂とが混合するウェブを支持する支持部に対向し、ウェブに接した状態で回転駆動される第1無端ベルトと、第1無端ベルトの内側に配置され、第1無端ベルトを介してウェブを加圧した状態で回転可能な第1加圧ローラーと、第1無端ベルトの内側に配置され、第1無端ベルトを介してウェブを加圧した状態で回転可能な第2加圧ローラーと、第1加圧ローラーを加熱するヒーターと、を備え、ウェブは、第1無端ベルトの回転により第1加圧ローラーから第2加圧ローラーに向かう方向に進行し、第2加圧ローラーの温度が第1加圧ローラーの温度よりも低い。
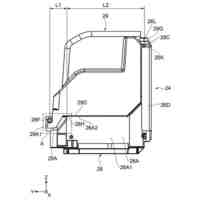
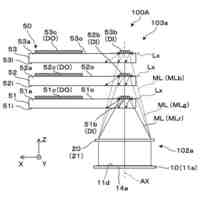
【選択図】図2
特許請求の範囲
【請求項1】
パルプ繊維と熱可塑性樹脂とが混合するウェブを支持する支持部と、
前記ウェブを挟んで前記支持部に対向し、前記ウェブに接した状態で回転駆動される第1無端ベルトと、
前記第1無端ベルトの内側に配置され、前記第1無端ベルトを介して前記ウェブを加圧した状態で回転可能に構成された第1加圧ローラーと、
前記第1無端ベルトの内側に配置され、前記第1無端ベルトを介して前記ウェブを加圧した状態で回転可能に構成された第2加圧ローラーと、
前記第1加圧ローラーを加熱するヒーターと、を備え、
前記ウェブは、前記第1無端ベルトの回転により前記第1加圧ローラーから前記第2加圧ローラーに向かう方向に進行し、
前記第2加圧ローラーの温度が、前記ヒーターによって加熱される前記第1加圧ローラーの温度よりも低い、
シート成形装置。
続きを表示(約 1,100 文字)
【請求項2】
前記第2加圧ローラーを冷却する冷却装置を有する
請求項1に記載のシート成形装置。
【請求項3】
前記支持部は、
前記第1無端ベルトに対向し、前記ウェブに接した状態で回転駆動される第2無端ベルトと、
前記第2無端ベルトの内側に配置され、前記第2無端ベルト及び前記第1無端ベルトを介して前記第1加圧ローラーに相対する第1支持ローラーと、
前記第2無端ベルトの内側に配置され、前記第2無端ベルト及び前記第1無端ベルトを介して前記第2加圧ローラーに相対する第2支持ローラーと、
前記第1支持ローラーを加熱する第2ヒーターと、
前記第2支持ローラーを前記第1支持ローラーの温度より低い温度に冷却する第2冷却装置と、を備える、
請求項2に記載のシート成形装置。
【請求項4】
前記第1無端ベルトの内側に配置され、前記ウェブの進行方向で、前記第2加圧ローラーの上流に位置する第3加圧ローラーと、
前記第3加圧ローラーを加熱する第3ヒーターと、
前記第2無端ベルトの内側に配置され、前記ウェブの進行方向で、前記第2支持ローラーの上流に位置する第3支持ローラーと、
前記第3支持ローラーを加熱する第4ヒーターと、を備える、
請求項3に記載のシート成形装置。
【請求項5】
前記第1無端ベルトの内側に配置され、前記ウェブの進行方向で、前記第2加圧ローラーの下流に位置する第4加圧ローラーと、
前記第4加圧ローラーを冷却する第3冷却装置と、
前記第2無端ベルトの内側に配置され、前記ウェブの進行方向で、前記第2支持ローラーの下流に位置する第4支持ローラーと、
前記第4支持ローラーを冷却する第4冷却装置と、を備える、
請求項4に記載のシート成形装置。
【請求項6】
前記ヒーター、前記第2ヒーター、前記第3ヒーター、及び前記第4ヒーター、並びに、前記冷却装置、前記第2冷却装置、前記第3冷却装置、及び前記第4冷却装置の温度を個別に制御する制御装置を備える、
請求項5に記載のシート成形装置。
【請求項7】
前記第1支持ローラーと前記第1加圧ローラーとの間隔、前記第2支持ローラーと前記第2加圧ローラーとの間隔、前記第3支持ローラーと前記第3加圧ローラーとの間隔、及び前記第4支持ローラーと前記第4加圧ローラーとの間隔を調整する調整機構を備える、
請求項5に記載のシート成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、シート成形装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
特許文献1は、シートの一種である古紙ボードを開示する。古紙ボードの製造方法では、まず、パルプ繊維と熱可塑性樹脂の繊維と混合した繊維集合体からウェブが形成される。次に、ウェブを加熱処理した後に、ウェブ中の熱可塑性樹脂が硬化する前にウェブにシート状物が積層される。次に、加圧工程でウェブとシート状物とを圧着処理することにより古紙ボードが製造される。
【先行技術文献】
【特許文献】
【0003】
特開平9―220709号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ウェブを加熱及び加圧することによりシートを成形する方法では、ウェブ中のパルプ繊維が弾性回復することにより、加圧後にシートの厚みが増大することがある。
【課題を解決するための手段】
【0005】
シート成形装置は、パルプ繊維と熱可塑性樹脂とが混合するウェブを支持する支持部と、前記ウェブを挟んで前記支持部に対向し、前記ウェブに接した状態で回転駆動される第1無端ベルトと、前記第1無端ベルトの内側に配置され、前記第1無端ベルトを介して前記ウェブを加圧した状態で回転可能に構成された第1加圧ローラーと、前記第1無端ベルトの内側に配置され、前記第1無端ベルトを介して前記ウェブを加圧した状態で回転可能に構成された第2加圧ローラーと、前記第1加圧ローラーを加熱するヒーターと、を備え、前記ウェブは、前記第1無端ベルトの回転により前記第1加圧ローラーから前記第2加圧ローラーに向かう方向に進行し、前記第2加圧ローラーの温度が、前記ヒーターによって加熱される前記第1加圧ローラーの温度よりも低い。
【図面の簡単な説明】
【0006】
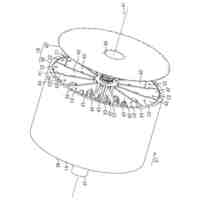
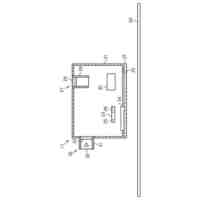
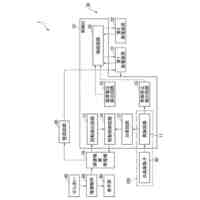
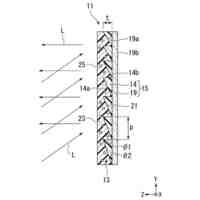
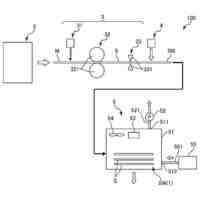
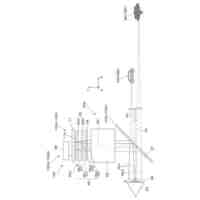
シート製造装置の構成を示す模式図。
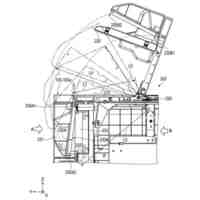
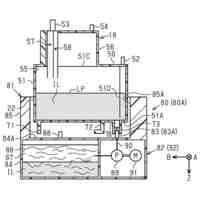
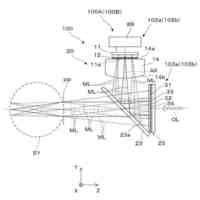
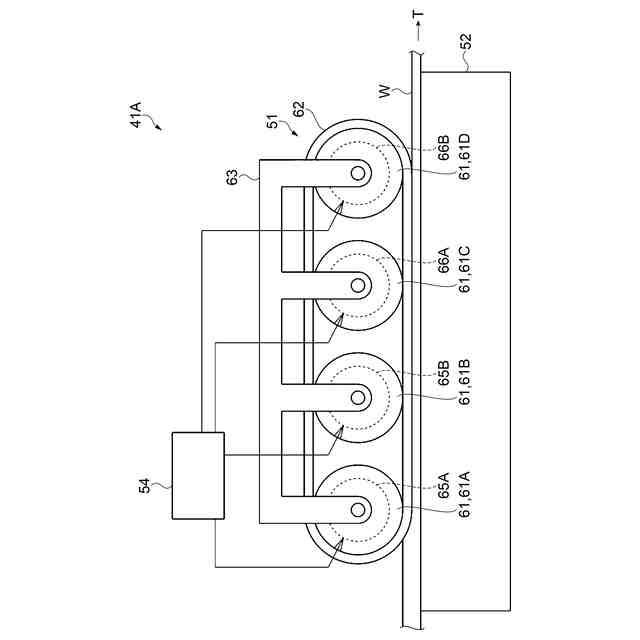
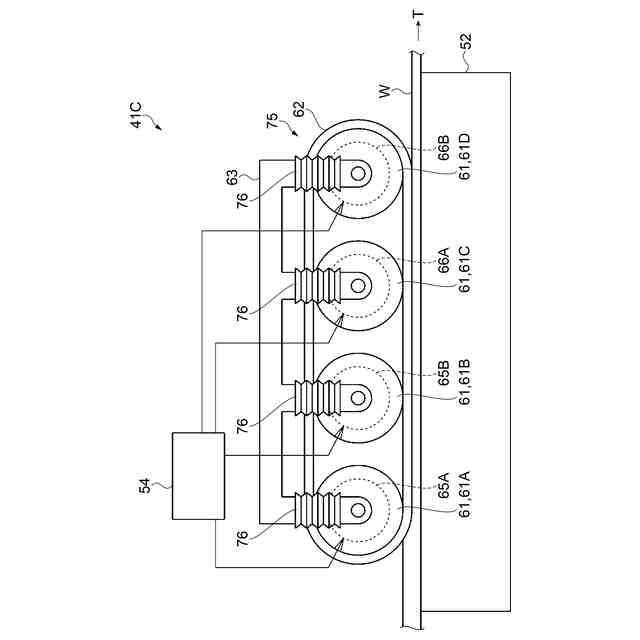
実施例1のシート形成装置の構成を示す模式図。
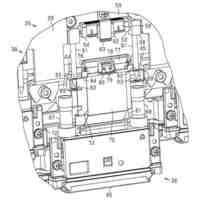
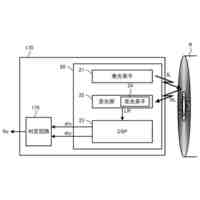
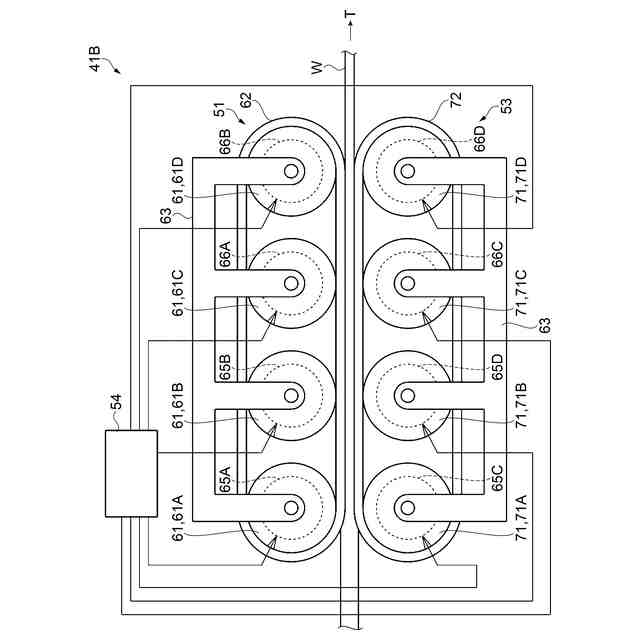
実施例2のシート形成装置の構成を示す模式図。
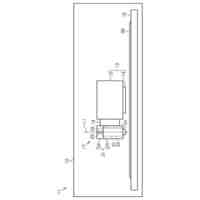
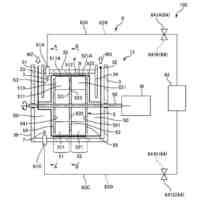
実施例3のシート形成装置の構成を示す模式図。
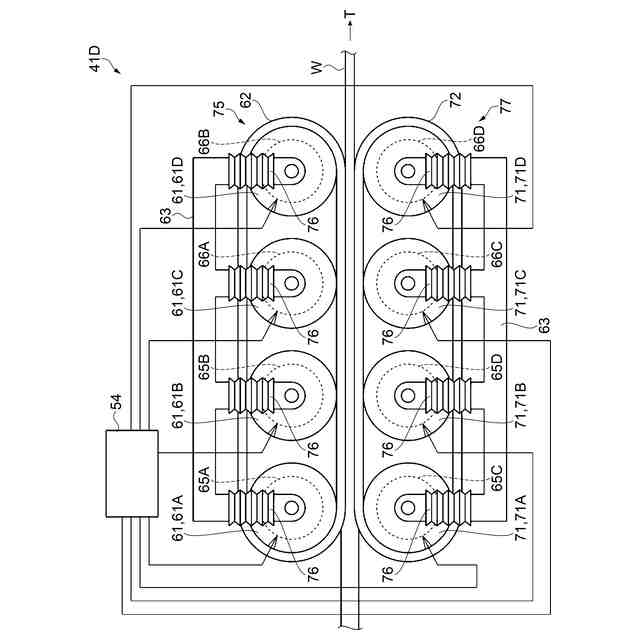
実施例4のシート形成装置の構成を示す模式図。
【発明を実施するための形態】
【0007】
図1に示すように、シート製造装置1は、混合繊維FkからシートSを製造する。混合繊維Fkは、第1繊維Fmと第2繊維Fsとを含む。混合繊維Fkには、第1繊維Fmと第2繊維Fsとが混合されている。第1繊維Fmとしては、例えば、セルロース繊維や、ポリエステル繊維が適用される。セルロース繊維は、木材等の植物繊維に含まれる繊維であり、炭水化物である。ポリエステル繊維は、ポリエステル素材の布切れなどに含まれる繊維である。本実施形態では、第1繊維Fmとして、セルロース繊維が適用される。本実施形態では、セルロース繊維として、紙、段ボール、パルプ、パルプシートなどを解繊することによって生成されるパルプ繊維が適用される。
【0008】
シート製造装置1は、混合部9と、堆積部10と、ウェブ搬送部13と、加湿部15と、シート形成部17と、切断部19と、を有する。混合繊維Fkは、種々のプロセスを経ることにより、ウェブWの形態、及びシートSの形態へこの順に変化する。混合繊維FkからシートSを形成する種々のプロセスは、主に、上述した各処理部によって実行される。つまり、混合部9と、堆積部10と、ウェブ搬送部13と、加湿部15と、シート形成部17と、切断部19とが、それぞれ処理部である。
【0009】
処理部は、これらに限定されない。これらの処理部に他の処理部を付加したり、これらの処理部のうちいくつかの処理部を複合したり、省略したりしてもよい。混合繊維FkからシートSが形成されるプロセスの経路で、後工程に向かう方向を下流という、前工程に向かう方向を上流という。つまり、混合繊維Fkは、プロセスの経路で上流から下流に向かって、ウェブW及びシートSへこの順に変化する。なお、プロセスの経路のうちウェブW及びシートSの搬送経路では、それぞれ搬送方向を下流といい、搬送方向とは逆方向を上流という。ウェブWやシートSは、それぞれ、搬送経路を上流から下流に向かって搬送される。
【0010】
混合部9は、ホッパー21と、ホッパー22と、搬送管23と、を含む。ホッパー21は、搬送管23に接続されている。ホッパー21は、供給管25と、バルブ26とを介して搬送管23に連通する。ホッパー21には、第1繊維Fmが投入される。ホッパー21に投入される第1繊維Fmは、供給管25を介して搬送管23に供給される。バルブ26は、供給管25を開閉する。バルブ26が開状態のときに、第1繊維Fmが供給管25を介して搬送管23に供給される。バルブ26が閉状態のときに、搬送管23への第1繊維Fmの供給が停止する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
セイコーエプソン株式会社
印刷装置
今日
セイコーエプソン株式会社
印刷装置
3日前
セイコーエプソン株式会社
印刷装置
3日前
セイコーエプソン株式会社
印刷装置
3日前
セイコーエプソン株式会社
印刷装置
3日前
セイコーエプソン株式会社
印刷装置
今日
セイコーエプソン株式会社
印刷装置
1日前
セイコーエプソン株式会社
印刷装置
1日前
セイコーエプソン株式会社
微細化装置
今日
セイコーエプソン株式会社
気体分離膜
3日前
セイコーエプソン株式会社
画像読取装置
3日前
セイコーエプソン株式会社
液体吐出ヘッド
3日前
セイコーエプソン株式会社
電子制御式機械時計
1日前
セイコーエプソン株式会社
スクリーンの製造方法
3日前
セイコーエプソン株式会社
栽培用培地の製造方法
今日
セイコーエプソン株式会社
保持方法、及び加工方法
3日前
セイコーエプソン株式会社
治具、及び加工システム
3日前
セイコーエプソン株式会社
三次元造形物の製造方法
3日前
セイコーエプソン株式会社
インクジェットインク組成物
3日前
セイコーエプソン株式会社
電気光学装置および電子機器
今日
セイコーエプソン株式会社
電気光学装置および電子機器
3日前
セイコーエプソン株式会社
虚像表示装置及び光学ユニット
3日前
セイコーエプソン株式会社
液体回収装置及び液体回収容器
今日
セイコーエプソン株式会社
虚像表示装置及び光学ユニット
3日前
セイコーエプソン株式会社
虚像表示装置及び光学ユニット
3日前
セイコーエプソン株式会社
虚像表示装置及び光学ユニット
3日前
セイコーエプソン株式会社
媒体排出装置及び画像読取装置
3日前
セイコーエプソン株式会社
管理サーバ、及び管理システム
3日前
セイコーエプソン株式会社
虚像表示装置及び光学ユニット
3日前
セイコーエプソン株式会社
レーザー干渉計および分光装置
今日
セイコーエプソン株式会社
制御方法およびロボットシステム
3日前
セイコーエプソン株式会社
情報管理システム、及びサーバー
今日
セイコーエプソン株式会社
表示装置および表示装置の制御方法
3日前
セイコーエプソン株式会社
プリントヘッド、及び液体吐出装置
3日前
セイコーエプソン株式会社
ヘッドユニット、及び液体吐出装置
3日前
セイコーエプソン株式会社
ヘッドユニット、及び液体吐出装置
1日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ