TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025140383
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024039744
出願日
2024-03-14
発明の名称
三次元造形物の製造方法
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
64/40 20170101AFI20250919BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】品質の高い造形物を形成することが可能な三次元造形物の製造方法を提供する。
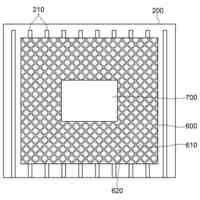
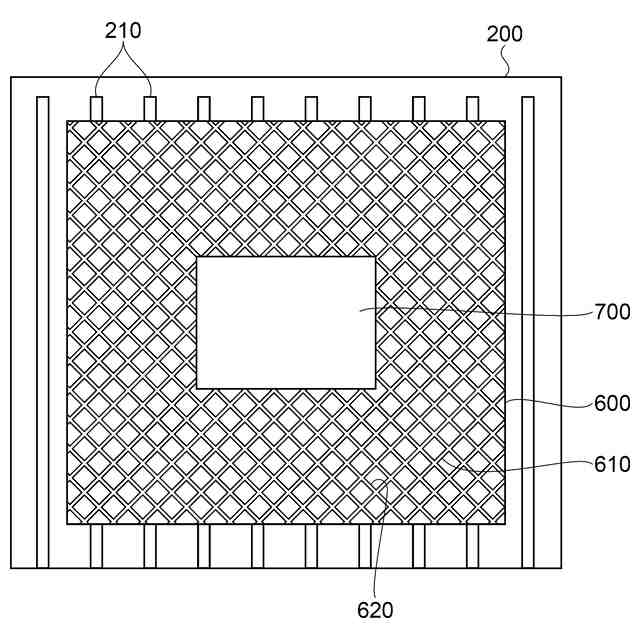
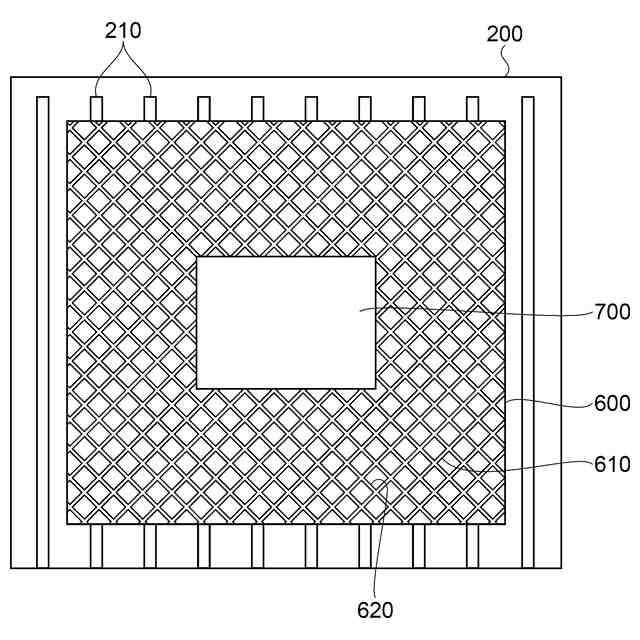
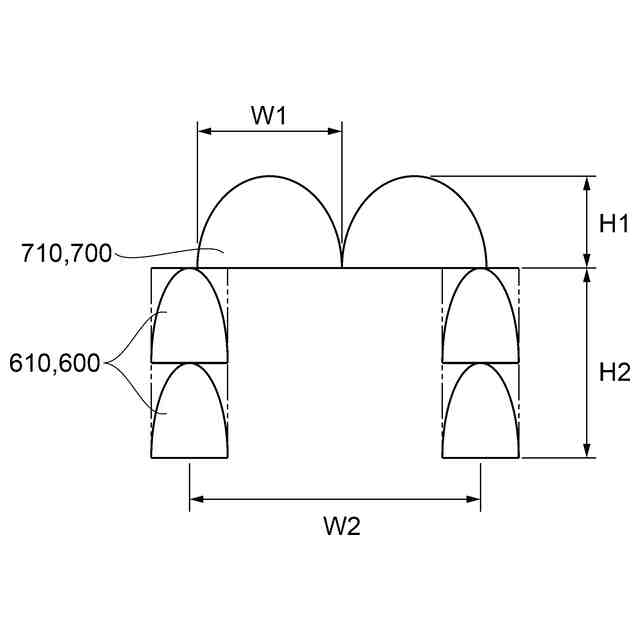
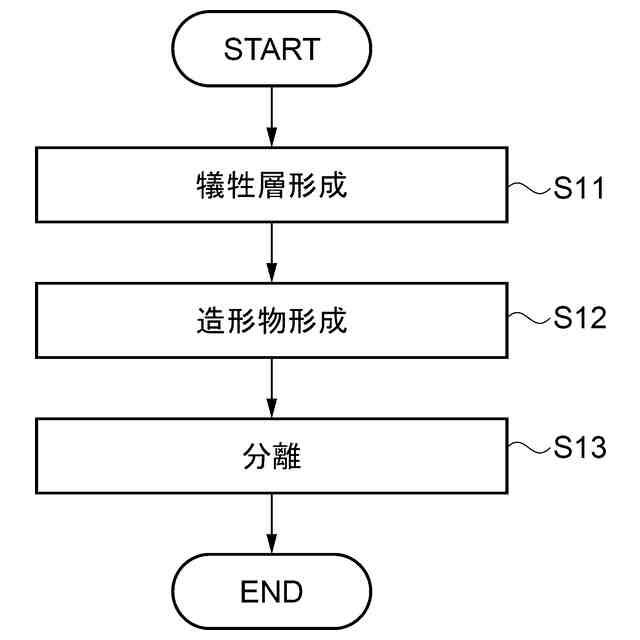
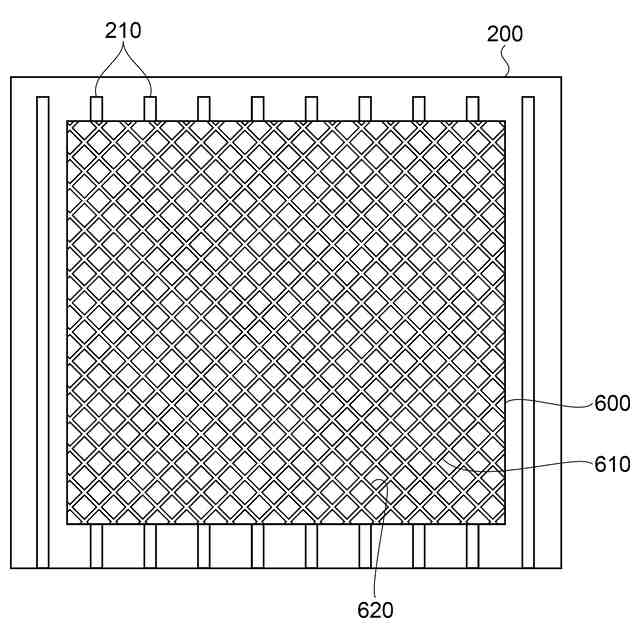
【解決手段】ステージ200上に犠牲層材料を吐出して、1又は複数の犠牲層600を形成する工程と、犠牲層600の上に造形物材料を吐出して、造形物700を形成する工程と、造形物700と犠牲層600とを分離する工程と、を有し、犠牲層材料と造形物材料とは異なる材料であり、犠牲層600を形成する工程は、少なくとも造形物700に接する部分において、造形物700の一部が入り込む凹部620を含む犠牲層600を形成する。
【選択図】図3
特許請求の範囲
【請求項1】
ステージ上に第1材料を吐出して、1又は複数の犠牲層を形成する工程と、
前記犠牲層の上に第2材料を吐出して、造形物を形成する工程と、
前記造形物と前記犠牲層とを分離する工程と、
を有し、
前記第1材料と前記第2材料とは異なる材料であり、
前記犠牲層を形成する工程は、少なくとも前記造形物に接する部分において、前記造形物の一部が入り込む凹部を含む前記犠牲層を形成する、三次元造形物の製造方法。
続きを表示(約 660 文字)
【請求項2】
請求項1に記載の三次元造形物の製造方法であって、
前記犠牲層を形成する工程は、前記ステージ上に格子状の前記犠牲層を形成する、三次元造形物の製造方法。
【請求項3】
請求項2に記載の三次元造形物の製造方法であって、
前記犠牲層の格子間隔は、少なくとも前記犠牲層に接する前記造形物の線幅よりも大きい、三次元造形物の製造方法。
【請求項4】
請求項3に記載の三次元造形物の製造方法であって、
前記格子間隔は、前記造形物の線幅に対して、1.86倍以上である、三次元造形物の製造方法。
【請求項5】
請求項1に記載の三次元造形物の製造方法であって、
摺動性は、前記造形物よりも前記犠牲層の方が高い、三次元造形物の製造方法。
【請求項6】
請求項1に記載の三次元造形物の製造方法であって、
前記ステージには、溝が設けられており、
前記犠牲層を形成する前に、前記ステージの前記溝に前記第1材料を吐出して前記溝を前記第1材料で埋める工程を有し、
前記犠牲層を形成する工程は、前記溝が前記第1材料で埋められた前記ステージ上に前記犠牲層を形成する、三次元造形物の製造方法。
【請求項7】
請求項2に記載の三次元造形物の製造方法であって、
前記格子状の前記犠牲層を形成する工程は、同じ層内で角度が異なる線で造形された前記格子状の層を積み重ねる、三次元造形物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、三次元造形物の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1には、ステージ上に犠牲層を形成し、犠牲層の上に造形物を造形する、三次元造形装置を用いた造形物の製造方法が開示されている。犠牲層は、犠牲層の上に造形物を造形するために、造形物との密着性が必要となる。
【先行技術文献】
【特許文献】
【0003】
特開2023-35401号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の方法では、犠牲層と造形物との密着性は確保されるものの、造形後に、犠牲層と造形物とを分離する分離性が低下する。即ち、犠牲層と造形物との密着性と、犠牲層と造形物との分離性との、両方を確保することが求められている。
【課題を解決するための手段】
【0005】
三次元造形物の製造方法は、ステージ上に第1材料を吐出して、1又は複数の犠牲層を形成する工程と、前記犠牲層の上に第2材料を吐出して、造形物を形成する工程と、前記造形物と前記犠牲層とを分離する工程と、を有し、前記第1材料と前記第2材料とは異なる材料であり、前記犠牲層を形成する工程は、少なくとも前記造形物に接する部分において、前記造形物の一部が入り込む凹部を含む前記犠牲層を形成する。
【図面の簡単な説明】
【0006】
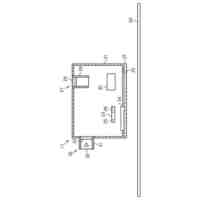
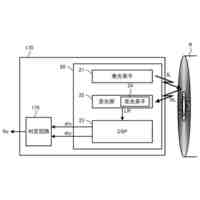
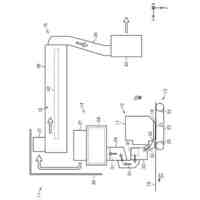
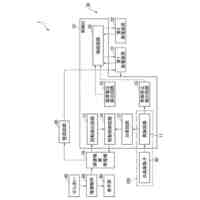
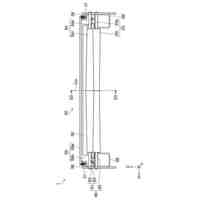
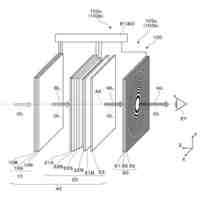
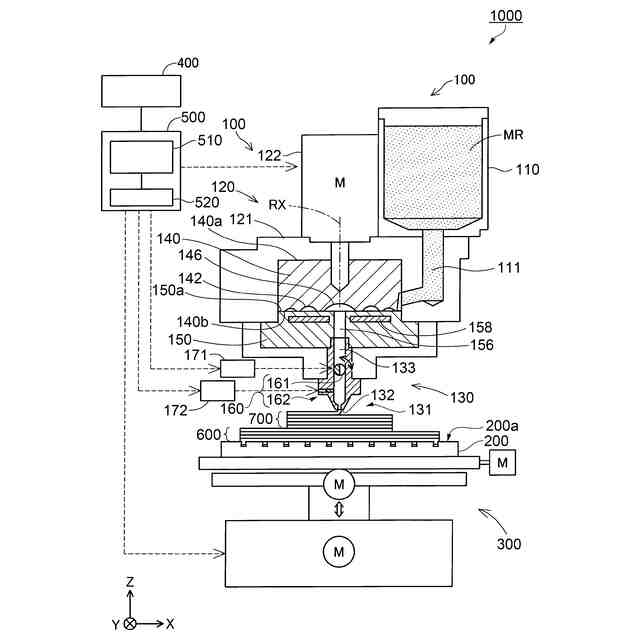
三次元造形装置の構成を示す模式図。
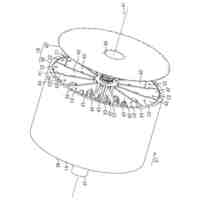
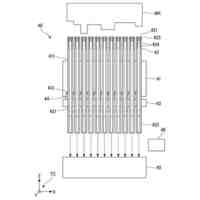
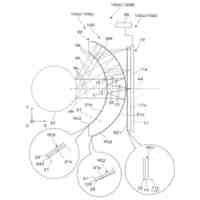
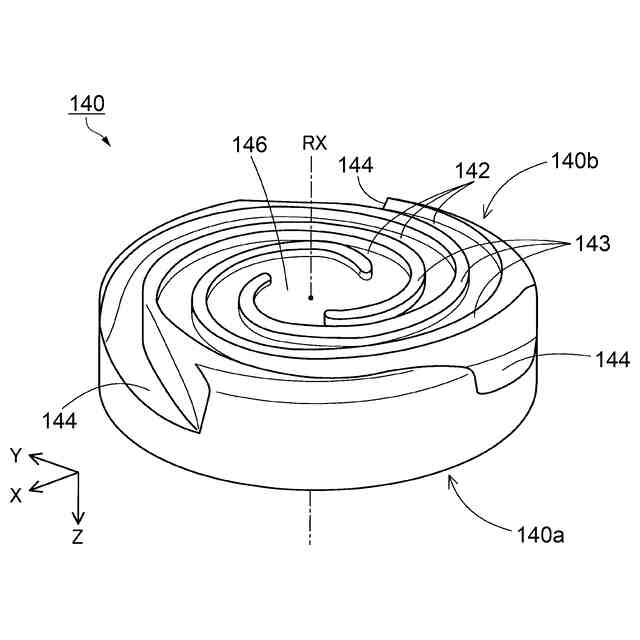
フラットスクリューの構成を示す斜視図。
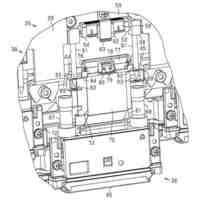
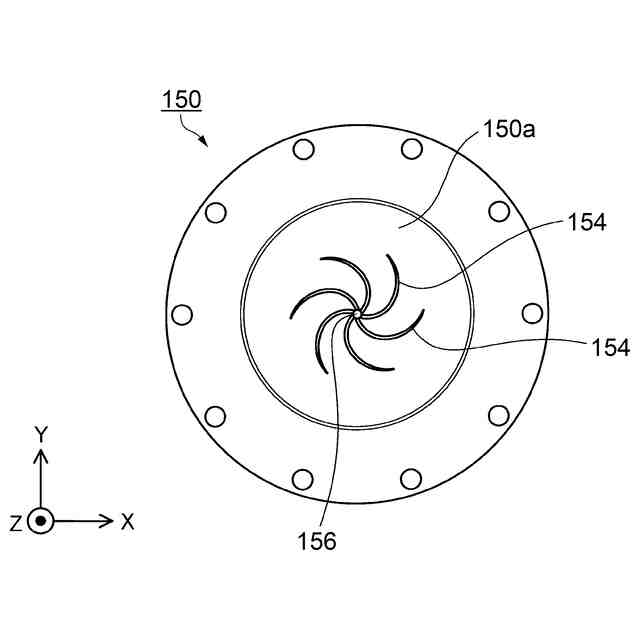
バレルの構成を示す平面図。
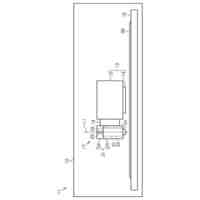
ステージの構成を示す平面図。
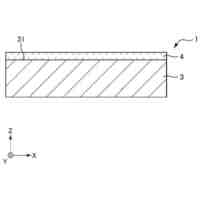
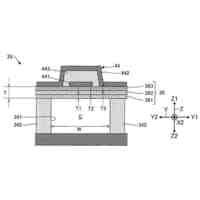
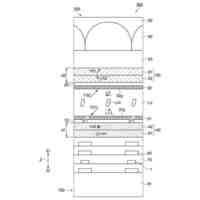
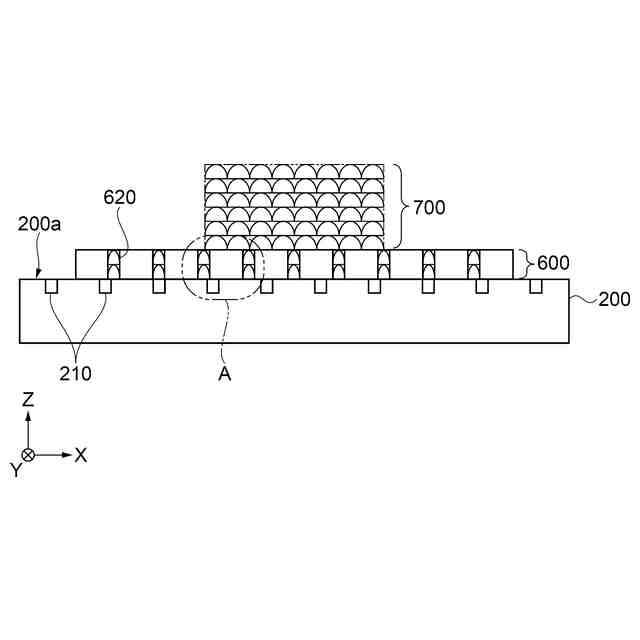
犠牲層及び造形物の構成を示す側面図。
図4Aに示す犠牲層及び造形物のA部を拡大して示す側面図。
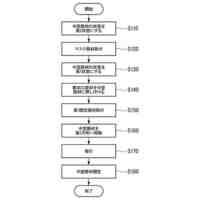
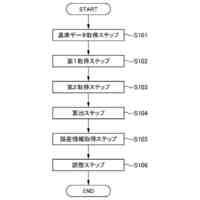
三次元造形物の製造方法を示すフローチャート。
三次元造形物の製造方法を示す平面図。
三次元造形物の製造方法を示す側面図。
三次元造形物の製造方法を示す平面図。
三次元造形物の製造方法を示す側面図。
三次元造形物の製造方法を示す平面図。
三次元造形物の製造方法を示す側面図。
犠牲層のグリッド密度を比較して示す平面図。
犠牲層の形成条件を比較して評価した図表。
【発明を実施するための形態】
【0007】
以下、図面を参照しながら、三次元造形装置1000の構成、及び、三次元造形物の製造方法を説明する。以下の各図においては、互いに直交する3つの軸をX軸、Y軸、及びZ軸として説明する。X軸に沿う方向を「X方向」、Y軸に沿う方向を「Y方向」、Z軸に沿う方向を「Z方向」とし、矢印の方向が+方向であり、+方向と反対の方向を-方向とする。なお、+Z方向または-Z方向から見ることを平面視あるいは平面的ともいう。
【0008】
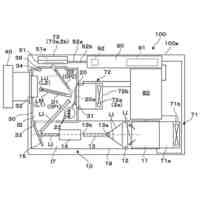
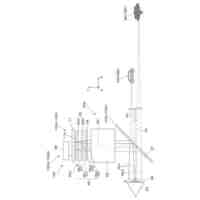
まず、図1を参照しながら、三次元造形装置1000の構成を説明する。
【0009】
図1に示すように、三次元造形装置1000は、材料押出方式によって三次元造形物としての造形物700を造形する装置である。三次元造形装置1000は、造形材料を生成して吐出する造形部100と、造形物700の基台となる造形用のステージ200と、造形材料の吐出位置を制御する移動機構300と、情報処理装置400と、三次元造形装置1000の各部を制御する制御部500と、を備えている。
【0010】
造形部100は、制御部500の制御下において、固体状態の材料を可塑化させた造形材料をステージ200に向けて吐出する。造形部100は、造形材料に転化される前の原材料の供給源である材料供給部110と、原材料を造形材料へと転化させる可塑化部120と、造形材料を吐出する吐出部130と、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
セイコーエプソン株式会社
印刷装置
3日前
セイコーエプソン株式会社
印刷装置
1日前
セイコーエプソン株式会社
印刷装置
3日前
セイコーエプソン株式会社
印刷装置
3日前
セイコーエプソン株式会社
印刷装置
1日前
セイコーエプソン株式会社
印刷装置
3日前
セイコーエプソン株式会社
気体分離膜
3日前
セイコーエプソン株式会社
画像読取装置
3日前
セイコーエプソン株式会社
液体吐出装置
3日前
セイコーエプソン株式会社
虚像表示装置
3日前
セイコーエプソン株式会社
液体吐出ヘッド
3日前
セイコーエプソン株式会社
プロジェクター
6日前
セイコーエプソン株式会社
電子制御式機械時計
1日前
セイコーエプソン株式会社
スクリーンの製造方法
3日前
セイコーエプソン株式会社
三次元造形物の製造方法
3日前
セイコーエプソン株式会社
波長可変干渉フィルター
3日前
セイコーエプソン株式会社
保持方法、及び加工方法
3日前
セイコーエプソン株式会社
治具、及び加工システム
3日前
セイコーエプソン株式会社
搬送装置、及び画像形成装置
3日前
セイコーエプソン株式会社
電気光学装置および電子機器
3日前
セイコーエプソン株式会社
インクジェットインク組成物
3日前
セイコーエプソン株式会社
虚像表示装置及び光学ユニット
3日前
セイコーエプソン株式会社
虚像表示装置及び光学ユニット
3日前
セイコーエプソン株式会社
虚像表示装置及び光学ユニット
3日前
セイコーエプソン株式会社
虚像表示装置及び光学ユニット
3日前
セイコーエプソン株式会社
虚像表示装置及び光学ユニット
3日前
セイコーエプソン株式会社
管理サーバ、及び管理システム
3日前
セイコーエプソン株式会社
虚像表示装置及び光学ユニット
3日前
セイコーエプソン株式会社
媒体排出装置及び画像読取装置
3日前
セイコーエプソン株式会社
制御方法およびロボットシステム
3日前
セイコーエプソン株式会社
固定焦点レンズ及びプロジェクター
6日前
セイコーエプソン株式会社
ヘッドユニット、及び液体吐出装置
3日前
セイコーエプソン株式会社
ヘッドユニット、及び液体吐出装置
1日前
セイコーエプソン株式会社
プリントヘッド、及び液体吐出装置
3日前
セイコーエプソン株式会社
表示装置および表示装置の制御方法
3日前
セイコーエプソン株式会社
撮像制御プログラム、及び、印刷システム
3日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ