TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025079012
公報種別
公開特許公報(A)
公開日
2025-05-21
出願番号
2023191397
出願日
2023-11-09
発明の名称
原料供給装置およびシート製造装置
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
D21D
5/28 20060101AFI20250514BHJP(製紙;セルロースの製造)
要約
【課題】紙片の搬送性を向上させる原料供給装置およびシート製造装置を提供すること。
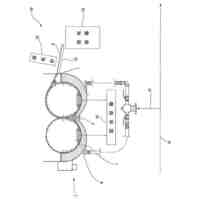
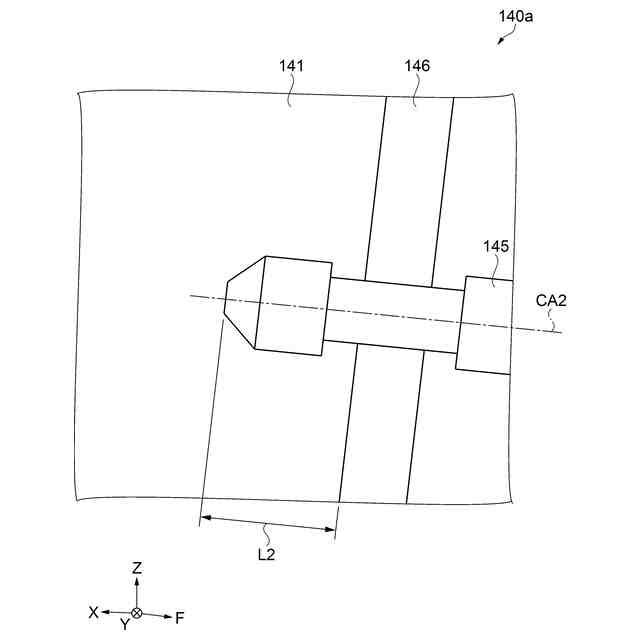
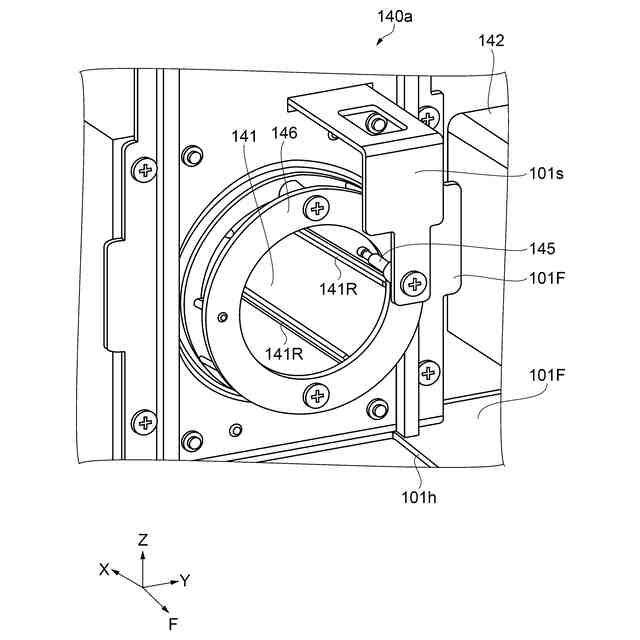
【解決手段】原料供給装置13は、紙片Cを貯留する貯留部132と、貯留部132に貯留された紙片Cを排出する排出部140と、を有し、排出部140は、紙片Cを内部に搬送しながら回動する筒状の可動部141と、可動部141の内部を搬送される紙片Cの搬送方向に沿って配置される固定部145と、を含み、固定部145は、可動部141とは連動せず、可動部141の内部に入り込んで配置される。
【選択図】図4
特許請求の範囲
【請求項1】
紙片を貯留する貯留部と、
前記貯留部に貯留された前記紙片を排出する排出部と、を有し、
前記排出部は、
前記紙片を内部に搬送しながら回動する筒状の可動部と、
前記可動部の前記内部を搬送される前記紙片の搬送方向に沿って配置される固定部と、を含み、
前記固定部は、前記可動部とは連動せず、前記可動部の前記内部に入り込んで配置されることを特徴とする原料供給装置。
続きを表示(約 680 文字)
【請求項2】
前記固定部は、棒状であって、長さ方向が前記紙片の前記搬送方向に沿い、前記搬送方向の下流に配置されることを特徴とする、請求項1に記載の原料供給装置。
【請求項3】
前記紙片の前記搬送方向において、前記可動部の長さと、前記可動部の前記内部に入り込む前記固定部の長さとの比が、120:1から120:10の範囲にあることを特徴とする、請求項1に記載の原料供給装置。
【請求項4】
前記紙片の前記搬送方向から見たとき、前記可動部の内壁と前記固定部との間隔は、1mm以上100mm以下であることを特徴とする、請求項3に記載の原料供給装置。
【請求項5】
前記可動部は、略円筒状であって、
前記紙片の前記搬送方向から前記可動部を見て、前記可動部の中心軸から鉛直方向を6時の方向としたとき、前記固定部は2時の位置に配置されることを特徴とする、請求項4に記載の原料供給装置。
【請求項6】
前記可動部の前記搬送方向の端部には、リング部材が配置され、
前記リング部材は、前記搬送方向と交差する方向、かつ前記内部に向かって突出していることを特徴とする、請求項1に記載の原料供給装置。
【請求項7】
請求項1から請求項6の何れか1項に記載の原料供給装置と、
前記紙片を解繊して繊維とする解繊部と、
前記繊維を空気中で堆積させてウェブとする堆積部と、
前記ウェブを圧縮してシートを成形する成形部と、を有することを特徴とするシート製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、原料供給装置およびシート製造装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、紙片などから得られる繊維を圧縮成形して、シートなどを製造するシート製造装置が知られていた。このような装置には、紙片を貯留する貯留部と、貯留部から下流へ紙片を排出する排出管と、を有する原料供給機構を備えるものがある。例えば、特許文献1には、繊維片を貯留部から計量部へ搬送する排出パイプを備えた撹拌装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2020-203256号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の装置では、紙片である繊維片の搬送性を向上させることが難しいという課題があった。本発明者が検討した結果、搬送性にさらなる改良の余地があることが判明した。詳しくは、容積が比較的に大きい貯留部から、貯留部に比して容積が小さい排出パイプを介して繊維片を搬送している。そのため、排出パイプに導入される繊維片の量や、貯留部の撹拌状態および排出パイプの回転の状態などによって、繊維片が塊状となって送り出される可能性があった。繊維片が塊状になると、搬送経路の詰まりや製造されるシートの品質低下を招く場合がある。すなわち、紙片の搬送性を向上させる原料供給装置が求められていた。
【課題を解決するための手段】
【0005】
原料供給装置は、紙片を貯留する貯留部と、前記貯留部に貯留された前記紙片を排出する排出部と、を有し、前記排出部は、前記紙片を内部に搬送しながら回動する筒状の可動部と、前記可動部の前記内部を搬送される前記紙片の搬送方向に沿って配置される固定部と、を含み、前記固定部は、前記可動部とは連動せず、前記可動部の前記内部に入り込んで配置されることを特徴とする。
【0006】
シート製造装置は、上記の原料供給装置と、前記紙片を解繊して繊維とする解繊部と、前記繊維を空気中で堆積させてウェブとする堆積部と、前記ウェブを圧縮してシートを成形する成形部と、を有することを特徴とする。
【図面の簡単な説明】
【0007】
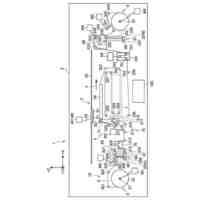
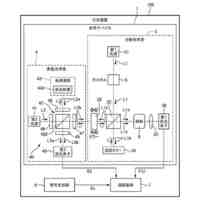
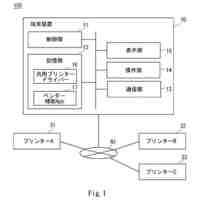
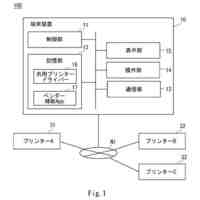
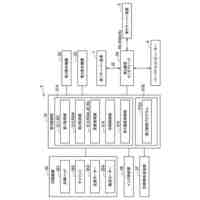
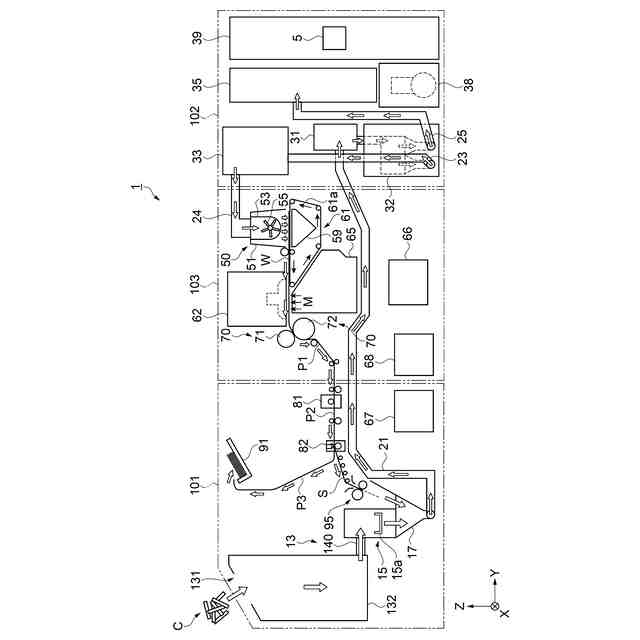
実施形態に係るシート製造装置の構成を示す模式図。
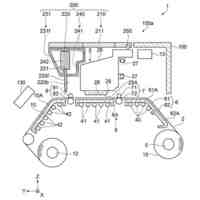
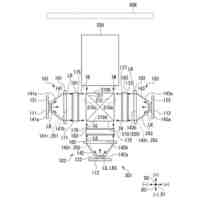
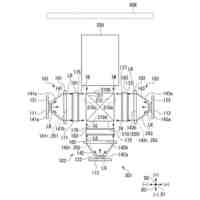
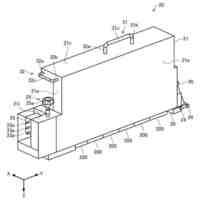
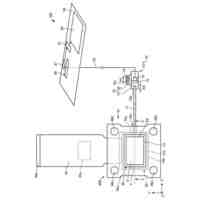
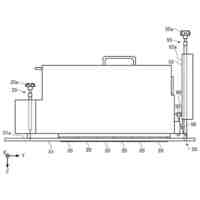
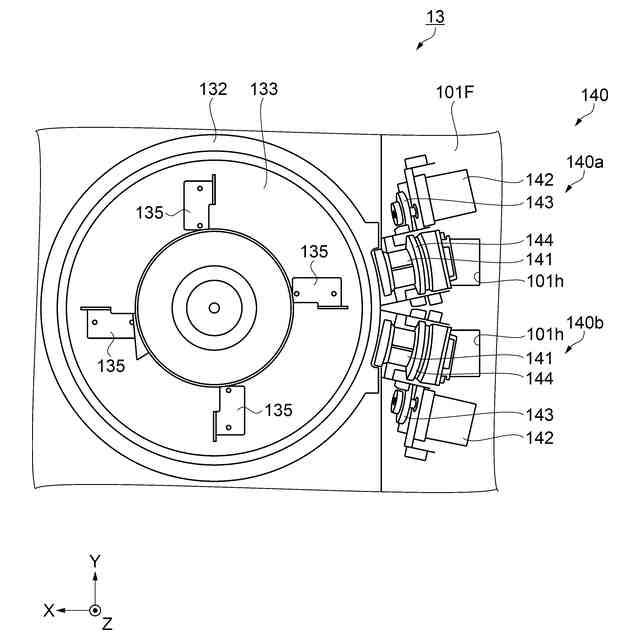
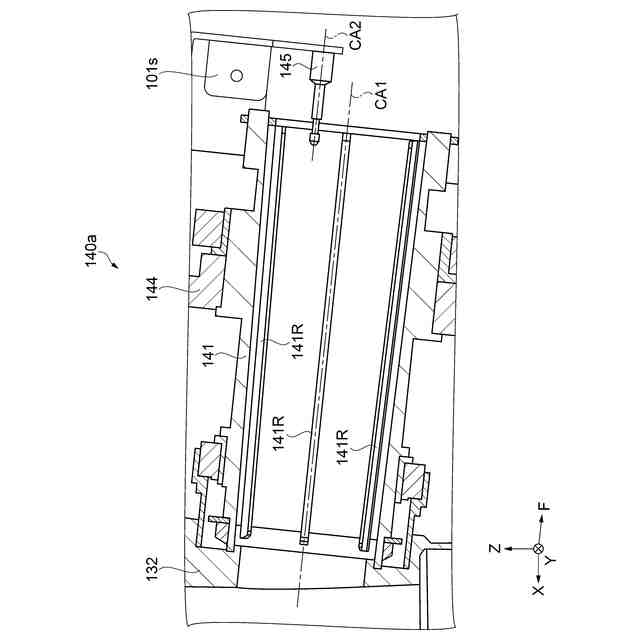
原料供給装置の構成を示す平面図。
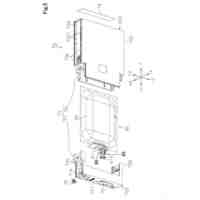
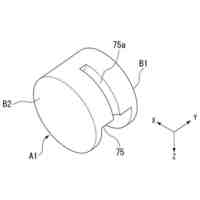
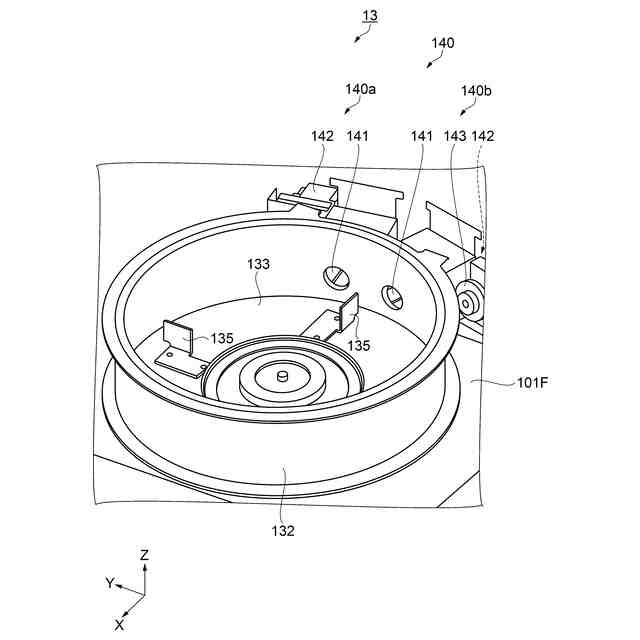
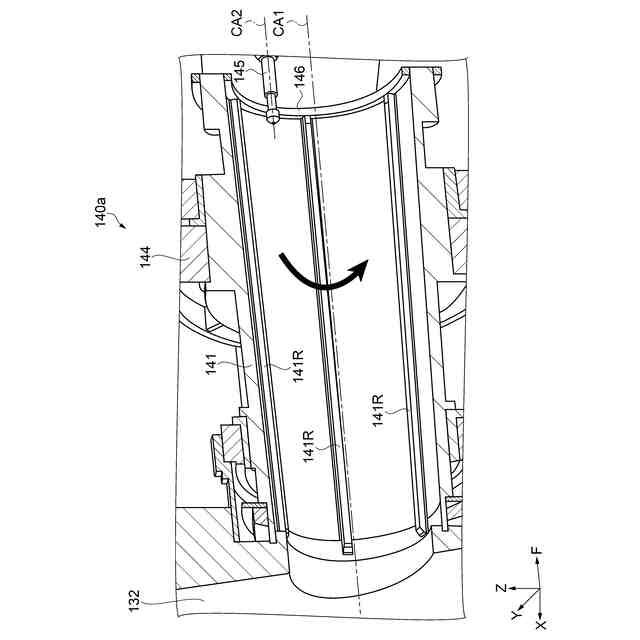
原料供給装置の構成を示す斜視図。
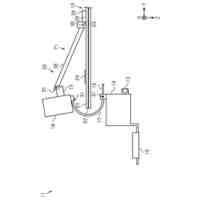
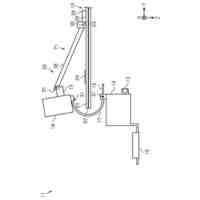
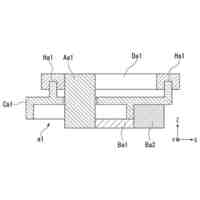
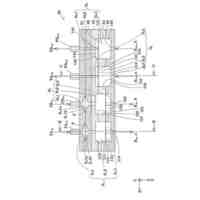
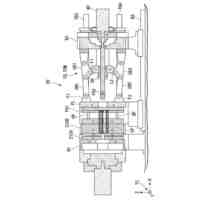
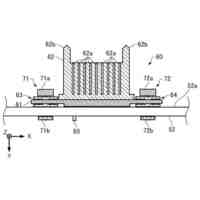
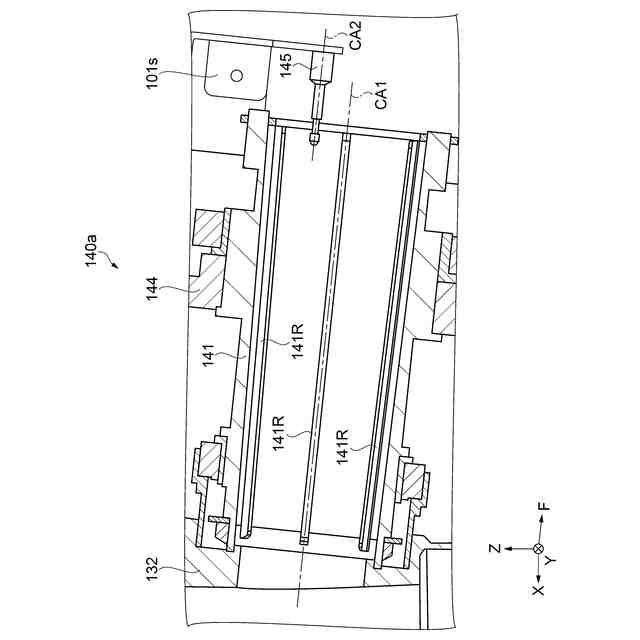
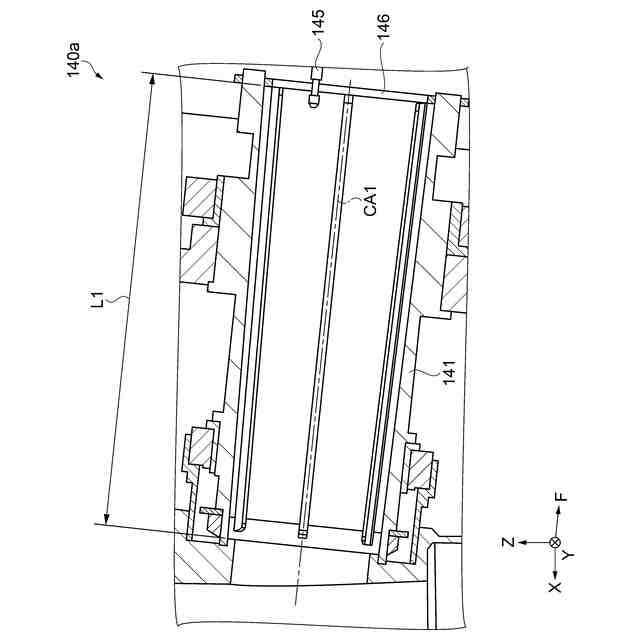
可動部および固定部などの配置を示す側面断面図。
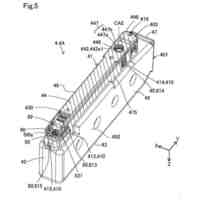
可動部および固定部などの配置を示す斜視断面図。
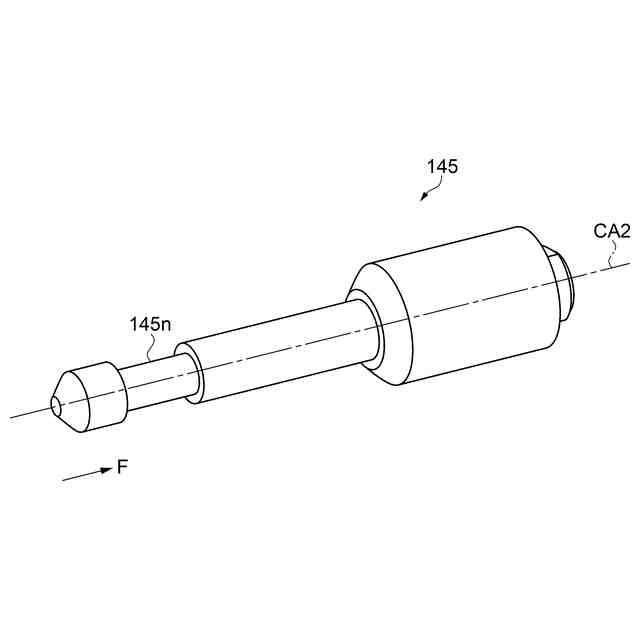
固定部の形態を示す斜視図。
可動部に対する固定部の配置を示す側面断面図。
可動部に対する固定部の配置を示す拡大側面図。
可動部に対する固定部の配置を示す斜視図。
可動部に対する固定部の配置を示す側面図。
可動部に対する固定部の配置を示す拡大側面図。
【発明を実施するための形態】
【0008】
以下の実施形態では、古紙などの紙片を供給する原料供給装置13、および原料供給装置13から供給される紙片から乾式にてシートを製造するシート製造装置1を例示し、図面を参照して説明する。本実施形態では、原料供給装置13はシート製造装置1に含まれる。本発明のシート製造装置は、乾式であることに限定されず、湿式であってもよい。なお、本明細書において乾式とは、液体中で実施されずに、大気などの空気中で実施されることをいう。
【0009】
以下の各図においては、必要に応じて、F軸、および相互に直交する座標軸としてXYZ軸を付し、各矢印が指す方向を+方向とし、+方向と反対の方向を-方向とする。+F方向は、後述する可動部において、内部を搬送される紙片の搬送方向である。F軸はXYZ軸と交差する。Z軸は鉛直方向に沿う仮想軸であって+Z方向を上方とし、-Z方向を下方とする。-Z方向は重力が作用する方向である。
【0010】
原料供給装置13およびシート製造装置1において、紙片、ウェブ、およびシートなどの搬送方向の先を下流、搬送方向を遡る側を上流ということもある。図示の便宜上、各部材の大きさを実際とは異ならせている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
セイコーエプソン株式会社
印刷装置
2日前
セイコーエプソン株式会社
印刷装置
2日前
セイコーエプソン株式会社
印刷装置
2日前
セイコーエプソン株式会社
印刷装置
2日前
セイコーエプソン株式会社
液体収容容器
2日前
セイコーエプソン株式会社
プロジェクター
2日前
セイコーエプソン株式会社
プロジェクター
2日前
セイコーエプソン株式会社
回路装置及び電子機器
2日前
セイコーエプソン株式会社
偏心揺動装置及び射出成形装置
2日前
セイコーエプソン株式会社
ヘッドユニット及び液体吐出装置
2日前
セイコーエプソン株式会社
液体噴射ヘッド及び液体噴射装置
2日前
セイコーエプソン株式会社
液体容器、印刷装置、印刷システム
2日前
セイコーエプソン株式会社
液体吐出装置、及びヘッドユニット
2日前
セイコーエプソン株式会社
表示装置および表示装置の制御方法
2日前
セイコーエプソン株式会社
射出成形システム、及び成形品押出方法
2日前
セイコーエプソン株式会社
分光装置、分光装置の校正方法および分光方法
2日前
セイコーエプソン株式会社
軟磁性粉末、圧粉磁心、磁性素子および電子機器
2日前
セイコーエプソン株式会社
流量調節装置、三次元造形装置および射出成形装置
2日前
セイコーエプソン株式会社
印刷制御プログラム、印刷システム、及び印刷物生産方法
2日前
セイコーエプソン株式会社
容量性負荷駆動回路、液体吐出装置、及びヘッドユニット
2日前
セイコーエプソン株式会社
印刷制御プログラム、印刷システム、及び印刷物生産方法
2日前
セイコーエプソン株式会社
液体吐出装置、ヘッドユニット及びヘッドユニット接続方法
2日前
セイコーエプソン株式会社
液体吐出装置、ヘッドユニット及びヘッドユニット接続方法
2日前
セイコーエプソン株式会社
画像形成システム、画像形成システムの制御方法、及び、画像形成装置
2日前
セイコーエプソン株式会社
画像形成装置、ソフトウェア更新方法、及びソフトウェア更新システム
2日前
三菱製紙株式会社
包装用紙
7か月前
三菱製紙株式会社
包装用紙
7か月前
三菱製紙株式会社
両艶クラフト紙
5か月前
三菱製紙株式会社
グラビア印刷用紙
7か月前
東洋アルミニウム株式会社
積層体
2か月前
井前工業株式会社
不燃紙又はシート
7か月前
株式会社大善
色管理システム
5か月前
CHEMIPAZ株式会社
紙用柔軟剤及び紙
3か月前
ダイキン工業株式会社
組成物
3か月前
ダイキン工業株式会社
組成物
3か月前
ダイキン工業株式会社
組成物
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ