TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025116589
公報種別
公開特許公報(A)
公開日
2025-08-08
出願番号
2024011096
出願日
2024-01-29
発明の名称
蓄電デバイス及び蓄電デバイスの製造方法
出願人
プライムプラネットエナジー&ソリューションズ株式会社
代理人
弁理士法人コスモス国際特許商標事務所
主分類
H01M
50/184 20210101AFI20250801BHJP(基本的電気素子)
要約
【課題】ケース部材に端子部材を固定する樹脂部材の特性(線膨張係数や強度など)に異方性が少ない蓄電デバイス等を提供する。
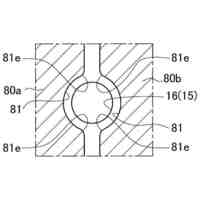
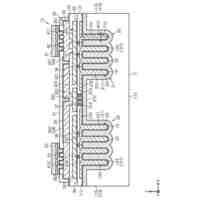
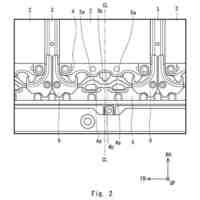
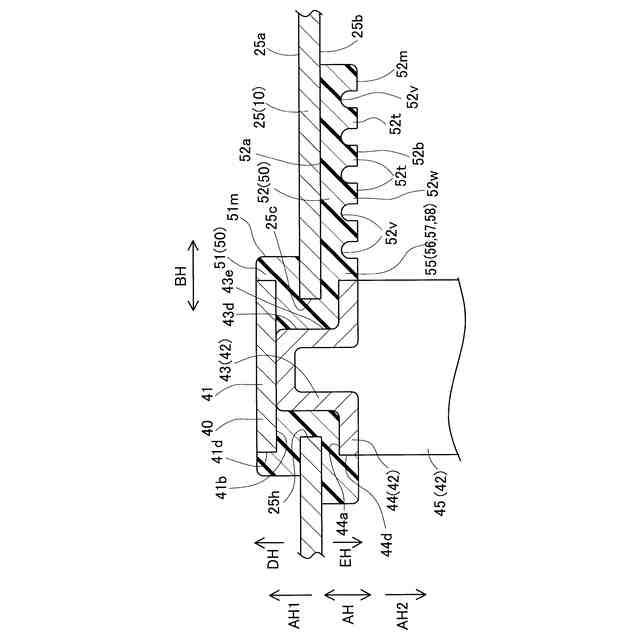
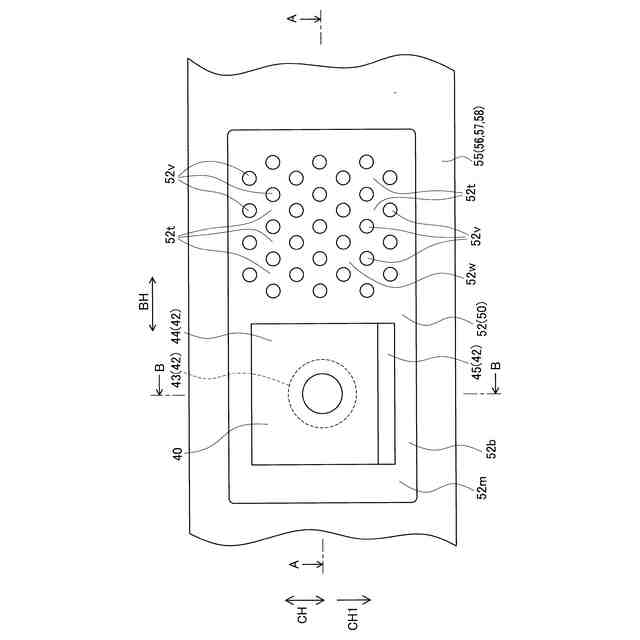
【解決手段】蓄電デバイス1は、ケース部材25と、端子部材40と、これらの間を絶縁しつつ、これらに気密に接合する樹脂部材50を備える。樹脂部材50は、熱可塑性の主樹脂56及び繊維状のフィラー58を含む。樹脂部材50は、樹脂内側部52と樹脂外側部51を有し、樹脂内側部52のうち、内側EHを向く樹脂内側面52b及び外側DHを向く樹脂接合面52aの少なくともいずれかに、凹凸部52wが設けられており、この凹凸部52wの成形により、樹脂内側部52に含まれるフィラー58の向きを乱れさせてなる。
【選択図】図3
特許請求の範囲
【請求項1】
挿通孔を含むケース部材と、
前記ケース部材の前記挿通孔内に挿通された端子部材と、
前記ケース部材と前記端子部材との間を絶縁しつつ、これらに気密に接合し、前記ケース部材に前記端子部材を固定する樹脂部材と、を備え、
前記樹脂部材は、熱可塑性の主樹脂及び繊維状のフィラーを含む樹脂材からなり、インサート成形されてなる
蓄電デバイスであって、
前記樹脂部材は、
前記ケース部材の内側に位置する樹脂内側部と、
前記樹脂内側部から、前記挿通孔内を通じて、前記ケース部材の外側に延びる樹脂外側部と、を有し、
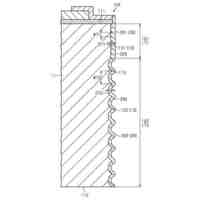
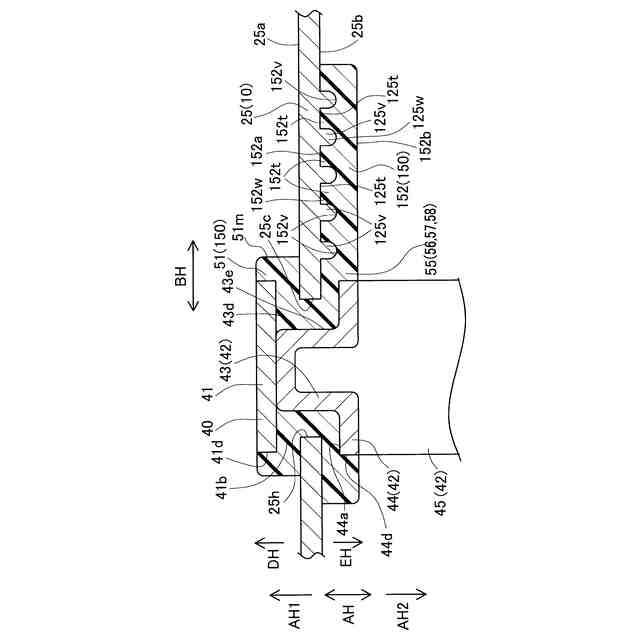
前記樹脂内側部のうち、前記内側を向く樹脂内側面、及び、前記外側を向き前記ケース部材に接合する樹脂接合面の少なくともいずれかに、凹凸部が設けられており、この凹凸部の成形により、前記樹脂内側部に含まれる前記フィラーの向きを乱れさせてなる
蓄電デバイス。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載の蓄電デバイスであって、
前記凹凸部をなす多数の凸部及び凹部は、千鳥格子状に配置されてなる
蓄電デバイス。
【請求項3】
挿通孔を含むケース部材と、
前記ケース部材の前記挿通孔内に挿通された端子部材と、
前記ケース部材と前記端子部材との間を絶縁しつつ、これらに気密に接合し、前記ケース部材に前記端子部材を固定する樹脂部材と、を備え、
前記樹脂部材は、熱可塑性の主樹脂及び繊維状のフィラーを含む樹脂材からなり、インサート成形されてなり、
前記樹脂部材は、
前記ケース部材の内側に位置する樹脂内側部と、
前記樹脂内側部から、前記挿通孔内を通じて、前記ケース部材の外側に延びる樹脂外側部と、を有し、
前記樹脂内側部のうち、前記内側を向く樹脂内側面、及び、前記外側を向き前記ケース部材に接合する樹脂接合面の少なくともいずれかに、凹凸部が設けられており、この凹凸部の成形により、前記樹脂内側部に含まれる前記フィラーの向きを乱れさせてなる
蓄電デバイスの製造方法であって、
前記ケース部材の前記挿通孔内に前記端子部材を挿通した状態で、前記樹脂材を用いて、前記樹脂部材の前記インサート成形を行うインサート成形工程を備え、
前記インサート成形工程は、
成形金型と前記ケース部材と前記端子部材とで、前記樹脂部材を成形するキャビティを形成するキャビティ形成工程と、
前記キャビティ内に前記樹脂材の溶融樹脂を射出し、前記キャビティ内に前記溶融樹脂を充填して、前記樹脂部材を成形する射出成形工程と、を有し、
前記キャビティは、
前記樹脂外側部を成形する外側部成形キャビティと、前記樹脂内側部を成形する内側部成形キャビティと、を有し、
前記内側部成形キャビティをなす内側部成形面は、
前記凹凸部を成形する凹凸成形部を有しており、
前記射出成形工程は、
前記凹凸成形部によって、前記溶融樹脂の流れを乱れさせ、前記溶融樹脂に含まれる前記フィラーの向きを乱れさせつつ、前記凹凸部を有する前記樹脂内側部を成形する
蓄電デバイスの製造方法。
【請求項4】
請求項3に記載の蓄電デバイスの製造方法であって、
前記凹凸部をなす多数の凸部及び凹部は、千鳥格子状に配置されてなり、
前記凹凸成形部をなす多数の凸部成形部及び凹部成形部は、千鳥格子状に配置されてなる
蓄電デバイスの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ケースを構成するケース部材に、端子部材が、繊維状のフィラーを含む樹脂部材を介して固定された蓄電デバイス、及び、この蓄電デバイスの製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
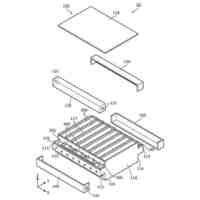
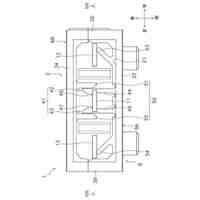
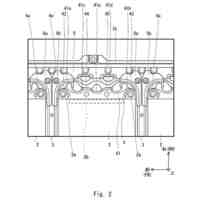
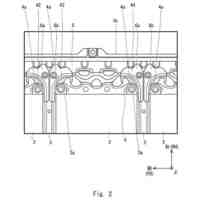
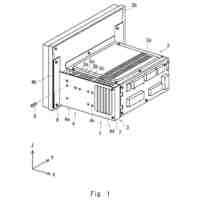
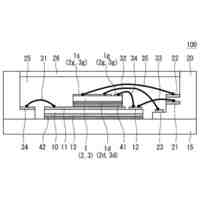
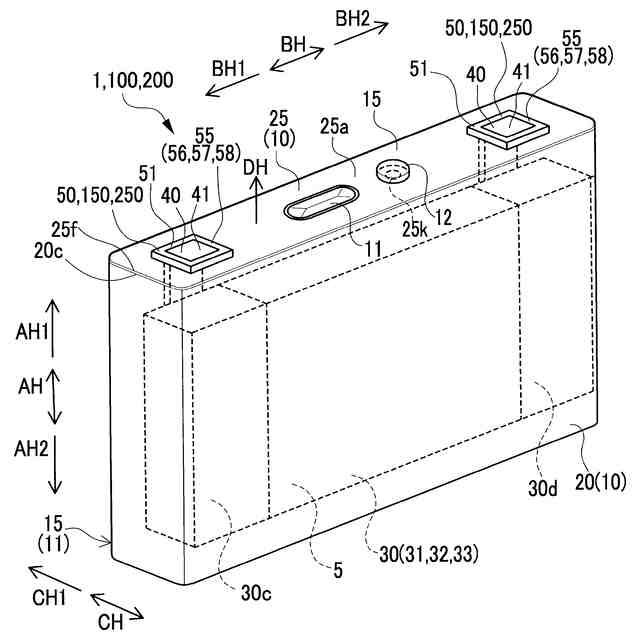
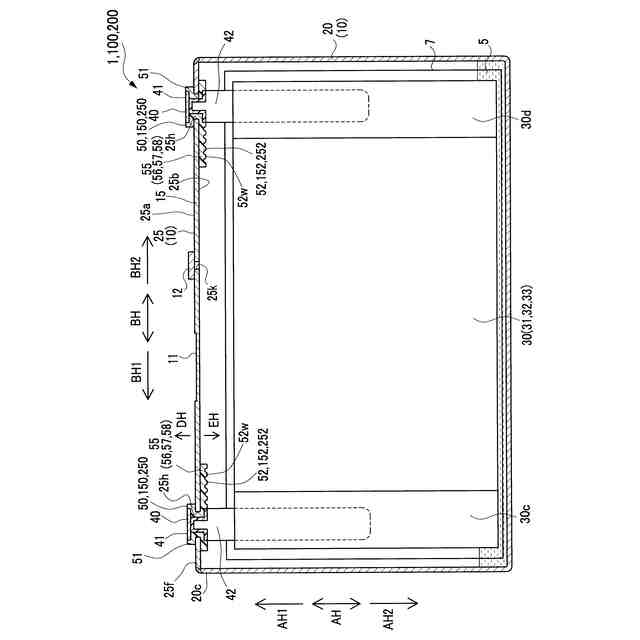
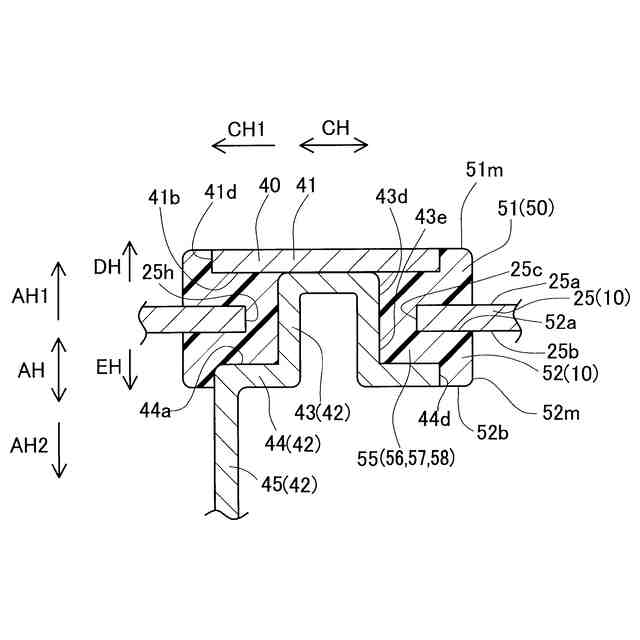
蓄電デバイスとして、直方体箱状のケースを構成する矩形板状のケース蓋部材(ケース部材)に、正負の端子部材がそれぞれ樹脂部材を介して固定された電池が知られている。具体的には、正負の端子部材は、それぞれ、ケース蓋部材に設けた挿通孔内に挿通されて、ケースの内部から外部に延びており、樹脂部材がケース蓋部材と端子部材の間を絶縁しつつ、これらに気密に接合し、ケース蓋部材に端子部材を固定している。
このような電池を製造するに当たり、樹脂部材をインサート成形することがある。即ち、ケース蓋部材の挿通孔内に端子部材を挿通した状態で、樹脂部材をインサート成形し、樹脂部材を介してケース蓋部材に端子部材を固定する。なお、関連する従来技術として、例えば特許文献1が挙げられる(特許文献1の図2、図6、図7等を参照)。
【先行技術文献】
【特許文献】
【0003】
特開2022-079172号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、樹脂部材の強度を向上させるためや、樹脂部材をなす樹脂材の線膨張係数を、ケース部材や端子部材をなす金属の線膨張係数に近づけるために、樹脂材に、ガラスファイバや炭素繊維などの繊維状のフィラーを添加することがある。
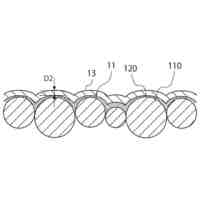
しかしながら、インサート成形の際、溶融樹脂に含まれる繊維状のフィラーは、溶融樹脂の流れに沿って配向がちであるので(フィラーの長手方向が溶融樹脂の流れと平行になるようにフィラーが配向がちであるので)、成形後の樹脂部材内でもフィラーが配向がちである。樹脂部材内でフィラーが配向していると、繊維状のフィラーの配向方向に沿う方向とフィラーの配向方向に直交する方向とで、樹脂部材の特性(線膨張係数や強度など)に異方性が生じるため、好ましくない。例えば、電池に冷熱サイクル試験を行ったときに、樹脂部材とケース部材或いは端子部材との間に生じる応力の方向と配向方向との関係により、樹脂部材とケース部材或いは端子部材との間に亀裂(シールの破壊)が生じる場合があることが判ってきた。
【0005】
本発明は、かかる現状に鑑みてなされたものであって、ケース部材に端子部材を固定する樹脂部材の特性(線膨張係数や強度など)に異方性が少ない蓄電デバイス、及び、蓄電デバイスの製造方法を提供する。
【課題を解決するための手段】
【0006】
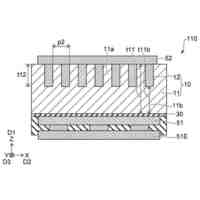
(1)上記課題を解決するための本発明の一態様は、挿通孔を含むケース部材と、前記ケース部材の前記挿通孔内に挿通された端子部材と、前記ケース部材と前記端子部材との間を絶縁しつつ、これらに気密に接合し、前記ケース部材に前記端子部材を固定する樹脂部材と、を備え、前記樹脂部材は、熱可塑性の主樹脂及び繊維状のフィラーを含む樹脂材からなり、インサート成形されてなる蓄電デバイスであって、前記樹脂部材は、前記ケース部材の内側に位置する樹脂内側部と、前記樹脂内側部から、前記挿通孔内を通じて、前記ケース部材の外側に延びる樹脂外側部と、を有し、前記樹脂内側部のうち、前記内側を向く樹脂内側面、及び、前記外側を向き前記ケース部材に接合する樹脂接合面の少なくともいずれかに、凹凸部が設けられており、この凹凸部の成形により、前記樹脂内側部に含まれる前記フィラーの向きを乱れさせてなる蓄電デバイスである。
【0007】
上述の蓄電デバイスでは、樹脂部材の樹脂内側部のうち、樹脂内側面及び樹脂接合面の少なくともいずれかに、凹凸部が設けられており、この凹凸部の成形により、樹脂内側部に含まれるフィラーの向きを乱れさせてなる。このため、この凹凸部が設けられていない場合に比べて、樹脂内側部においてフィラーの向きが乱れている。具体的には、樹脂内側部の各部位におけるフィラーの配向の程度(各部位に含まれるフィラーのうち、どの程度の割合のフィラーが、特定の方向を向いているのかの割合)が低くなっている(樹脂内側部の各部位において、特定の方向を向いているフィラーの量が少なくなっている)。また樹脂内側部の近隣する部位同士で、フィラーが同じような配向方向となっているのではなく、部位の位置を少し変化させると、フィラーの配向方向が変化する形態となっている。従って、この蓄電デバイスでは、上述の凹凸部がない場合に比べて、樹脂部材の特性(線膨張係数や強度など)に異方性が少ない。
【0008】
なお、「蓄電デバイス」としては、例えば、リチウムイオン二次電池、ナトリウムイオン二次電池、カルシウムイオン二次電池等の二次電池や、リチウムイオンキャパシタ等のキャパシタなどが挙げられる。
「主樹脂」とは、樹脂材を構成する樹脂材料のうち、重量割合が最も多い樹脂材料を指す。主樹脂に用いることができる熱可塑性樹脂としては、例えば、ポリフェニレンスルファイド(PPS)、ポリエーテルエーテルケトン(PEEK)、ポリテトラフルオロエチレン(PTFE)、パーフルオロアルコキシアルカン(PFA)などが挙げられる。
「繊維状のフィラー」としては、例えば、ガラスファイバや炭素繊維などが挙げられる。
また樹脂材には、上述の熱可塑性の主樹脂及び繊維状のフィラー以外の材料、例えば熱可塑性のエラストマーなどが含まれていてもよい。
【0009】
(2)(1)に記載の蓄電デバイスであって、前記凹凸部をなす多数の凸部及び凹部は、千鳥格子状に配置されてなる蓄電デバイスとすると良い。
【0010】
凹凸部をなす多数の凸部及び凹部を千鳥格子状に配置することで、凹凸部の成形に伴って、樹脂内側部に含まれるフィラーの向きが更に乱れる。従って、この蓄電デバイスでは、特に樹脂部材の特性に異方性が少ない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
後付地震遮断機
3日前
個人
超精密位置決め機構
4日前
東レ株式会社
積層多孔質膜
7日前
株式会社潤工社
同軸ケーブル
1か月前
CKD株式会社
巻回装置
6日前
個人
マルチバンドコイルアンテナ
19日前
株式会社GSユアサ
蓄電素子
13日前
株式会社大阪ソーダ
複合固体電解質
13日前
株式会社GSユアサ
蓄電装置
10日前
株式会社GSユアサ
蓄電装置
1か月前
矢崎総業株式会社
電線
14日前
日本特殊陶業株式会社
保持装置
11日前
ダイハツ工業株式会社
固定治具
13日前
株式会社ダイヘン
変圧器
25日前
住友電装株式会社
端子台
1か月前
オムロン株式会社
スイッチ装置
1か月前
日本化薬株式会社
電流遮断装置
4日前
日星電気株式会社
ケーブルアセンブリ
1か月前
日本特殊陶業株式会社
保持装置
6日前
ローム株式会社
チップ部品
17日前
TOWA株式会社
製造装置
11日前
東レエンジニアリング株式会社
実装装置
14日前
ローム株式会社
チップ部品
17日前
トヨタ自動車株式会社
電池パック
19日前
ローム株式会社
チップ部品
17日前
ローム株式会社
チップ部品
17日前
トヨタ自動車株式会社
電池パック
19日前
トヨタ自動車株式会社
電池パック
19日前
株式会社東芝
回路素子
5日前
株式会社村田製作所
アンテナ装置
5日前
個人
“hi-light surf.”
12日前
株式会社JVCケンウッド
放熱構造
18日前
太陽誘電株式会社
コイル部品
1か月前
三菱電機株式会社
半導体装置
6日前
株式会社ミトリカ
フラッシュランプ
1か月前
日新電機株式会社
ガス遮断器
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ