TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025128441
公報種別
公開特許公報(A)
公開日
2025-09-03
出願番号
2024025046
出願日
2024-02-22
発明の名称
被加工物の加工準備方法、及び、加工方法
出願人
株式会社ディスコ
代理人
個人
主分類
H01L
21/304 20060101AFI20250827BHJP(基本的電気素子)
要約
【課題】被加工物を樹脂を介してテーブルで保持した状態で加工する被加工物の加工準備方法を提供する。
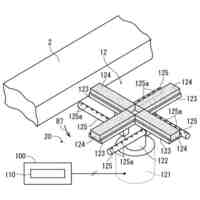
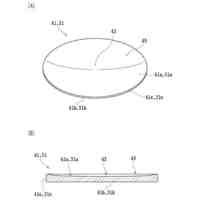
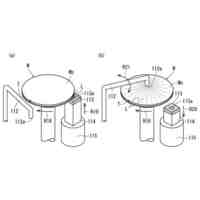
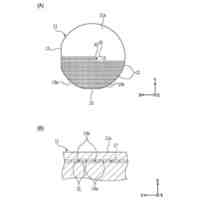
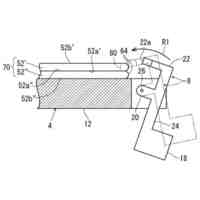
【解決手段】被加工物の加工準備方法は、テーブル2の上に樹脂を敷設する第一の樹脂供給ステップと、平坦部材を該樹脂に対面させて押圧して一体にして、外的刺激によって該樹脂を固化して第一の積層体を形成する第一の積層体形成ステップと、第一の積層体から平坦部材を剥離して第一の樹脂層31を形成する樹脂層形成ステップと、第一の樹脂層の上面にシートSを敷設するシート敷設ステップと、シートの上に樹脂25を敷設する第二の樹脂供給ステップと、保持手段4によって保持された被加工物である板状のウェハWを、樹脂に対面させて押圧して一体にして、外的刺激によって該樹脂を固化して第二の積層体42を形成する第二の積層体形成ステップと、第二の積層体から第一の樹脂層を取り除いて第三の積層体を形成する第三の積層体形成ステップと、を有する。
【選択図】図5
特許請求の範囲
【請求項1】
テーブルの上に樹脂を敷設する第一の樹脂供給ステップと、
保持手段によって保持された平坦部材を該テーブルの上面に敷設された該樹脂に対面させて押圧して一体にして、外的刺激によって該平坦部材とテーブルに挟まれた該樹脂を固化して第一の積層体を形成する第一の積層体形成ステップと、
該第一の積層体から該平坦部材を剥離して第一の樹脂層を形成する樹脂層形成ステップと、
該樹脂層形成ステップののちに該第一の樹脂層の上面にシートを敷設するシート敷設ステップと、
該シートの上に樹脂を敷設する第二の樹脂供給ステップと、
該保持手段によって保持された板状の被加工物を、該シートの上面に敷設された樹脂に対面させて押圧して一体にして、外的刺激によって該シートと該被加工物に挟まれた該樹脂を固化して第二の積層体を形成する第二の積層体形成ステップと、
該第二の積層体から該第一の樹脂層を取り除いて第三の積層体を形成する第三の積層体形成ステップと、を有する被加工物の加工準備方法。
続きを表示(約 1,200 文字)
【請求項2】
テーブルの上に樹脂を敷設する第一の樹脂供給ステップと、
保持手段によって保持された平坦部材を該テーブルの上面に敷設された該樹脂に対面させて押圧して一体にして、外的刺激によって該平坦部材とテーブルに挟まれた該樹脂を固化して第一の積層体を形成する第一の積層体形成ステップと、
該第一の積層体から該平坦部材を剥離して第一の樹脂層を形成する樹脂層形成ステップと、
該樹脂層形成ステップののちに該第一の樹脂層の上面にシートを敷設するシート敷設ステップと、
該シート敷設ステップののちに該シートの上面に板状物を設置する板状物設置ステップと
該板状物の上に樹脂を敷設する第二の樹脂供給ステップと、
該保持手段によって保持された板状の被加工物を、該板状物の上面に敷設された樹脂に対面させて押圧して一体にして、外的刺激によって該板状物と該被加工物に挟まれた該樹脂を固化して第二の積層体を形成する第二の積層体形成ステップと、
該第二の積層体から該第一の樹脂層と該シートを取り除いて第三の積層体を形成する第三の積層体形成ステップと、を有する被加工物の加工準備方法。
【請求項3】
該平坦部材の下面の面積が、該被加工物の下面の面積に比べて大きい、
ことを特徴とする請求項1に記載の被加工物の加工準備方法。
【請求項4】
該平坦部材の下面の面積が、該板状物の下面の面積、および、該被加工物の下面の面積に比べて大きく、
該板状物の上面の面積が、該被加工物の下面の面積に比べて大きい、
ことを特徴とする請求項2に記載の被加工物の加工準備方法。
【請求項5】
該樹脂は外的刺激で硬化する液状樹脂である、
ことを特徴とする請求項1乃至請求項4のいずれか一項に記載の被加工物の加工準備方法。
【請求項6】
請求項1に記載の被加工物の加工準備方法にて準備した該第三の積層体について、
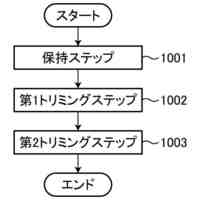
研削装置のチャックテーブルの保持面に該第三の積層体の該シートを保持させる保持ステップと、
該研削装置の研削手段によって該被加工物の上面を研削して所望の厚みに薄化する研削ステップと、
を行う加工方法。
【請求項7】
請求項2に記載の被加工物の加工準備方法にて準備した該第三の積層体について、
研削装置のチャックテーブルの保持面に該第三の積層体の該板状物を保持させる保持ステップと、
該研削装置の研削手段によって該被加工物の上面を研削して所望の厚みに薄化する研削ステップと、
を行う加工方法。
【請求項8】
該樹脂は外的刺激で硬化する液状樹脂である、
ことを特徴とする請求項6又は請求項7に記載の加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板状の被加工物の加工方法に関し、特に、被加工物を平面に研削するにあたり、ウェーハの片面を樹脂で被覆し、研削する際の基準面を形成するための加工、および、被加工物を研削して所定の厚みへと薄化加工するための準備方法に関する。また、準備した被加工物を加工する方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、例えば特許文献1に開示されるように、板状の加工物であるウェーハを薄化する場合に、薄化されるに伴ってウェーハの剛性が著しく低下するため、搬送・加工時の割れやたわみ等が発生する。この問題を防ぐために、ウェーハを剛性のある支持基板に貼り合わせて研削する研削方法が知られている。
【0003】
また、このような研削方法に関し、例えば、特許文献2に開示されるように、ウェーハが固定剤となる液状の樹脂を介して支持部材の表面に固定され、所定の厚みまで研削されることが知られている。
【先行技術文献】
【特許文献】
【0004】
特開2004-207606号公報
特開2011-119578公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献2に開示されるような加工をする場合において、ウェーハと固定剤と支持部材を貼り合わせた後の厚みのばらつきが小さい、つまりは、高平坦度が実現されることが必要とされる。仮に、平坦度が低い(厚みのばらつきが大きい)場合には、研削時の割れやチッピングの原因となってしまう。さらに、この平坦度に薄化の限界も依存することになる、つまりは、平坦度が低いために所望の薄さにまで薄化できない場合が生じる。
【0006】
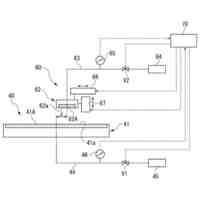
特許文献2に開示されるような装置構成において、例えば、貼り合わせ後の精度(樹脂の厚みばらつき)は、装置の各構成部材の部品精度や取り付け誤差に起因する平行度に大きく依存する。具体的には、被加工物であるウェーハを吸着保持するステージ(上基台、保持手段)と、支持部材および液状樹脂を敷設するステージ(定盤)との平行度は調整により高められるものの、部品交差や取付誤差によっては望んだ精度に到達することができず、貼り付けられた樹脂の厚みばらつきが複合体となったウェーハを研削したときの薄化の限界を決めることになる。これにより、ウェーハが所望の薄さに到達しない可能性や、また、到達したとしてもウェーハの厚みばらつきが大きく加工後の品質が悪くなるという問題がある。
【0007】
また、上述の平行度の調整の作業は、被加工物の薄化加工のためのみならず、被加工物を平面に研削するにあたり、ウェーハの片面を樹脂で被覆し、研削する際の基準面を形成するための加工にも必須の工程である。この調整の作業に多くの工数を要するという問題があり、改善が求められていた。
【0008】
本発明は以上の問題に鑑み、被加工物を樹脂を介してテーブルで保持した状態で加工する方法に関し、新規な技術を提案するものである。
【課題を解決するための手段】
【0009】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0010】
本発明の一態様によれば、テーブルの上に樹脂を敷設する第一の樹脂供給ステップと、保持手段によって保持された平坦部材を該テーブルの上面に敷設された該樹脂に対面させて押圧して一体にして、外的刺激によって該平坦部材とテーブルに挟まれた該樹脂を固化して第一の積層体を形成する第一の積層体形成ステップと、該第一の積層体から該平坦部材を剥離して第一の樹脂層を形成する樹脂層形成ステップと、該樹脂層形成ステップののちに該第一の樹脂層の上面にシートを敷設するシート敷設ステップと、該シートの上に樹脂を敷設する第二の樹脂供給ステップと、該保持手段によって保持された板状の被加工物を、該シートの上面に敷設された樹脂に対面させて押圧して一体にして、外的刺激によって該シートと該被加工物に挟まれた該樹脂を固化して第二の積層体を形成する第二の積層体形成ステップと、該第二の積層体から該第一の樹脂層を取り除いて第三の積層体を形成する第三の積層体形成ステップと、を有する被加工物の加工準備方法とするものである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
研削装置
今日
株式会社ディスコ
加工装置
6日前
株式会社ディスコ
固定機構
1か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
切削装置
21日前
株式会社ディスコ
加工装置
21日前
株式会社ディスコ
加工装置
15日前
株式会社ディスコ
加工装置
15日前
株式会社ディスコ
支持基板
14日前
株式会社ディスコ
加工装置
13日前
株式会社ディスコ
研削装置
9日前
株式会社ディスコ
固定構造
16日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
2日前
株式会社ディスコ
加工装置
2日前
株式会社ディスコ
薬液管理方法
8日前
株式会社ディスコ
検査ユニット
1か月前
株式会社ディスコ
気液分離配管
20日前
株式会社ディスコ
基板の製造方法
12日前
株式会社ディスコ
ブレード着脱具
14日前
株式会社ディスコ
基板の製造方法
13日前
株式会社ディスコ
基板の接合方法
12日前
株式会社ディスコ
ドレッシング方法
5日前
株式会社ディスコ
板状物の処理方法
1か月前
株式会社ディスコ
負荷試験システム
1か月前
株式会社ディスコ
マスクの形成方法
29日前
株式会社ディスコ
成形品の製造方法
27日前
株式会社ディスコ
被加工物の加工方法
1か月前
株式会社ディスコ
被加工物の加工方法
1か月前
株式会社ディスコ
ウエーハの加工方法
1か月前
株式会社ディスコ
被加工物の加工方法
1か月前
株式会社ディスコ
被加工物の加工方法
1か月前
株式会社ディスコ
ウエーハの加工方法
1か月前
株式会社ディスコ
ウエーハの加工方法
27日前
株式会社ディスコ
ウエーハの加工装置
5日前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ