TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025155278
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2024059013
出願日
2024-04-01
発明の名称
衝突推定プログラム、衝突推定装置および切削加工機
出願人
DGSHAPE株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
G05B
19/4061 20060101AFI20251006BHJP(制御;調整)
要約
【課題】加工ツールが被切削物以外のものに衝突するか否かを把握可能な衝突推定プログラムを提供すること。
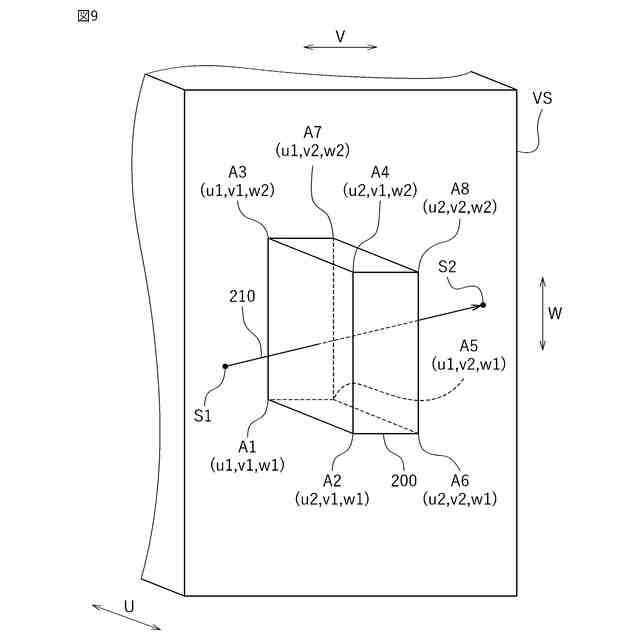
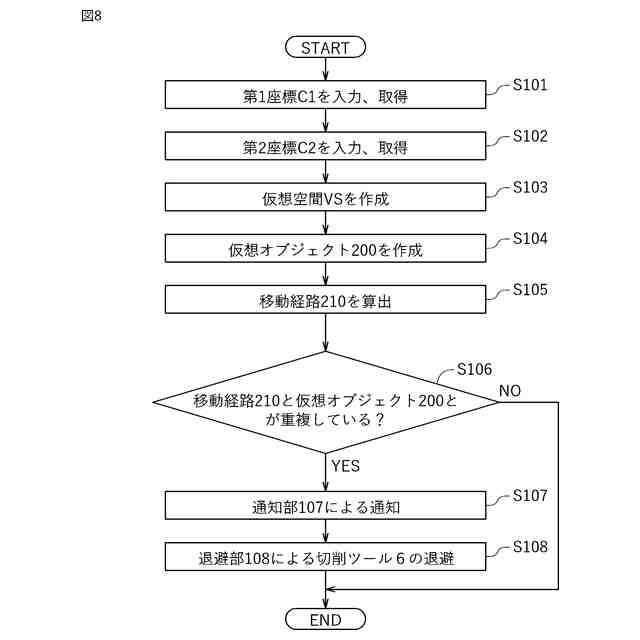
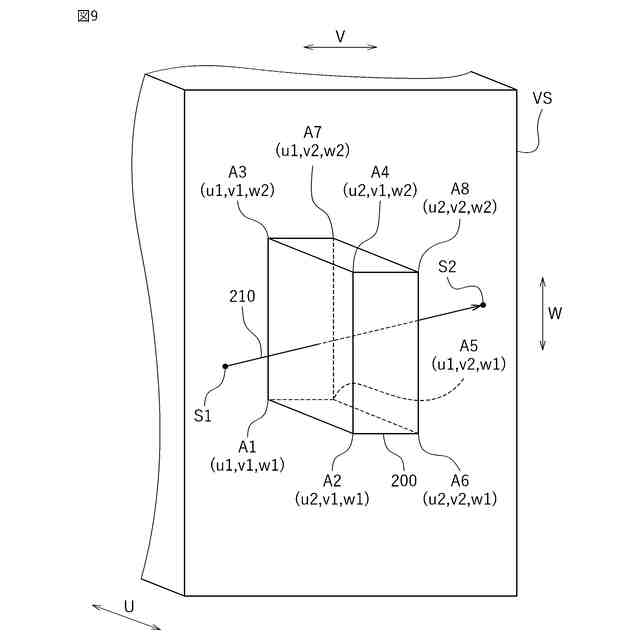
【解決手段】仮想オブジェクト作成部104により仮想空間VSに仮想オブジェクト200が作成される。経路算出部105は、仮想空間VSにおいて移動経路210を算出する。移動経路210は、切削加工機10の加工ツール6が移動する経路に相当する。判定部106は、移動経路210と仮想オブジェクト200とが重複するか否かを判定する。これにより、加工ツール6がオブジェクトに衝突するか否かを把握することができる。
【選択図】図9
特許請求の範囲
【請求項1】
少なくとも一つのオブジェクトが配置され、被切削物の切削加工に関する処理が実行される空間の内部において、加工ツールが配置される座標である第1座標を取得する第1座標取得部と、
前記空間における前記第1座標と異なる座標である第2座標を取得する第2座標取得部と、
前記空間に対応した仮想空間にて前記オブジェクトに対応した仮想オブジェクトを作成する仮想オブジェクト作成部と、
前記加工ツールが前記第1座標から前記第2座標に向かって移動するときの、前記加工ツールの前記仮想空間における移動経路を算出する経路算出部と、
前記仮想空間において、前記移動経路と前記仮想オブジェクトとの重複の有無を判定する判定部と、をコンピュータに実現させるように構成された、衝突推定プログラム。
続きを表示(約 890 文字)
【請求項2】
前記第1座標および前記第2座標は、前記加工ツールの先端部が配置される座標である、請求項1に記載の衝突推定プログラム。
【請求項3】
前記判定部により前記移動経路と前記仮想オブジェクトとが重複すると判定されたことを通知する通知部をさらにコンピュータに実現させるように構成された、請求項1に記載の衝突推定プログラム。
【請求項4】
前記判定部により前記移動経路と前記仮想オブジェクトとが重複すると判定されたときに、前記加工ツールが前記第1座標から前記第2座標に向かって移動するときの前記加工ツールの前記仮想空間における経路であり、かつ、前記仮想オブジェクトとの重複を回避する経路である迂回経路を算出する、迂回経路算出部をさらにコンピュータに実現させるように構成された、請求項1に記載の衝突推定プログラム。
【請求項5】
請求項1から4のいずれか一つに記載の衝突推定プログラムがインストールされ、インストールされた前記衝突推定プログラムが実行されるように構成された衝突推定装置。
【請求項6】
請求項5に記載の衝突推定装置と、
内部に前記空間が形成されたケース本体と、
前記加工ツールと、
前記加工ツールを移動させるツール移動装置と、を備えた切削加工機。
【請求項7】
前記オブジェクトを移動するオブジェクト移動装置を備え、
前記衝突推定プログラムは、前記オブジェクト移動装置により前記オブジェクトが移動したときに、前記仮想オブジェクトの位置を補正する位置補正部をさらにコンピュータに実現させるように構成された、請求項6に記載の切削加工機。
【請求項8】
前記衝突推定プログラムは、前記判定部により、前記移動経路と前記仮想オブジェクトとが重複すると判定されたときに、前記加工ツールと前記オブジェクトとの干渉を回避する退避位置に前記加工ツールを移動させる退避部をさらにコンピュータに実現させるように構成された、請求項6に記載の切削加工機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、衝突推定プログラム、衝突推定装置および切削加工機に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来から、スピンドルに取り付けられた加工ツールを用いて、ケース本体の内部で被切削物を切削加工する切削加工機が知られている。例えば、特許文献1には、被切削物の切削加工が行われる加工空間を有するケース本体と、加工ツールと、制御装置と、を備える切削加工機が開示されている。制御装置は、切削加工機の種々の駆動機構やモータを制御する。かかる切削加工機では、切削データに基づいて、制御装置が当該駆動機構や当該モータを制御する。これにより、加工空間の内部において、加工ツールと被切削物との相対的な位置関係が3次元的に変化され、被切削物が切削加工される。被切削物が切削加工されることにより、被切削物をユーザーの所望の形状に加工することができる。
【先行技術文献】
【特許文献】
【0003】
特開2020-28966号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、かかる切削加工機では、ケース本体の内部に被切削物以外のものが配置されていることがある。被切削物以外のものとしては、例えば、加工ツールを複数ストックする箱状のツールストッカや、被切削物を回転させるための回転装置などである。ここで、例えば、作業者が切削データに依らず、スピンドルを移動させる場合がある。かかる場合、ツールストッカ等の配置や、スピンドルに取り付いた加工ツールのサイズによっては、加工ツールがツールストッカ等の被切削物以外のものに衝突する虞がある。
【0005】
本発明は、かかる点に鑑みてなされたものであり、その目的は、加工ツールが被切削物以外のものに衝突するか否かを把握可能な衝突推定プログラムを提供することである。
【課題を解決するための手段】
【0006】
本発明の衝突推定プログラムは、少なくとも一つのオブジェクトが配置され、被切削物が切削加工に関する空間の内部における、加工ツールの座標である第1座標を取得する第1座標取得部と、前記第1座標と異なる座標である第2座標を取得する第2座標取得部と、前記空間に対応した仮想空間にて前記オブジェクトに対応した仮想オブジェクトを作成する仮想オブジェクト作成部と、前記仮想空間において、前記加工ツールが前記第1座標から前記第2座標に向かって移動するときの、前記加工ツールの移動経路を算出する経路算出部と、前記仮想空間における前記移動経路と前記仮想オブジェクトとの重複の有無を判定する判定部と、をコンピュータに実現させるように構成されている。
【0007】
本発明の衝突推定プログラムによれば、前記仮想オブジェクト作成部により前記仮想空間に前記仮想オブジェクトが作成される。前記仮想オブジェクトは、前記オブジェクトに対応している。また、前記第1座標取得部が取得した第1座標と、前記第2座標取得部が取得した前記第2座標と、に基づいて、前記加工ツールが前記第1座標から前記第2座標に移動するときの前記仮想空間における移動経路を前記経路算出部が算出する。前記判定部は、前記移動経路と前記仮想オブジェクトとの重複の有無を判定する。前記移動経路と前記仮想オブジェクトとが重複すると判定された場合、前記加工ツールを前記第1座標から前記第2座標に向かって移動させると、前記加工ツールが前記オブジェクトに衝突すると推定される。前記移動経路と前記仮想オブジェクトとが重複しないと判定された場合、前記加工ツールを前記第1座標から前記第2座標に向かって移動させても前記加工ツールが前記オブジェクトに衝突しないと推定される。したがって、前記加工ツールを前記第1座標から前記第2座標に移動させることができる。これにより作業者は、前記加工ツールを移動させる前に、前記加工ツールが前記オブジェクトに衝突するか否かを把握することができる。
【発明の効果】
【0008】
本発明によれば、加工ツールが被切削物以外のものに衝突するか否かを把握可能な衝突推定プログラムを提供することができる。
【図面の簡単な説明】
【0009】
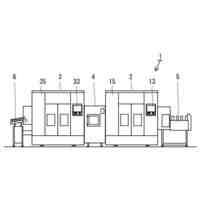
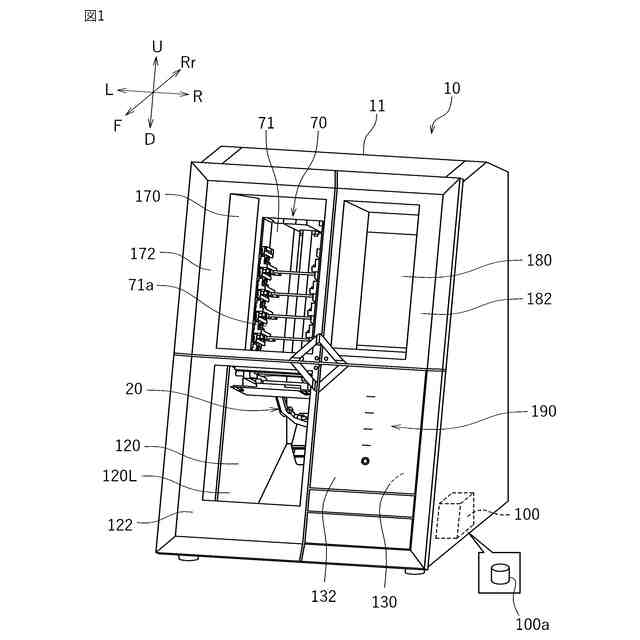
第1実施形態にかかる切削加工機の斜視図である。
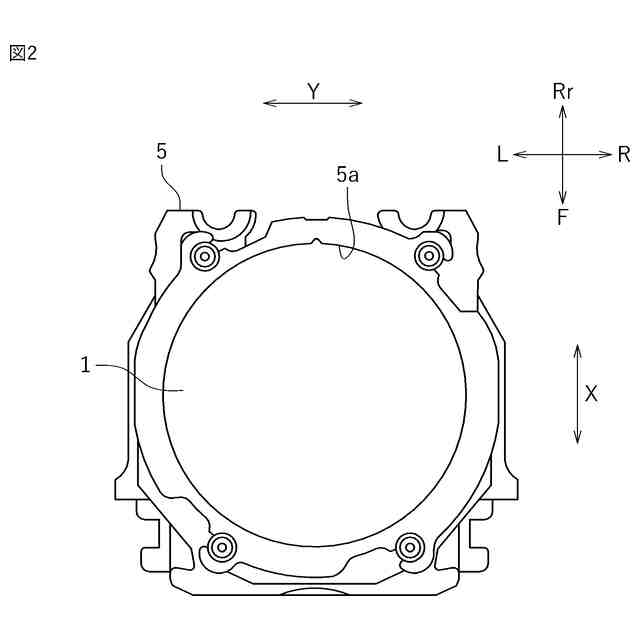
被切削物およびアダプタの平面図である。
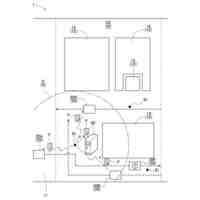
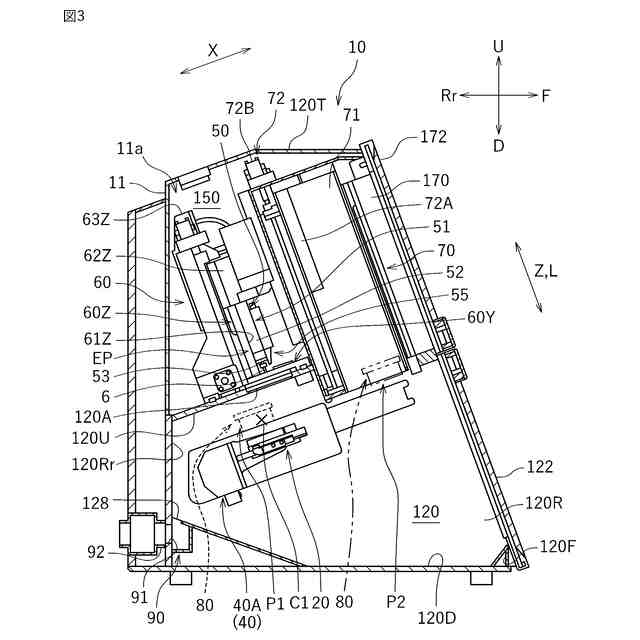
左方から見た切削加工機の縦断面図である。
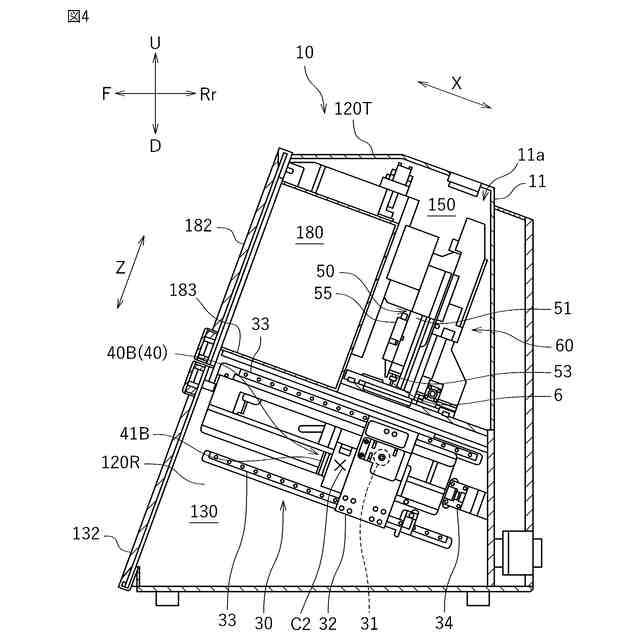
右方から見た切削加工機の縦断面図である。
ワークホルダの平面図である。
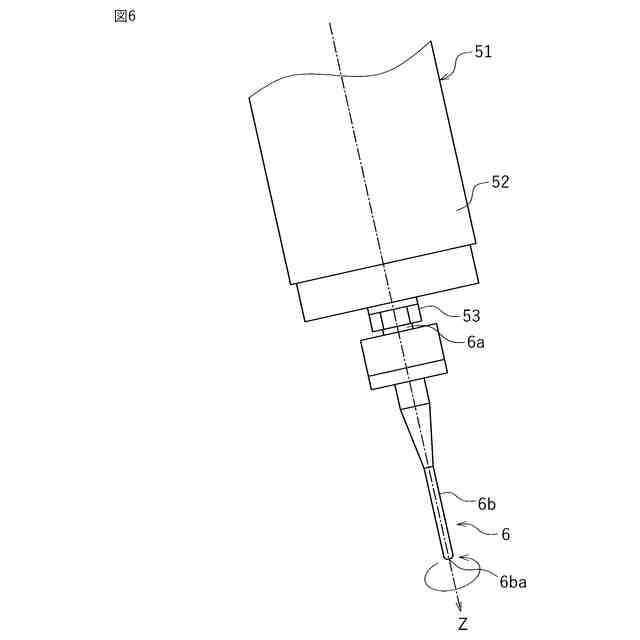
加工ツールの拡大図である。
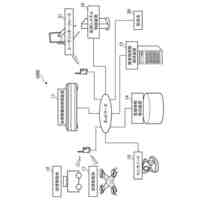
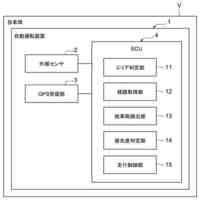
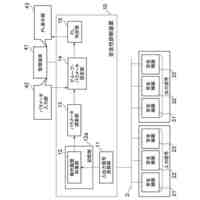
第1実施形態にかかる切削加工機のブロック図である。
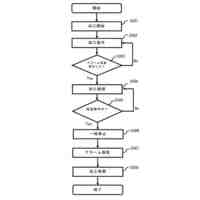
第1実施形態にかかる加工ツールとオブジェクトとの衝突の有無を推定するフローチャートである。
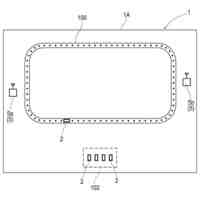
第1実施形態にかかる仮想空間を示す模式図である。
第2実施形態にかかる切削加工機のブロック図である。
第2実施形態にかかる仮想空間および仮想オブジェクトを示す模式図である。
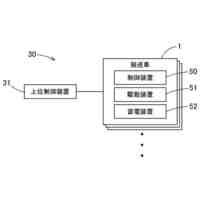
第3実施形態にかかる切削加工機のブロック図である。
第3実施形態にかかる加工ツールとオブジェクトとの衝突の有無を推定する手順を示すフローチャートである。
第3実施形態にかかる迂回経路を示す模式図である。
【発明を実施するための形態】
【0010】
<第1実施形態>
以下、図面を参照しながら、本発明の第1実施形態にかかる切削加工機について説明する。なお、ここで説明する実施形態は、本発明を特に限定することを意図したものではない。また、同じ作用を奏する部材・部位には同じ符号を付し、重複する説明は適宜省略または簡略化する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
生産早送り装置
2か月前
株式会社豊田自動織機
産業車両
2か月前
株式会社カネカ
製造システム
2か月前
オムロン株式会社
スレーブ装置
1か月前
ローム株式会社
基準電圧源
1か月前
株式会社FUJI
加工機械ライン
3か月前
愛知製鋼株式会社
車両用システム
2か月前
株式会社熊谷組
障害物の検出方法
27日前
新電元工業株式会社
作業用ロボット
25日前
株式会社クボタ
作業車
5日前
個人
作業車両自動化システム
3か月前
愛知製鋼株式会社
目標軌跡の設定方法
3か月前
豊田合成株式会社
機器制御装置
1か月前
株式会社ダイフク
搬送設備
1か月前
株式会社ダイフク
搬送設備
2か月前
株式会社ダイフク
搬送設備
2か月前
トヨタ自動車株式会社
生産管理システム
3か月前
トヨタ自動車株式会社
移動制御システム
2か月前
キヤノン電子株式会社
加工装置、及び、制御方法
3か月前
トヨタ自動車株式会社
減圧弁
3か月前
キヤノン株式会社
配送システム
2か月前
エイブリック株式会社
電流補償回路及び半導体装置
21日前
トヨタ自動車株式会社
クラッチペダル
2か月前
株式会社ダイフク
物品搬送設備
1か月前
株式会社ダイフク
物品搬送設備
6日前
トヨタ自動車株式会社
制御装置
1か月前
株式会社ダイフク
物品搬送設備
4か月前
カヤバ株式会社
減圧弁
1か月前
マーク ヘイリー
消防ロボット
3か月前
日野自動車株式会社
自動運転装置
26日前
愛知製鋼株式会社
マーカシステム及び制御方法
2か月前
株式会社アマダ
工作機械制御装置
26日前
株式会社CAOS
移動体の制御システム
1か月前
ルネサスエレクトロニクス株式会社
半導体装置
2か月前
株式会社TMEIC
安全性診断装置
1か月前
村田機械株式会社
搬送車システム
26日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ