TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025086480
公報種別
公開特許公報(A)
公開日
2025-06-09
出願番号
2023200478
出願日
2023-11-28
発明の名称
シート製造装置及びシート製造方法
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
D04H
1/732 20120101AFI20250602BHJP(組みひも;レース編み;メリヤス編成;縁とり;不織布)
要約
【課題】ウェブを加圧及び加熱することで成形されるシートに変形が発生する虞がある。
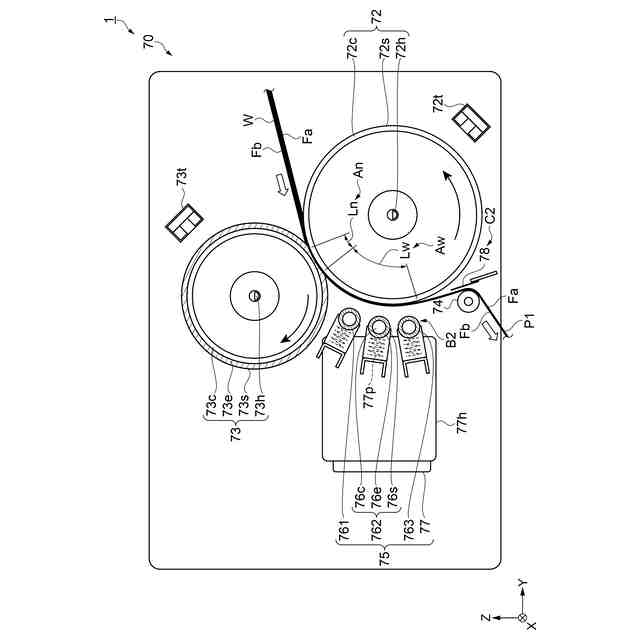
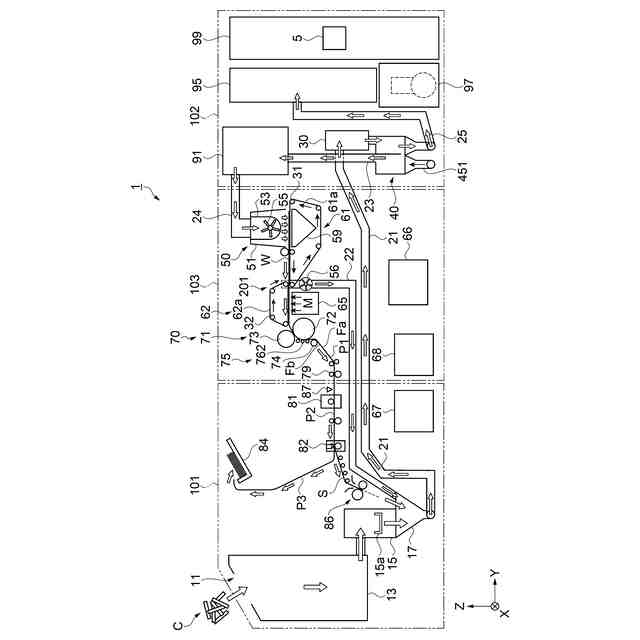
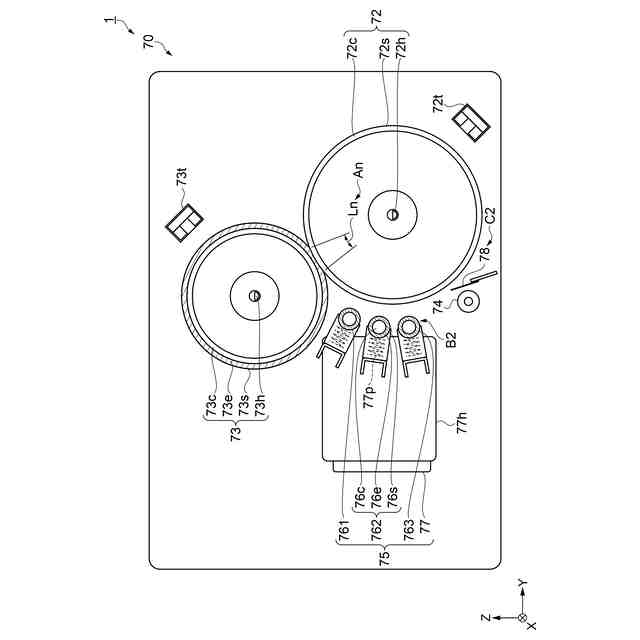
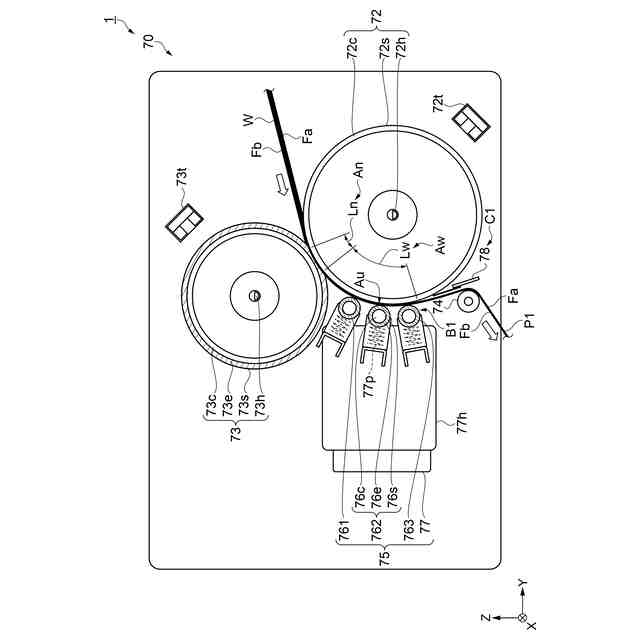
【解決手段】シート製造装置1は、ウェブWを形成する堆積部50と、ウェブWをシートP1に成形する成形部70と、制御部5と、を備え、成形部70は、ウェブW及びシートP1を加熱する第1ローラー72と、第1ローラー72との間にウェブWをニップする第2ローラー73と、第1ローラー72の下流に設けられ、シートP1を第1ローラー72に巻き掛ける巻き掛けローラー74と、第1ローラー72に巻き掛けられたシートP1を第1ローラー72に向けて押し付ける押さえローラー761,762,763と、押さえローラー761,762,763の位置を変更する押さえローラー移動部77と、を有し、制御部5は、シートP1の先端の位置に基づいて、押さえローラー移動部77を制御する。
【選択図】図11
特許請求の範囲
【請求項1】
繊維を含む材料を堆積させることで、ウェブを形成する堆積部と、
前記ウェブを加圧及び加熱することでシートに成形する成形部と、
制御部と、
を備え、
前記成形部は、
前記ウェブ及び前記シートを加熱する第1ローラーと、
前記第1ローラーとの間に前記ウェブをニップする第2ローラーと、
前記シートが搬送される搬送方向において前記第1ローラーの下流に設けられ、前記シートを前記第1ローラーに巻き掛ける巻き掛けローラーと、
前記第1ローラーに巻き掛けられた前記シートを前記第1ローラーに向けて押し付ける押さえローラーと、
前記押さえローラーの位置を変更する押さえローラー移動部と、
を有し、
前記制御部は、前記シートの前記搬送方向における前記下流側の端である先端の位置に基づいて、前記押さえローラー移動部を制御する、
ことを特徴とするシート製造装置。
続きを表示(約 1,200 文字)
【請求項2】
前記押さえローラー移動部は、前記押さえローラーが前記シートを前記第1ローラーに押し付ける押付荷重を変化させるバネを備える、
ことを特徴とする請求項1に記載のシート製造装置。
【請求項3】
繊維を含む材料を堆積させることで形成されたウェブを加圧及び加熱することでシートに成形するシート製造方法であって、
加熱された第1ローラーと第2ローラーとの間に前記ウェブをニップした状態で前記第1ローラーを回転させることで、前記ウェブを前記シートに成形することと、
前記第1ローラーに巻き掛けた前記シートを、押し付け位置にある押さえローラーによって前記第1ローラーに押し付けた状態で、前記シートが搬送される搬送方向における下流に搬送することと、
を含み、
前記第1ローラーの温度、前記第1ローラーの回転状態、及び前記シートの前記下流側の端である先端の位置に基づいて、前記押さえローラーの位置を変更する、
ことを特徴とするシート製造方法。
【請求項4】
前記第1ローラーが回転しており、前記第1ローラーの温度が設定温度であり、前記第1ローラーの前記下流において前記シートを搬送する搬送ローラー対に、前記シートの前記先端が到達しているとき、
前記第1ローラーに巻き掛けた前記シートを、前記押し付け位置にある前記押さえローラーによって前記第1ローラーに押し付ける、
ことを特徴とする請求項3に記載のシート製造方法。
【請求項5】
前記第1ローラーが回転しており、かつ前記第1ローラーの温度が設定温度になったら、
前記第1ローラーに前記押さえローラーを接触させる、
ことを特徴とする請求項3に記載のシート製造方法。
【請求項6】
前記押さえローラーを接触させた状態の前記第1ローラーに前記シートを巻き掛ける、
ことを特徴とする請求項5に記載のシート製造方法。
【請求項7】
前記第1ローラーの前記下流において前記シートを搬送する搬送ローラー対に、前記シートの前記先端が前記搬送ローラー対に到達したら、
前記第1ローラーに巻き掛けられた前記シートから前記押さえローラーを離れさせた後、前記第1ローラーに巻き掛けられた前記シートに前記押さえローラーを再度接触させる、
ことを特徴とする請求項5に記載のシート製造方法。
【請求項8】
前記第1ローラーに接触させた前記押さえローラーと前記第1ローラーとの間に前記シートの前記先端がニップされるときに前記シートに作用する押付荷重は、前記押し付け位置にある前記押さえローラーが前記シートを前記第1ローラーに向けて押し付けることで前記シートに作用する押付荷重より小さい、
ことを特徴とする請求項5から請求項7のいずれか一項に記載のシート製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、シート製造装置及びシート製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
特許文献1には、繊維を堆積させたウェブを一対の加熱加圧ローラーで加熱加圧することで、ウェブを連続的に搬送しながらシートを成形するシート製造装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2016-204821号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1のシート製造装置では、シートの搬送方向における加熱加圧ローラーの下流において、成形されたシートが乾燥することで収縮し、シートに皺等の変形が発生しやすい。この場合、シートの搬送方向における加熱加圧ローラーの下流において、シートの搬送不良が発生する虞がある。
【課題を解決するための手段】
【0005】
シート製造装置は、繊維を含む材料を堆積させることで、ウェブを形成する堆積部と、前記ウェブを加圧及び加熱することでシートに成形する成形部と、制御部と、を備え、前記成形部は、前記ウェブ及び前記シートを加熱する第1ローラーと、前記第1ローラーとの間に前記ウェブをニップする第2ローラーと、前記シートが搬送される搬送方向において前記第1ローラーの下流に設けられ、前記シートを前記第1ローラーに巻き掛ける巻き掛けローラーと、前記第1ローラーに巻き掛けられた前記シートを前記第1ローラーに向けて押し付ける押さえローラーと、前記押さえローラーの位置を変更する押さえローラー移動部と、を有し、前記制御部は、前記シートの前記搬送方向における下流側の端である先端の位置に基づいて、前記押さえローラー移動部を制御する。
【0006】
シート製造方法は、繊維を含む材料を堆積させることで形成されたウェブを加圧及び加熱することでシートに成形するシート製造方法であって、加熱された第1ローラーと第2ローラーとの間に前記ウェブをニップした状態で前記第1ローラーを回転させることで、前記ウェブを前記シートに成形することと、前記第1ローラーに巻き掛けた前記シートを、押し付け位置にある押さえローラーによって前記第1ローラーに押し付けた状態で、前記シートが搬送される搬送方向における下流に搬送することと、を含み、前記第1ローラーの温度、前記第1ローラーの回転状態、及び前記シートの前記下流側の端である先端の位置に基づいて、前記押さえローラーの位置を変更する。
【図面の簡単な説明】
【0007】
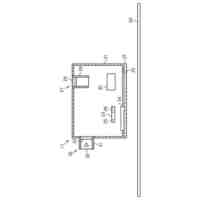
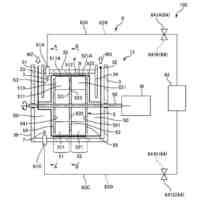
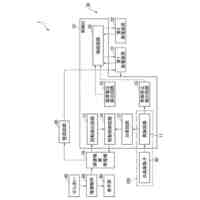
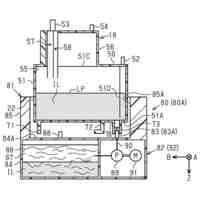
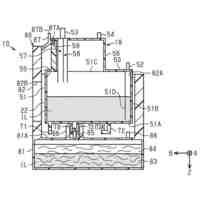
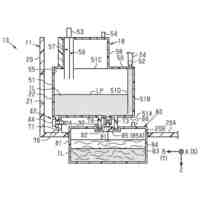
実施形態1に係るシート製造装置を示す模式側面図。
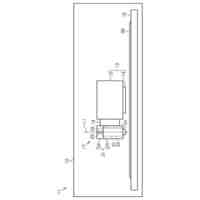
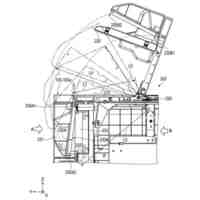
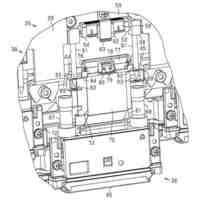
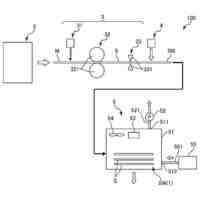
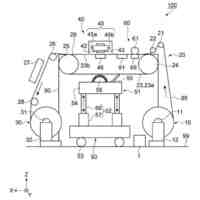
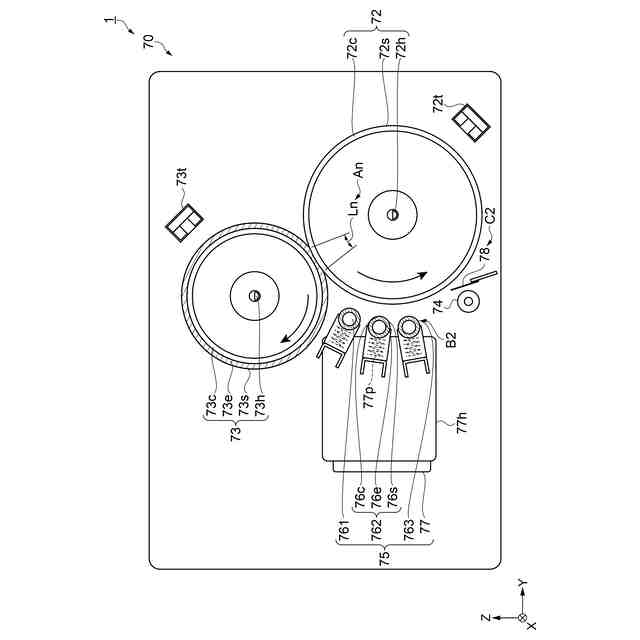
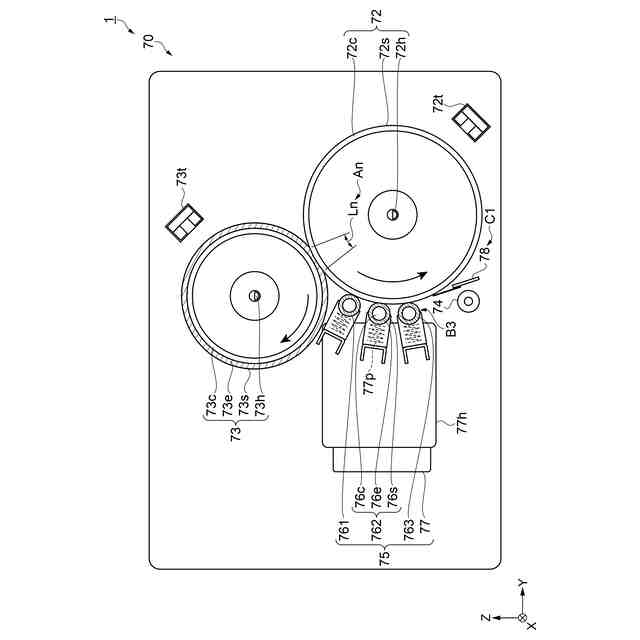
シート製造装置が備える成形部を示す模式側面図。
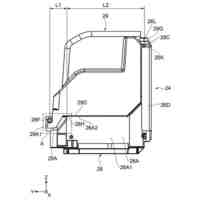
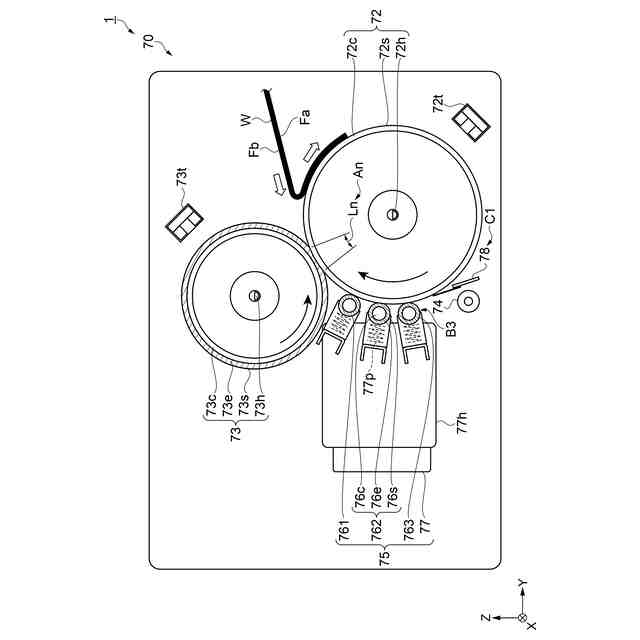
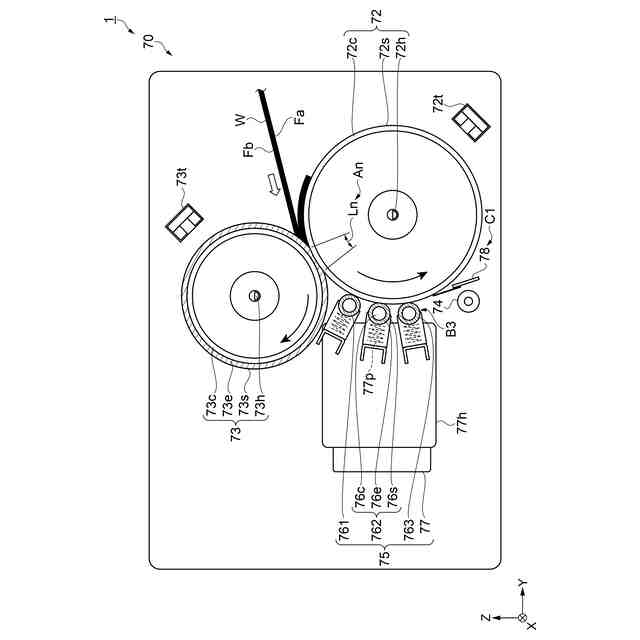
シート製造装置が備える成形部がウェブをシートに成形する形態を示す模式側面図。
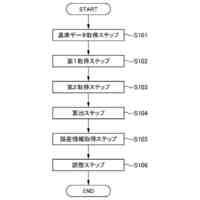
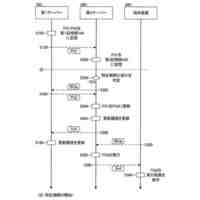
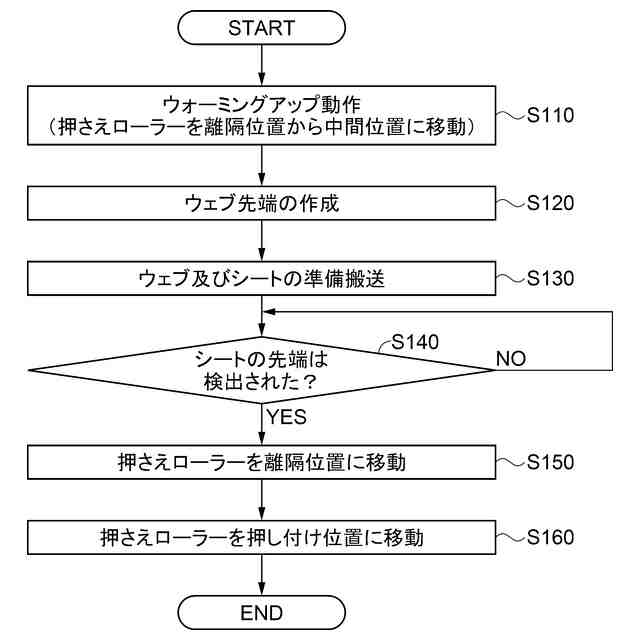
先端通過処理を示すフローチャート。
先端通過処理におけるウォーミングアップ動作時の成形部を示す模式側面図。
先端通過処理におけるウォーミングアップ動作時の成形部を示す模式側面図。
先端通過処理におけるウェブ先端の作成時の成形部を示す模式側面図。
先端通過処理におけるウェブ先端の作成時の成形部を示す模式側面図。
先端通過処理におけるウェブ及びシートの準備搬送時の成形部を示す模式側面図。
先端通過処理において第1ローラーにシートが巻き掛けられるときの成形部を示す模式側面図。
先端通過処理においてシートから押さえローラーを離れさせたときの成形部を示す模式側面図。
先端通過処理においてシートに押さえローラーを再度接触させたときの成形部を示す模式側面図。
【発明を実施するための形態】
【0008】
以下、実施形態に基づいて本開示が説明される。以下の実施形態では、繊維を含む材料からシートP1,P2,P3を製造するシート製造装置1として、乾式にて古紙などの紙片を再生するシート製造装置1を例示し、図面を参照して説明する。本発明のシート製造装置1は、乾式であることに限定されず、湿式であってもよい。本実施形態において乾式とは、主に古紙を繊維化する工程が液体中で実施されずに、大気などの空気中で実施されることをいう。
【0009】
各図において同一部材には同一符号を付し、重複する説明は省略する。尚、本明細書において、「同じ」、「同一」、「同時」とは、完全に同じであることのみを指さない。例えば、本明細書において、「同じ」、「同一」、「同時」とは、測定誤差を考慮して同じである場合を含むものとする。また、例えば、本明細書において、「同じ」、「同一」、「同時」とは、部材の製造ばらつきを考慮して同じである場合を含むものとする。
【0010】
また、例えば、本明細書において、「同じ」、「同一」、「同時」とは、機能を損なわない範囲で同じである場合を含むものとする。よって、例えば、「両者の寸法が同じである」とは、測定誤差、部材の製造ばらつきを考慮し、両者の寸法差が、一方の寸法の±5パーセント以内、特に好ましくは±3パーセント以内であることを指す。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
セイコーエプソン株式会社
印刷装置
1日前
セイコーエプソン株式会社
印刷装置
3日前
セイコーエプソン株式会社
印刷装置
3日前
セイコーエプソン株式会社
印刷装置
今日
セイコーエプソン株式会社
印刷装置
1日前
セイコーエプソン株式会社
印刷装置
今日
セイコーエプソン株式会社
印刷装置
3日前
セイコーエプソン株式会社
印刷装置
3日前
セイコーエプソン株式会社
微細化装置
今日
セイコーエプソン株式会社
画像読取装置
3日前
セイコーエプソン株式会社
電子制御式機械時計
1日前
セイコーエプソン株式会社
栽培用培地の製造方法
今日
セイコーエプソン株式会社
スクリーンの製造方法
3日前
セイコーエプソン株式会社
インクジェットインク組成物
3日前
セイコーエプソン株式会社
電気光学装置および電子機器
今日
セイコーエプソン株式会社
レーザー干渉計および分光装置
今日
セイコーエプソン株式会社
液体回収装置及び液体回収容器
今日
セイコーエプソン株式会社
情報管理システム、及びサーバー
今日
セイコーエプソン株式会社
制御方法およびロボットシステム
3日前
セイコーエプソン株式会社
ヘッドユニット、及び液体吐出装置
3日前
セイコーエプソン株式会社
プリントヘッド、及び液体吐出装置
3日前
セイコーエプソン株式会社
液体回収システム及び液体回収容器
今日
セイコーエプソン株式会社
ヘッドユニット、及び液体吐出装置
1日前
セイコーエプソン株式会社
位相補間回路、回路装置及び発振器
今日
セイコーエプソン株式会社
表示装置および表示装置の制御方法
3日前
セイコーエプソン株式会社
スクリーン装置及び空間演出システム
今日
セイコーエプソン株式会社
プログラムの更新方法及び情報処理システム
3日前
セイコーエプソン株式会社
捺染インクジェットインク組成物及び記録方法
今日
セイコーエプソン株式会社
電気光学装置、表示モジュールおよび電子機器
今日
セイコーエプソン株式会社
流路接続構造、液体吐出装置、及び流路形成方法
今日
セイコーエプソン株式会社
液体吐出装置、液体回収システム及び液体回収容器
今日
セイコーエプソン株式会社
情報管理システム、管理装置、プログラム、及びサーバー
1日前
セイコーエプソン株式会社
情報管理システム、管理装置、プログラム、及びサーバー
1日前
セイコーエプソン株式会社
情報処理装置、情報処理装置の制御方法およびプログラム
今日
セイコーエプソン株式会社
再生シート生成システム、再生シート生成方法及びプログラム
3日前
セイコーエプソン株式会社
再生シート生成システム、再生シート生成方法及びプログラム
3日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ