TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025113119
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2024097638
出願日
2024-06-17
発明の名称
フェライト成形プロセス、フェライト成形金型及びフェライト
出願人
昆山聯滔電子有限公司
,
Lanto Electronic Limited
代理人
アクシス国際弁理士法人
主分類
H01F
41/02 20060101AFI20250725BHJP(基本的電気素子)
要約
【課題】高い歩留まりを有するフェライト成形プロセス、フェライト成形金型及びフェライトを提供する。
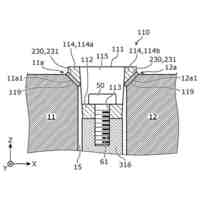
【解決手段】成形プロセスは、フェライトの隙間を形成するための隙間成形構造が設けられた成形金型に粉末材料を入れるステップ、粉末材料をプレスして成形体を形成するステップ、成形体を加熱炉に入れて焼結して焼結体を形成するステップ及び焼結体に対して成形処理を行って、フェライトを得るステップを含む。成形金型は、成形キャビティ及びフェライトの隙間を形成するための隙間成形構造が設けられた主成形金型を備え、焼結後に隙間成形を行う必要がなく、フェライトのプロセスフローを簡略化し、隙間成形設備の投資を減少させ、焼結体が隙間成形のステップにおいて破断してしまう状況が現れることを防止し、焼結体の構造を強くし、さらに、フェライトが組立段階において破断してしまうリスクを低減させ、これにより、フェライトの歩留まりを向上させる。
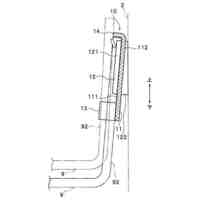
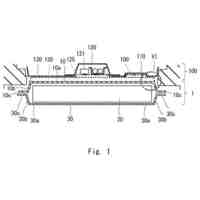
【選択図】図1
特許請求の範囲
【請求項1】
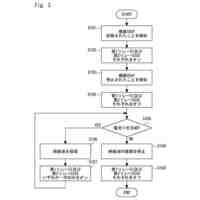
フェライト(100)の隙間を形成するための隙間成形構造が設けられた成形金型に粉末材料を入れるステップS1と、
粉末材料をプレスして成形体を形成するステップS2と、
前記成形体を加熱炉に入れて焼結して焼結体(200)を形成するステップS3と、
前記焼結体(200)に対して成形処理を行って、フェライト(100)を得るステップS4とを含む、
ことを特徴とするフェライト成形プロセス。
続きを表示(約 1,700 文字)
【請求項2】
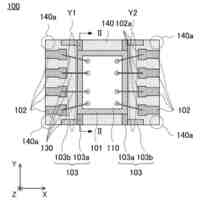
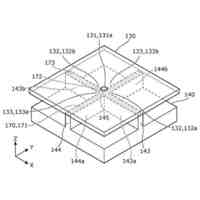
前記フェライト(100)は、1つの金型で一体的に形成された本体構造(110)及びボス構造(120)を備える、
ことを特徴とする請求項1に記載のフェライト成形プロセス。
【請求項3】
前記フェライト(100)は、2つの金型で別体に形成された本体構造(110)及びボス構造(120)を備える、
ことを特徴とする請求項1に記載のフェライト成形プロセス。
【請求項4】
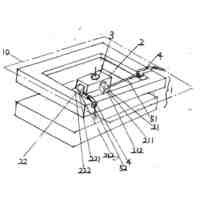
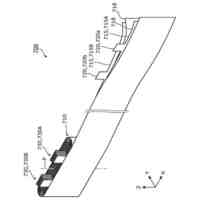
ステップS1において、前記隙間成形構造を備える本体金型(600)、及びボス金型(700)にいずれも粉末材料を入れ、
ステップS2において、前記本体金型(600)でプレスして本体成形体を形成し、前記ボス金型(700)でプレスしてボス成形体を形成し、
ステップS3において、前記本体成形体を加熱炉に入れて焼結して本体焼結体を形成し、前記ボス成形体を加熱炉に入れて焼結してボス焼結体を形成し、
前記本体焼結体は一体的な第1余肉体(300)及び本体構造(110)を備え、前記本体構造(110)は隙間を有し、前記ボス焼結体は一体的な第2余肉体(400)及びボス構造(120)を備え、
ステップS4は、
前記本体焼結体の前記第1余肉体(300)を除去して、前記本体構造(110)を得るステップS41と、
前記ボス焼結体の前記第2余肉体(400)を除去して、前記ボス構造(120)を得るステップS42と、
前記ボス構造(120)と前記本体構造(110)とを接続させて、フェライト(100)を得るステップS43とを含む、
ことを特徴とする請求項3に記載のフェライト成形プロセス。
【請求項5】
ステップS41において、前記本体焼結体の前記第1余肉体(300)を研磨して除去し、前記本体構造(110)を得て、
ステップS42において、前記ボス焼結体の前記第2余肉体(400)を研磨して除去し、前記ボス構造(120)を得る、
ことを特徴とする請求項4に記載のフェライト成形プロセス。
【請求項6】
ステップS43は、
前記本体構造(110)に接着剤体を塗布するステップS431と、
前記ボス構造(120)を前記接着剤体に押し付けて、前記ボス構造(120)と前記本体構造(110)とを接着剤体により接着させるステップS432とを含む、
ことを特徴とする請求項4に記載のフェライト成形プロセス。
【請求項7】
前記第1余肉体(300)は環状を呈し、前記本体構造(110)はいずれも開口環状を呈し、且つ前記第1余肉体(300)の内環面と前記本体構造(110)の内環面とは面一であり、前記第1余肉体(300)の幅は前記本体構造(110)の幅よりも大きい、
ことを特徴とする請求項4に記載のフェライト成形プロセス。
【請求項8】
ステップS43の前に、
前記本体構造(110)に対してバレル研磨処理を行うことと、
前記ボス構造(120)に対してバレル研磨処理を行うことと、をさらに含む、
ことを特徴とする請求項4に記載のフェライト成形プロセス。
【請求項9】
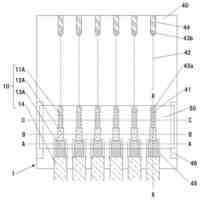
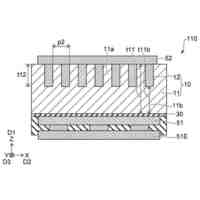
前記焼結体(200)は、一体的な頂部余肉体(210)、本体構造(110)、ボス構造(120)及び底部余肉体を備え、
ステップS4において、前記頂部余肉体(210)及び前記底部余肉体を研磨して除去し、前記フェライト(100)を得る、
ことを特徴とする請求項1に記載のフェライト成形プロセス。
【請求項10】
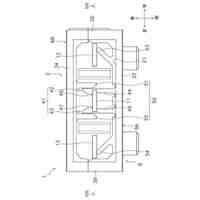
請求項1~9のいずれか1項に記載のフェライト成形プロセスに応用されるフェライト成形金型であって、
成形体を成形させるための成形キャビティ、及びフェライト(100)の隙間を形成させるための隙間成形構造が設けられた主成形金型を備える、
ことを特徴とするフェライト成形金型。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、フェライト調製の技術分野に関し、特に、フェライト成形プロセス、フェライト成形金型及びフェライトに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
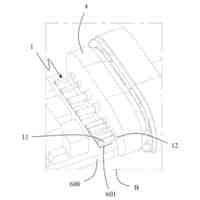
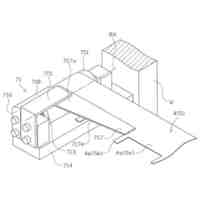
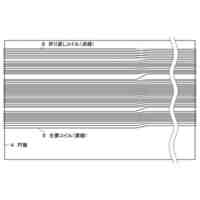
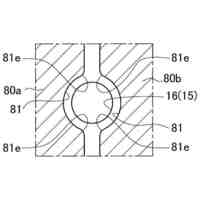
無線充電技術の発展に伴い、無線充電は、インテリジェント電子製品で急速に普及しつつある。無線充電モジュールは、通常、軟磁性材料を採用してシールドアセンブリを形成し、軟磁性材料は例示的に、フェライトである。フェライトは、通常、本体と、本体に設けられたボスとを備え、そのうち、コイルがボスに巻設されてフェライトの集磁能力を補強するために使用される。本体には、コイルの端部を固定するように、隙間が設けられている。
【0003】
従来技術において、フェライトの製造プロセスには、プレス、焼結、研磨、隙間成形、バレル研磨などのステップが含まれる。具体的に、プレス過程において、フェライトを形成するための材料の粉末を金型に入れ、高い圧力を加えてプレスして成形させ、常用されている成形方法には、乾式プレス成形及び鋳込み成形が含まれる。焼結処理過程において、成形後の部品を高温炉に入れて焼結処理し、高温で、粉末粒子同士が結合して緻密な結晶構造を形成する。隙間成形過程において、機械設備により、焼結成形後の部品に対して切削加工などの加工を行う。バレル研磨過程において、隙間成形加工後の部品を研削メディアとともにドラム内で低速回転させ、部品と研削材との相対運動によりフィニッシング処理を行う。しかし、製造過程において、隙間成形過程時に部品の破断を引き起こし、且つ、隙間成形の方式では部品が極めて脆くなり、後続でバレル研磨処理を経た後、フェライト調製プロセス全体の歩留まりは僅か約60%程度であり、且つ、潜在的なマイクロクラックが存在する一部の部品は組立段階に入り、コイルの組立や保圧を経ると、さらに5%以内の不等な歩留まりのロスが引き起こされて、フェライト調製プロセスの歩留まりが低くなってしまう。
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、製造したフェライトが高い歩留まりを有するフェライト成形プロセス、フェライト成形金型及びフェライトを提供することを目的とする。
【課題を解決するための手段】
【0005】
以上の構想のように、本発明が講じた技術案は、
フェライトの隙間を形成するための隙間成形構造が設けられた成形金型に粉末材料を入れるステップS1と、
粉末材料をプレスして成形体を形成するステップS2と、
前記成形体を加熱炉に入れて焼結して焼結体を形成するステップS3と、
前記焼結体に対して成形処理を行って、フェライトを得るステップS4とを含むフェライト成形プロセスである。
【0006】
好ましくは、前記フェライトは、1つの金型で一体的に形成された本体構造及びボス構造を備える。
【0007】
好ましくは、前記フェライトは、2つの金型で別体に形成された本体構造及びボス構造を備える。
【0008】
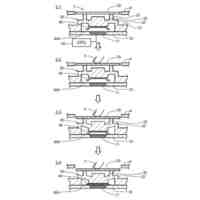
好ましくは、ステップS1において、前記隙間成形構造を備える本体金型、及びボス金型にいずれも粉末材料を入れ、
ステップS2において、前記本体金型でプレスして本体成形体を形成し、前記ボス金型でプレスしてボス成形体を形成し、
ステップS3において、前記本体成形体を加熱炉に入れて焼結して本体焼結体を形成し、前記ボス成形体を加熱炉に入れて焼結してボス焼結体を形成し、
前記本体焼結体は一体的な第1余肉体及び本体構造を備え、前記本体構造が隙間を有し、前記ボス焼結体は一体的な第2余肉体及びボス構造を備え、
ステップS4は、
前記本体焼結体の前記第1余肉体を除去して、前記本体構造を得るステップS41と、
前記ボス焼結体の前記第2余肉体を除去して、前記ボス構造を得るステップS42と、
前記ボス構造と前記本体構造とを接続させて、フェライトを得るステップS43と、を含む。
【0009】
好ましくは、ステップS41において、前記本体焼結体の前記第1余肉体を研磨して除去し、前記本体構造を得て、
ステップS42において、前記ボス焼結体の前記第2余肉体を研磨して除去し、前記ボス構造を得る。
【0010】
好ましくは、ステップS43は、
前記本体構造に接着剤体を塗布するステップS431と、
前記ボス構造を前記接着剤体に押し付けて、前記ボス構造と前記本体構造とを接着剤体により接着させるステップS432とを含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
昆山聯滔電子有限公司
ケーブルアセンブリ、ケーブルコネクタ及び製造方法
5か月前
昆山聯滔電子有限公司
フェライト成形プロセス、フェライト成形金型及びフェライト
6日前
個人
超精密位置決め機構
今日
東レ株式会社
積層多孔質膜
3日前
株式会社潤工社
同軸ケーブル
28日前
株式会社ExH
電流開閉装置
1か月前
個人
鉄心用材料とその製造方法
1か月前
CKD株式会社
巻回装置
2日前
個人
マルチバンドコイルアンテナ
15日前
株式会社メルビル
ステージ
1か月前
エイブリック株式会社
半導体装置
1か月前
株式会社GSユアサ
蓄電装置
1か月前
株式会社GSユアサ
蓄電装置
6日前
株式会社GSユアサ
蓄電装置
1か月前
株式会社GSユアサ
蓄電装置
1か月前
矢崎総業株式会社
電線
10日前
株式会社GSユアサ
蓄電装置
1か月前
株式会社GSユアサ
蓄電装置
1か月前
株式会社GSユアサ
蓄電素子
9日前
株式会社大阪ソーダ
複合固体電解質
9日前
株式会社GSユアサ
蓄電装置
28日前
オムロン株式会社
電磁継電器
1か月前
株式会社GSユアサ
蓄電装置
1か月前
株式会社ダイヘン
変圧器
21日前
日本化薬株式会社
電流遮断装置
今日
日本特殊陶業株式会社
保持装置
2日前
トヨタ自動車株式会社
電源装置
1か月前
住友電装株式会社
端子台
29日前
ダイハツ工業株式会社
固定治具
9日前
日星電気株式会社
ケーブルアセンブリ
29日前
オムロン株式会社
スイッチ装置
28日前
日本特殊陶業株式会社
保持装置
7日前
東洋電装株式会社
操作装置
1か月前
トヨタ自動車株式会社
電池パック
1か月前
住友電装株式会社
コネクタ
1か月前
株式会社東芝
回路素子
1日前
続きを見る
他の特許を見る











 特許ウォッチ
特許ウォッチ