TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025113524
公報種別
公開特許公報(A)
公開日
2025-08-04
出願番号
2024007722
出願日
2024-01-23
発明の名称
数値制御装置、制御方法、プログラム及び記憶媒体
出願人
ブラザー工業株式会社
代理人
個人
主分類
G05B
19/18 20060101AFI20250728BHJP(制御;調整)
要約
【課題】工具軸及びワーク軸の同期回転による加工において工具軸及びワーク軸の回転位相角を設定できる数値制御装置、制御方法、プログラム及び記憶媒体を提供する。
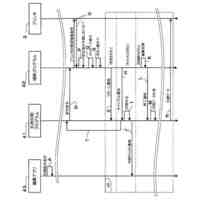
【解決手段】T2における工具軸の位相とワーク軸の位相を、夫々、指定位相β1,α1として指定する。エンコーダがT1にワーク軸の位相が位相合わせ開始位相α0を検出したら、T1において位相合わせ開始位相β0である工具軸の位相が、位相合わせ時間F経過したT2において指定位相β1となるように、工具軸の回転速度を補正する。
【選択図】図6
特許請求の範囲
【請求項1】
工具を装着する工具軸と、ワークを固定する台を回転するワーク軸とを備えた工作機械を制御することにより前記ワークの加工を行う数値制御装置において、
前記工具軸と前記ワーク軸とを同期させて回転する制御を行う同期制御部と、
前記同期制御部による前記工具軸と前記ワーク軸の同期回転中に、前記工具軸の回転位相角と前記ワーク軸の回転位相角とに基づいて、前記工具軸と前記ワーク軸の回転位相角の位相合わせを行う位相制御部と
を備え、
前記位相制御部は、
前記位相合わせが終了する時の前記工具軸の回転位相角である設定工具角を設定する工具軸位相角設定部と、
前記位相合わせが終了する時の前記ワーク軸の回転位相角である設定ワーク角を設定するワーク軸位相角設定部と
を含み、
前記工具軸と前記ワーク軸の前記位相合わせを終了した時の前記工具軸の回転位相角が前記設定工具角となり、且つ、前記ワーク軸の回転位相角が前記設定ワーク角となるように、前記工具軸の回転速度と前記ワーク軸の回転速度とを相対的に制御して前記位相合わせを行うこと
を特徴とする数値制御装置。
続きを表示(約 3,000 文字)
【請求項2】
前記工作機械は、
前記工具軸と前記ワーク軸とを相対的に移動する送り軸を備え、
前記位相制御部は、
前記送り軸の駆動を制御する送り制御部を含み、
前記送り制御部は、
前記工具軸の回転位相角が前記設定工具角となり、且つ、前記ワーク軸の回転位相角が前記設定ワーク角となった時に、前記送り軸を駆動し、前記工具が前記ワークを加工する位置へ向けて、前記工具軸と前記ワーク軸の相対的な移動を開始すること
を特徴とする請求項1に記載の数値制御装置。
【請求項3】
前記数値制御装置は、前記工具軸と前記ワーク軸の前記位相合わせの動作を指示する位相指令に従って前記位相合わせの動作を開始するものであり、
前記工具軸位相角設定部は、前記位相指令において前記設定工具角を指定する工具設定角指定変数に基づいて前記設定工具角を設定し、
前記ワーク軸位相角設定部は、前記位相指令において前記設定ワーク角を指定するワーク設定角指定変数に基づいて前記設定ワーク角を設定すること
を特徴とする請求項1に記載の数値制御装置。
【請求項4】
前記位相制御部は、
前記設定ワーク角と、前記同期制御部によって制御される前記ワーク軸の加工時の回転速度であるワーク軸同期速度と、前記位相合わせに要する時間であって予め設定された位相合わせ時間とに基づいて、前記位相合わせの開始時における前記ワーク軸の回転位相角である開始ワーク角を演算する開始ワーク角演算部と、
前記ワーク軸が、前記開始ワーク角に到達する時の前記工具軸の回転位相角である開始工具角を演算する開始工具角演算部と、
前記開始工具角と、前記同期制御部によって制御される前記工具軸の加工時の回転速度である工具軸同期速度と、前記位相合わせ時間とに基づいて、前記工具軸が、前記開始工具角から前記位相合わせ時間の経過後に到達する回転位相角である終了工具角を演算する終了工具角演算部と、
前記設定工具角と前記終了工具角との差分を補正量として演算する補正量演算部と、
前記補正量に基づいて、前記工具軸が、前記開始工具角から前記位相合わせ時間の経過後に前記設定工具角に到達するように、前記工具軸の回転速度の制御を行う工具速度制御部と
を含むこと
を特徴とする請求項1に記載の数値制御装置。
【請求項5】
前記工作機械は、情報を表示する表示装置を備え、
前記同期制御部は、
前記工具軸と前記ワーク軸との同期回転中であることを報知する報知画面を前記表示装置に表示させる報知部を含むこと
を特徴とする請求項1に記載の数値制御装置。
【請求項6】
前記位相制御部は、
前記工具が有する刃の数に基づいて前記設定工具角を変更する工具角シフト部を含み、
前記工具角シフト部は、
前記工具による前記ワークの1回又は複数回の加工が行われる毎に、前記設定工具角を変更すること
を特徴とする請求項1に記載の数値制御装置。
【請求項7】
前記ワークは、加工歯車であること
を特徴とする請求項1に記載の数値制御装置。
【請求項8】
工具を装着する工具軸と、ワークを固定する台を回転するワーク軸とを備えた工作機械を制御することにより前記ワークの加工を行う数値制御装置の制御方法であって、
前記工具軸と前記ワーク軸とを同期させて回転する制御を行う同期制御ステップと、
前記同期制御ステップによる前記工具軸と前記ワーク軸の同期回転中に、前記工具軸の回転位相角と前記ワーク軸の回転位相角とに基づいて、前記工具軸と前記ワーク軸の回転位相角の位相合わせを行う位相制御ステップと
を備え、
前記位相制御ステップは、
前記位相合わせが終了する時の前記工具軸の回転位相角である設定工具角を設定する工具軸位相角設定ステップと、
前記位相合わせが終了する時の前記ワーク軸の回転位相角である設定ワーク角を設定するワーク軸位相角設定ステップと
を含み、
前記工具軸と前記ワーク軸の前記位相合わせを終了した時の前記工具軸の回転位相角が前記設定工具角となり、且つ、前記ワーク軸の回転位相角が前記設定ワーク角となるように、前記工具軸の回転速度と前記ワーク軸の回転速度とを相対的に制御して前記位相合わせを行うこと
を特徴とする制御方法。
【請求項9】
工具を装着する工具軸と、ワークを固定する台を回転するワーク軸とを備えた工作機械を制御することにより前記ワークの加工を行う数値制御装置を機能させるプログラムであって、
コンピュータに、
前記工具軸と前記ワーク軸とを同期させて回転する制御を行う同期制御ステップと、
前記同期制御ステップによる前記工具軸と前記ワーク軸の同期回転中に、前記工具軸の回転位相角と前記ワーク軸の回転位相角とに基づいて、前記工具軸と前記ワーク軸の回転位相角の位相合わせを行う位相制御ステップと
を実行させ、
前記位相制御ステップでは、
前記位相合わせが終了する時の前記工具軸の回転位相角である設定工具角を設定する工具軸位相角設定ステップと、
前記位相合わせが終了する時の前記ワーク軸の回転位相角である設定ワーク角を設定するワーク軸位相角設定ステップと
を実行させ、
前記工具軸と前記ワーク軸の前記位相合わせを終了した時の前記工具軸の回転位相角が前記設定工具角となり、且つ、前記ワーク軸の回転位相角が前記設定ワーク角となるように、前記工具軸の回転速度と前記ワーク軸の回転速度とを相対的に制御して前記位相合わせを行うこと
を特徴とするプログラム。
【請求項10】
工具を装着する工具軸と、ワークを固定する台を回転するワーク軸とを備えた工作機械を制御することにより前記ワークの加工を行う数値制御装置を機能させるプログラムであって、
コンピュータに、
前記工具軸と前記ワーク軸とを同期させて回転する制御を行う同期制御ステップと、
前記同期制御ステップによる前記工具軸と前記ワーク軸の同期回転中に、前記工具軸の回転位相角と前記ワーク軸の回転位相角とに基づいて、前記工具軸と前記ワーク軸の回転位相角の位相合わせを行う位相制御ステップと
を実行させ、
前記位相制御ステップでは、
前記位相合わせが終了する時の前記工具軸の回転位相角である設定工具角を設定する工具軸位相角設定ステップと、
前記位相合わせが終了する時の前記ワーク軸の回転位相角である設定ワーク角を設定するワーク軸位相角設定ステップと
を実行させ、
前記工具軸と前記ワーク軸の前記位相合わせを終了した時の前記工具軸の回転位相角が前記設定工具角となり、且つ、前記ワーク軸の回転位相角が前記設定ワーク角となるように、前記工具軸の回転速度と前記ワーク軸の回転速度とを相対的に制御して前記位相合わせを行うプログラム
を記憶することを特徴とする記憶媒体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、数値制御装置、制御方法、プログラム及び記憶媒体に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
特許文献1に記載の数値制御装置は、被加工歯車が取り付けられたワーク軸と、切削工具が取り付けられた工具軸の同期回転を制御することにより加工を行う。数値制御装置は、ワーク軸の移動量に、ワーク軸と工具軸の位相差分の移動量を加算又は減算して、ワーク軸の位相を工具軸の位相に合わせる位相合わせ動作を行う。これにより、数値制御装置は、ワークの刃を工具の刃溝と対向させて、歯車を加工する。
【先行技術文献】
【特許文献】
【0003】
特開2005-115433号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1では、工具軸とワーク軸の相対的な位相差を補正するが、加工開始時における工具軸及びワーク軸の回転位相角を設定できない。このため、工具の刃の消耗の管理が難しくなる問題があった。
【0005】
本発明の目的は、工具軸及びワーク軸の同期回転による加工において工具軸及びワーク軸の回転位相角を設定できる数値制御装置、制御方法、プログラム及び記憶媒体を提供することである。
【課題を解決するための手段】
【0006】
本発明の第一態様によれば、工具を装着する工具軸と、ワークを固定する台を回転するワーク軸とを備えた工作機械を制御することにより前記ワークの加工を行う数値制御装置において、前記工具軸と前記ワーク軸とを同期させて回転する制御を行う同期制御部と、前記同期制御部による前記工具軸と前記ワーク軸の同期回転中に、前記工具軸の回転位相角と前記ワーク軸の回転位相角とに基づいて、前記工具軸と前記ワーク軸の回転位相角の位相合わせを行う位相制御部とを備え、前記位相制御部は、前記位相合わせが終了する時の前記工具軸の回転位相角である設定工具角を設定する工具軸位相角設定部と、前記位相合わせが終了する時の前記ワーク軸の回転位相角である設定ワーク角を設定するワーク軸位相角設定部とを含み、前記工具軸と前記ワーク軸の前記位相合わせを終了した時の前記工具軸の回転位相角が前記設定工具角となり、且つ、前記ワーク軸の回転位相角が前記設定ワーク角となるように、前記工具軸の回転速度と前記ワーク軸の回転速度とを相対的に制御して前記位相合わせを行うことを特徴とする数値制御装置が提供される。
【0007】
数値制御装置は、工具軸とワーク軸の同期回転を制御し、ワークの加工を行う。数値制御装置は、工具軸とワーク軸の位相合わせ時に、位相合わせが終了する時の工具軸とワーク軸のそれぞれの回転位相角である設定工具角と設定ワーク角を設定できる。故に数値制御装置は、工具によるワークの加工が開始される時にワークに当たる工具の刃を制御でき、工具の刃の消耗を抑制できる。
【0008】
第一態様において、前記工作機械は、前記工具軸と前記ワーク軸とを相対的に移動する送り軸を備え、前記位相制御部は、前記送り軸の駆動を制御する送り制御部を含み、前記送り制御部は、前記工具軸の回転位相角が前記設定工具角となり、且つ、前記ワーク軸の回転位相角が前記設定ワーク角となった時に、前記送り軸を駆動し、前記工具が前記ワークを加工する位置へ向けて、前記工具軸と前記ワーク軸の相対的な移動を開始してもよい。数値制御装置は、位相合わせの終了時に送り軸の駆動を開始するので、工具がワークに当たる時機を加工毎に一定に保つことができる。
【0009】
第一態様において、前記数値制御装置は、前記工具軸と前記ワーク軸の前記位相合わせの動作を指示する位相指令に従って前記位相合わせの動作を開始するものであり、前記工具軸位相角設定部は、前記位相指令において前記設定工具角を指定する工具設定角指定変数に基づいて前記設定工具角を設定し、前記ワーク軸位相角設定部は、前記位相指令において前記設定ワーク角を指定するワーク設定角指定変数に基づいて前記設定ワーク角を設定してもよい。数値制御装置は、位相指令において設定工具角と設定ワーク角が変数として指定されるので、ユーザは、位相合わせの動作の実行前に予め設定工具角と設定ワーク角を設定する操作を行う必要がない。
【0010】
第一態様において、前記位相制御部は、前記設定ワーク角と、前記同期制御部によって制御される前記ワーク軸の加工時の回転速度であるワーク軸同期速度と、前記位相合わせに要する時間であって予め設定された位相合わせ時間とに基づいて、前記位相合わせの開始時における前記ワーク軸の回転位相角である開始ワーク角を演算する開始ワーク角演算部と、前記ワーク軸が、前記開始ワーク角に到達する時の前記工具軸の回転位相角である開始工具角を演算する開始工具角演算部と、前記開始工具角と、前記同期制御部によって制御される前記工具軸の加工時の回転速度である工具軸同期速度と、前記位相合わせ時間とに基づいて、前記工具軸が、前記開始工具角から前記位相合わせ時間の経過後に到達する回転位相角である終了工具角を演算する終了工具角演算部と、前記設定工具角と前記終了工具角との差分を補正量として演算する補正量演算部と、前記補正量に基づいて、前記工具軸が、前記開始工具角から前記位相合わせ時間の経過後に前記設定工具角に到達するように、前記工具軸の回転速度の制御を行う工具速度制御部とを含んでもよい。工具軸は、ワーク軸よりも回転に必要なトルクが小さい。故に数値制御装置は、工具軸の終了工具角を設定工具角に補正することで、工具軸とワーク軸の位相合わせを円滑に実施できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ブラザー工業株式会社
印刷装置
11日前
ブラザー工業株式会社
プリンタ
8日前
ブラザー工業株式会社
画像形成装置
11日前
ブラザー工業株式会社
走査光学装置
14日前
ブラザー工業株式会社
画像形成装置
11日前
ブラザー工業株式会社
画像形成装置
4日前
ブラザー工業株式会社
画像形成装置
4日前
ブラザー工業株式会社
画像形成装置
12日前
ブラザー工業株式会社
ミシンフレーム
13日前
ブラザー工業株式会社
シート給送装置
14日前
ブラザー工業株式会社
ラベル貼付装置
4日前
ブラザー工業株式会社
ラベル貼付装置
4日前
ブラザー工業株式会社
サポートプログラム
6日前
ブラザー工業株式会社
カートリッジおよびメモリホルダ
12日前
ブラザー工業株式会社
プログラム、および、データ処理装置
12日前
ブラザー工業株式会社
プログラム、および、データ処理装置
12日前
ブラザー工業株式会社
プログラム、および、データ処理装置
12日前
ブラザー工業株式会社
情報処理プログラム及び印刷システム
4日前
ブラザー工業株式会社
許容印刷量管理装置及び管理プログラム
4日前
ブラザー工業株式会社
サポートプログラムおよびプログラムセット
4日前
ブラザー工業株式会社
通知プログラム、通知システム、及び通知方法
11日前
ブラザー工業株式会社
数値制御装置、制御方法、プログラム及び記憶媒体
1日前
ブラザー工業株式会社
アプリケーションプログラム、制御方法、及び端末装置
4日前
ブラザー工業株式会社
管理システム、管理プログラム、管理装置、及び管理方法
5日前
ブラザー工業株式会社
プリンタ
19日前
ブラザー工業株式会社
画像形成装置
13日前
ブラザー工業株式会社
画像形成装置
6日前
ブラザー工業株式会社
液体収容ボトル
4日前
ブラザー工業株式会社
サポートプログラム
6日前
ブラザー工業株式会社
サーバ、サーバのためのコンピュータプログラム、および、通信システム
6日前
ブラザー工業株式会社
バックアッププログラム、バックアップシステム、及びバックアップ方法
11日前
ブラザー工業株式会社
サーバ、サーバのためのコンピュータプログラム、および、通信システム
6日前
ブラザー工業株式会社
サーバ、サーバのためのコンピュータプログラム、および、通信システム
6日前
ブラザー工業株式会社
システムおよびプリンタ
6日前
ブラザー工業株式会社
インクジェット記録用水性インク
4日前
ブラザー工業株式会社
サポートプログラム、情報処理装置、および印刷方法
11日前
続きを見る
他の特許を見る











 特許ウォッチ
特許ウォッチ